Download as pdf or txt
You might also like
- Natsteel MeshDocument16 pagesNatsteel Meshsyafiqabang0% (1)
- IJETR021255Document6 pagesIJETR021255erpublicationNo ratings yet
- Resistance Spot WeldingreportDocument12 pagesResistance Spot WeldingreportajaykumarnsitNo ratings yet
- Process Modeling and Optimization of Resistance Welding For Thermoplastic CompositesDocument24 pagesProcess Modeling and Optimization of Resistance Welding For Thermoplastic CompositesEduardo PinheiroNo ratings yet
- Schricker2021 Article EffectOfThermoplasticMorphologDocument13 pagesSchricker2021 Article EffectOfThermoplasticMorphologJagdeesh ShettyNo ratings yet
- Preprints201810 0249 v1Document34 pagesPreprints201810 0249 v1kenneth lohNo ratings yet
- Materials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. SatapathyDocument13 pagesMaterials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. Satapathybishnu ppNo ratings yet
- Effects of Welding Procedures On Mechanical and MoDocument16 pagesEffects of Welding Procedures On Mechanical and MoAL YAZARNo ratings yet
- Electron Beam Welding of Micro-Housings With Dissimilar Metals For Electronic CircuitsDocument3 pagesElectron Beam Welding of Micro-Housings With Dissimilar Metals For Electronic CircuitsAbhishek KumarNo ratings yet
- Materials and DesignDocument10 pagesMaterials and DesignSiraj AL sharifNo ratings yet
- 1 s2.0 S2468023024000646 MainDocument7 pages1 s2.0 S2468023024000646 Mainhanane.ouldomarNo ratings yet
- A Simulation Study On Thermal Conductivity of Glass Bead Embedded Polymeric SystemDocument15 pagesA Simulation Study On Thermal Conductivity of Glass Bead Embedded Polymeric Systembishnu ppNo ratings yet
- Evaluation of Contact ResisDocument6 pagesEvaluation of Contact ResisKhengling LimNo ratings yet
- JMATPRO Volume 1 Issue 2 Pages 29-38Document10 pagesJMATPRO Volume 1 Issue 2 Pages 29-38aidah amirNo ratings yet
- 1 s2.0 S0017931016303398 MainDocument7 pages1 s2.0 S0017931016303398 Mainshubham patilNo ratings yet
- Combustion and Flame: Kyung Ju Kim, Myung Hoon Cho, Soo Hyung KimDocument9 pagesCombustion and Flame: Kyung Ju Kim, Myung Hoon Cho, Soo Hyung KimRodriguez ArthursNo ratings yet
- P/N Joining Processes, Materials and TechniquesDocument19 pagesP/N Joining Processes, Materials and TechniquesChristian Contreras ArdilesNo ratings yet
- 1 s2.0 S0925838819322017 MainDocument6 pages1 s2.0 S0925838819322017 Mainshubham patilNo ratings yet
- Materials Selection ApplicationDocument10 pagesMaterials Selection ApplicationKumaravel SivamNo ratings yet
- Conductive Materials For Polymeric Bipolar Plates Electrical, Thermal and Mechanical Properties of Polyethylene-Carbon Black Graphite Magnetite BlendsDocument17 pagesConductive Materials For Polymeric Bipolar Plates Electrical, Thermal and Mechanical Properties of Polyethylene-Carbon Black Graphite Magnetite BlendsMIRELLA BOERYNo ratings yet
- Nanotechnology Materials For Heat Sink: Nathan Otundo OnsareDocument11 pagesNanotechnology Materials For Heat Sink: Nathan Otundo Onsarenawinnawmu1026No ratings yet
- Robust Biomimetic Nacreous Aramid Nanofiber ComposDocument16 pagesRobust Biomimetic Nacreous Aramid Nanofiber ComposashadoitNo ratings yet
- Parametric Study of Metal/Polymer Multilayer Coatings For Temperature Wrinkling PredictionDocument9 pagesParametric Study of Metal/Polymer Multilayer Coatings For Temperature Wrinkling PredictionLeonid PastukhovNo ratings yet
- Metals 12 01314 v2Document11 pagesMetals 12 01314 v2aa999666aaaNo ratings yet
- Materials Today Communications: SciencedirectDocument10 pagesMaterials Today Communications: Sciencedirectgolubkir2324No ratings yet
- Advances in Hybrid Laser Joining: Special Issue - Original ArticleDocument8 pagesAdvances in Hybrid Laser Joining: Special Issue - Original ArticlecmsastraNo ratings yet
- Diffusion Welding of Stainless Steel: Mid Semester Mini-Project ReportDocument6 pagesDiffusion Welding of Stainless Steel: Mid Semester Mini-Project ReportAnmol JainNo ratings yet
- Thermal Conductivity of Thermal Interface MaterialsDocument10 pagesThermal Conductivity of Thermal Interface MaterialsShrestha RishavNo ratings yet
