Download as pdf or txt
You might also like
- GP 44-10 Plant LayoutDocument29 pagesGP 44-10 Plant LayoutAnonymous WCG2HjPybJ100% (1)
- Petroleum Economics and Engineering, 3rd EdDocument466 pagesPetroleum Economics and Engineering, 3rd Edneft94% (16)
- Design of Methanol PlantDocument25 pagesDesign of Methanol Plantalireza19888% (8)
- Maleic Anhydride - Process DesignDocument45 pagesMaleic Anhydride - Process Designstavros7100% (4)
- CDU Training PowerpointDocument144 pagesCDU Training Powerpointviettanct92% (13)
- Sabp A 033 PDFDocument52 pagesSabp A 033 PDFWalid Megahed100% (2)
- Diesel HydrotreatingDocument21 pagesDiesel HydrotreatingIzack Silva S100% (1)
- Major Unit DesignDocument32 pagesMajor Unit DesignFunmilayo Salaja Fatokun0% (1)
- Modeling of Hydro CrackerDocument19 pagesModeling of Hydro Crackerapi-3709413100% (2)
- Energies 11 02845Document13 pagesEnergies 11 02845hariprasadr5199No ratings yet
- Methanol Synthesis (Safety)Document16 pagesMethanol Synthesis (Safety)furqankausarhaiderNo ratings yet
- Hydroprocessing of Maya Heavy Crude Oil in Two Reaction StagesDocument12 pagesHydroprocessing of Maya Heavy Crude Oil in Two Reaction StagesFredy Akenaton ArroyoNo ratings yet
- Design Summary: Technology IntroductionDocument6 pagesDesign Summary: Technology Introductionlux0008No ratings yet
- Literature Review: 1.1 PropertiesDocument6 pagesLiterature Review: 1.1 PropertiesPhilani MkhonzaNo ratings yet
- Study of The Aromatic Compounds Saturation Process in Middle DistillatesDocument4 pagesStudy of The Aromatic Compounds Saturation Process in Middle DistillatesMarcelo Varejão CasarinNo ratings yet
- (Marko Zlokarnik) Scale-Up in Chemical EngineeringDocument9 pages(Marko Zlokarnik) Scale-Up in Chemical EngineeringakilaprabuNo ratings yet
- Bezergianni 2011Document6 pagesBezergianni 2011mayaNo ratings yet
- Praxair CO2EmissionsReductionCapture WhitepaperDocument10 pagesPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliNo ratings yet
- Revamp of Naphtha Hydrotreating Process in An Iranian RefineryDocument6 pagesRevamp of Naphtha Hydrotreating Process in An Iranian RefineryRicardo Alejandro Ruiz NavasNo ratings yet
- Modeling and Control of Acetylene Hydrogenation ProcessDocument8 pagesModeling and Control of Acetylene Hydrogenation ProcessCláudia AlvesNo ratings yet
- Process Design of Maleic Anhydride Plant: BY Woril Turner Dudley Vijaya Krishna BodlaDocument45 pagesProcess Design of Maleic Anhydride Plant: BY Woril Turner Dudley Vijaya Krishna BodlaRolandianurNo ratings yet
- WurzelDocument45 pagesWurzelCarmen Huaniquina TerrazasNo ratings yet
- Simulation of Bitumen Upgrading ProcessesDocument6 pagesSimulation of Bitumen Upgrading ProcessesDonato MontroneNo ratings yet
- Effective Degradation of Oil Pollutants in Water by Hydrodynamic Cavitation Combined With Electrocatalytic MembraneDocument11 pagesEffective Degradation of Oil Pollutants in Water by Hydrodynamic Cavitation Combined With Electrocatalytic MembraneJhoni Cuipal OcampoNo ratings yet
- Aceite de FrituraDocument8 pagesAceite de FrituraNestor Andres Urbina SuarezNo ratings yet
- Model and Simulation of A Hydrotreatment Reactor For Diesel Hydrodesulfurization in Oil RefiningDocument10 pagesModel and Simulation of A Hydrotreatment Reactor For Diesel Hydrodesulfurization in Oil Refiningvishal kumarNo ratings yet
- Original Paper: Eduard Manek, Juma HaydaryDocument2 pagesOriginal Paper: Eduard Manek, Juma HaydaryDriss EddeniaNo ratings yet
- 2010 Energy Paper XYZDocument7 pages2010 Energy Paper XYZAgung Dedy Pramana PutraNo ratings yet
- Final DraftDocument5 pagesFinal DraftBhaski MadhappanNo ratings yet
- Selective Catalytic Hydrogenation of Triglycerides: Activity and Selectivity Towards C18:1Document6 pagesSelective Catalytic Hydrogenation of Triglycerides: Activity and Selectivity Towards C18:1Al Musabbir LeeonNo ratings yet
- Accepted ManuscriptDocument39 pagesAccepted ManuscriptLeonardo Almeida de CamposNo ratings yet
- Global Kinetics of Direct Dimethyl Ether Synthesis Process From Syngas in Slurry Reactor Over A Novel Cu ZN Al ZR Slurry CatalystDocument7 pagesGlobal Kinetics of Direct Dimethyl Ether Synthesis Process From Syngas in Slurry Reactor Over A Novel Cu ZN Al ZR Slurry Catalystkrishna_nimeshNo ratings yet
- Indian Coal To Chemicals New Rev8Document167 pagesIndian Coal To Chemicals New Rev8Swarnim RajNo ratings yet