- Multi-Metal 4D Printing With A Desktop Electrochemical 3D PrinterDocument9 pagesMulti-Metal 4D Printing With A Desktop Electrochemical 3D PrinterAsmo DyneNo ratings yet
- Abstract. Laser Additive Manufacturing (LAM) Has BecomeDocument5 pagesAbstract. Laser Additive Manufacturing (LAM) Has BecomeASEP SUPRIATNANo ratings yet
- Thermally Conductive Separator With Hierarchical Nano/microstructures For Improving Thermal Management of BatteriesDocument9 pagesThermally Conductive Separator With Hierarchical Nano/microstructures For Improving Thermal Management of BatteriesGouri G KrishnanNo ratings yet
- Hadi H.Hussein (H.transfer Report)Document15 pagesHadi H.Hussein (H.transfer Report)501237198002No ratings yet
- Applied SciencesDocument12 pagesApplied SciencesnidhalNo ratings yet
- Sorel Et Al ACS NanoDocument25 pagesSorel Et Al ACS NanoLalu SuhaimiNo ratings yet
- 2002 57 ZakDocument8 pages2002 57 ZakAhmet ErecekNo ratings yet
- Sidhu Et Al 2013 Fabrication and Electrical Discharge Machining of Metal Matrix Composites A ReviewDocument11 pagesSidhu Et Al 2013 Fabrication and Electrical Discharge Machining of Metal Matrix Composites A Reviewraviteja tankalaNo ratings yet
- 1 s2.0 S1359835X05003957 Main PDFDocument14 pages1 s2.0 S1359835X05003957 Main PDFabiliovieiraNo ratings yet
- 1-S2.0-S0264127521006316-Main FerriDocument12 pages1-S2.0-S0264127521006316-Main Ferrizmaxprom5No ratings yet
- AN EXPERIMENTAL INVESTIGATION AND VALIDATION OF THERMO-ELASTIC MODELS ON THERMAL CONDUCTIVITY BEHAVIOUR OF Al 6061-SILICON CARBIDE-GRAPHITE HYBRID METAL MATRIX COMPOSITESDocument15 pagesAN EXPERIMENTAL INVESTIGATION AND VALIDATION OF THERMO-ELASTIC MODELS ON THERMAL CONDUCTIVITY BEHAVIOUR OF Al 6061-SILICON CARBIDE-GRAPHITE HYBRID METAL MATRIX COMPOSITESijsretNo ratings yet
- Thermal Interface Material (TIM) Design Guidance For Flip Chip BGA Package Thermal PerformanceDocument6 pagesThermal Interface Material (TIM) Design Guidance For Flip Chip BGA Package Thermal PerformancekpNo ratings yet
- Composites: Part A: K. Sanada, Y. Tada, Y. ShindoDocument7 pagesComposites: Part A: K. Sanada, Y. Tada, Y. Shindobishnu ppNo ratings yet
- Transferencia de CalorDocument7 pagesTransferencia de CalorFelipe Ludwig von ChrismarNo ratings yet
- 18 06 Msec MetalDocument6 pages18 06 Msec MetalBenjamin JenettNo ratings yet
- PLA Mixing MaterialDocument21 pagesPLA Mixing Materialramesh tNo ratings yet
- Dileep 2023Document11 pagesDileep 2023lijomanitNo ratings yet
- Investigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerDocument4 pagesInvestigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerHARIMETLYNo ratings yet
- Metals 11 00731Document21 pagesMetals 11 00731Amin ZoljanahiNo ratings yet
- Analysis of Contact Problems in Solid Oxide Fuel Cell Stacks Arising From Differences in Thermal Expansion CoefficientsDocument9 pagesAnalysis of Contact Problems in Solid Oxide Fuel Cell Stacks Arising From Differences in Thermal Expansion Coefficientsal-masriNo ratings yet
- Computational Welding Simulation of A Plasma Wire Arc Additive Manufacturing Process For High-Strength SteelDocument16 pagesComputational Welding Simulation of A Plasma Wire Arc Additive Manufacturing Process For High-Strength Steelwemerson.backup1995No ratings yet
- A Review of Conducting Polymers in Electrical Contact ApplicationsDocument9 pagesA Review of Conducting Polymers in Electrical Contact Applicationsleonardo.zorteaNo ratings yet
- Co-Curing Behaviour of Thermoset Composites With A Thermoplastic Boundary Layer For Welding PurposesDocument9 pagesCo-Curing Behaviour of Thermoset Composites With A Thermoplastic Boundary Layer For Welding PurposesLiran KatzNo ratings yet
- Chapter 2 RRLDocument21 pagesChapter 2 RRLharoldbrainardbagsic30No ratings yet
- Experimental and Analytical Technique For Estimating Interfacial Thermal Conductance in Composite Structural Elements Under Simulated Fire ConditionsDocument8 pagesExperimental and Analytical Technique For Estimating Interfacial Thermal Conductance in Composite Structural Elements Under Simulated Fire ConditionsJinsoo KimNo ratings yet
- A Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysDocument3 pagesA Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysEditor IJTSRD100% (1)
- ConductivityDocument11 pagesConductivitysyed waheed ul hasanNo ratings yet
- A Study of The Thermal Behavior in Resistance Spot WeldsDocument9 pagesA Study of The Thermal Behavior in Resistance Spot WeldsLee Linky LeeNo ratings yet
- 2003 Potting Hillman-BaylakogluDocument9 pages2003 Potting Hillman-BaylakogluVansala GanesanNo ratings yet
- Journal of Power Sources: Aalok Gaitonde, Amulya Nimmagadda, Amy MarconnetDocument6 pagesJournal of Power Sources: Aalok Gaitonde, Amulya Nimmagadda, Amy Marconnetmuhammad mohamadNo ratings yet
- Bipolar PlatesDocument7 pagesBipolar PlatesNabilah SadaliNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Micro Manufacturing MagazineDocument48 pagesMicro Manufacturing MagazineAlper Emin TürkoğluNo ratings yet
- CMT of MG To AlDocument11 pagesCMT of MG To Alkarthick32mechNo ratings yet
- LNG WeldingDocument12 pagesLNG Weldingrodofgod100% (1)
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocument6 pagesSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNo ratings yet
- ASME IX OrganizationDocument14 pagesASME IX OrganizationemrullahNo ratings yet
- Process Industry Practices Structural: PIP STE05530 Grating Design GuideDocument10 pagesProcess Industry Practices Structural: PIP STE05530 Grating Design GuideLumy NastaseNo ratings yet
- Piping InterviewDocument9 pagesPiping Interviewsatyammmishra0101No ratings yet
- BT Questionnaire PDFDocument164 pagesBT Questionnaire PDFHarvin Julius LasqueroNo ratings yet
- AUR30620 1 SummaryDocument3 pagesAUR30620 1 SummaryAWAIS ALI UnknownNo ratings yet
- Aws G1 10M 2001 PDFDocument45 pagesAws G1 10M 2001 PDFjose100% (1)
- Kabankalan Catholic College: Junior High School DepartmentDocument26 pagesKabankalan Catholic College: Junior High School DepartmentLowen Tabance SimbitNo ratings yet
- GMAW Welding - MaxDocument44 pagesGMAW Welding - Maxforex500No ratings yet
- LREF-00-VDR-BBB-PR-20-0020-A4 Procedure For Process Piping Golden Joint Fabrication, Inspection, and Final AcceptanceDocument10 pagesLREF-00-VDR-BBB-PR-20-0020-A4 Procedure For Process Piping Golden Joint Fabrication, Inspection, and Final AcceptanceNauval Labiby Noor MohammadNo ratings yet
- Iso 3834 4 2021Document7 pagesIso 3834 4 2021M Nur100% (1)
- N-11038 - Method Statement For Cleaning, Welding and Painting of Steel Angles & Casings-OldDocument20 pagesN-11038 - Method Statement For Cleaning, Welding and Painting of Steel Angles & Casings-OldAnonymous ExWAN2xjFJNo ratings yet
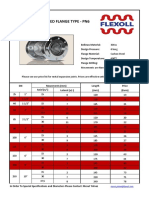
- Flexoll Price ListDocument10 pagesFlexoll Price ListRibhi HamdanNo ratings yet
- DNV RU SHIP Pt3Ch3Document95 pagesDNV RU SHIP Pt3Ch3CarolineNo ratings yet
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocument7 pagesNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- 39/B, Vinayaga Murugan Rice Mill Campus, Nellithope, Pondicherry-605006, India.Document4 pages39/B, Vinayaga Murugan Rice Mill Campus, Nellithope, Pondicherry-605006, India.Adhavan ThamizhanNo ratings yet
- ITP FW For Civil Building WorksDocument17 pagesITP FW For Civil Building WorksAjit Singh RathoreNo ratings yet
- 2019 - 1.2. Zavarivanje Gasnim Plamenom I Srodni PostupciDocument25 pages2019 - 1.2. Zavarivanje Gasnim Plamenom I Srodni PostupciticmaNo ratings yet
- Mada Wulabu University College of Engineering and Instituty of TechnologyDocument9 pagesMada Wulabu University College of Engineering and Instituty of Technologyzelalem wegayehuNo ratings yet
- Welding Defects and Implications On Welded Assemblies PDFDocument10 pagesWelding Defects and Implications On Welded Assemblies PDFM.Jasim MoNo ratings yet
- FE2-FFE Distributor - 2016.11.30 - Ver2Document33 pagesFE2-FFE Distributor - 2016.11.30 - Ver2Douglas TondelloNo ratings yet
- ISO 3183 2019 - Petroleum and Gas Industries - Steel Pipe For Pipelinetransportation SystemsDocument30 pagesISO 3183 2019 - Petroleum and Gas Industries - Steel Pipe For Pipelinetransportation SystemsJosé PérezNo ratings yet
- Best Management PracticeDocument48 pagesBest Management PracticeCarlos MercadoNo ratings yet
- Ansi Aws D10 4 1986Document43 pagesAnsi Aws D10 4 1986robert benavidesNo ratings yet
- Saw Storage HandlingDocument1 pageSaw Storage HandlingDave MulvihillNo ratings yet