- Techno-Economic and Life Cycle Analysis of Synthetic Methanol 2 Production From Hydrogen and Industry By-Product CO2Document28 pagesTechno-Economic and Life Cycle Analysis of Synthetic Methanol 2 Production From Hydrogen and Industry By-Product CO2GeorgeKaramanoglouNo ratings yet
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDocument9 pagesSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNo ratings yet
- Optimization of Semi Regenerative Catalytic Naphtha Reforming Unit To Enhance Octane Number and Reformate YieldDocument13 pagesOptimization of Semi Regenerative Catalytic Naphtha Reforming Unit To Enhance Octane Number and Reformate YieldrujunliNo ratings yet
- Vacuum Residue Upgrading in SCW AcceptedDocument46 pagesVacuum Residue Upgrading in SCW AcceptedRamesh DasariNo ratings yet
- 12A7DDocument10 pages12A7DSulthon Nur JamilNo ratings yet
- Cb&i HcuDocument4 pagesCb&i HcuPrithikalulu KishoreNo ratings yet
- Environmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaDocument11 pagesEnvironmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaKolawole OsafehintiNo ratings yet
- Du Pradhan Rangnekar Team03 Final Written Report-1Document21 pagesDu Pradhan Rangnekar Team03 Final Written Report-1Abdo ShaheenNo ratings yet
- 10 1016@j Ces 2020 116384Document42 pages10 1016@j Ces 2020 116384Stive BrackNo ratings yet
- Catalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process OptimizationDocument7 pagesCatalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process OptimizationEduardo CarmineNo ratings yet
- A Novel Route For Converting Aromatics Into Hydrogen Via Steam ReformingDocument8 pagesA Novel Route For Converting Aromatics Into Hydrogen Via Steam ReformingMarcelo Varejão CasarinNo ratings yet
- UAE University College of Engineering Training and Graduation Project UnitDocument100 pagesUAE University College of Engineering Training and Graduation Project UnitPortia ShilengeNo ratings yet
- Simulation and Evaluation of Flare Gas Recovery Unit For RefineriesDocument7 pagesSimulation and Evaluation of Flare Gas Recovery Unit For RefineriesJohnNo ratings yet
- Combined Heat, Hydrogen and Power Production From Seaweed Biogas-Fuelled Solid Oxide Fuel Cell (Sofc) SystemDocument6 pagesCombined Heat, Hydrogen and Power Production From Seaweed Biogas-Fuelled Solid Oxide Fuel Cell (Sofc) SystemMorgen GumpNo ratings yet
- Predicting Hydrotreater Performance While Co-Processing Vegetable OilDocument4 pagesPredicting Hydrotreater Performance While Co-Processing Vegetable OilJeffrey Ryan LindmarkNo ratings yet
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemDocument6 pagesMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaNo ratings yet
- Novel Energy Efficient Process For Acetic AcidDocument12 pagesNovel Energy Efficient Process For Acetic AcidainNo ratings yet
- Biodiesel From Waste Cooking OilDocument6 pagesBiodiesel From Waste Cooking OilJam imtiazNo ratings yet
- Optimization of Lignocellulosic Based DieselDocument5 pagesOptimization of Lignocellulosic Based DieselOmar DaherNo ratings yet
- Conceptual Design of Hydrogen Production ProcessDocument6 pagesConceptual Design of Hydrogen Production ProcesssaniaijazNo ratings yet
- Energies: Exergetic and Economic Improvement For A Steam Methane-Reforming Industrial Plant: Simulation ToolDocument15 pagesEnergies: Exergetic and Economic Improvement For A Steam Methane-Reforming Industrial Plant: Simulation ToolKandaswamy VajjiraveluNo ratings yet
- Hydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingDocument4 pagesHydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingMazen OthmanNo ratings yet
- Kinetic Modeling of Biomass Steam Gasification System For Hydrogen Production With CO AdsorptionDocument7 pagesKinetic Modeling of Biomass Steam Gasification System For Hydrogen Production With CO Adsorptionprash_13No ratings yet
- Sustainability 12 08524Document13 pagesSustainability 12 08524Ainul YaqinNo ratings yet
- Additional Problems On Material Balances PDFDocument4 pagesAdditional Problems On Material Balances PDFEliot Kh0% (1)
- UreanDocument9 pagesUreansaminumusa217No ratings yet
- Energy and Exergy Analysis of The Crude Oil Fractionation UnitsDocument10 pagesEnergy and Exergy Analysis of The Crude Oil Fractionation UnitsAlvin PhươngNo ratings yet
- Lagtah (2015)Document11 pagesLagtah (2015)Mostafa MangalNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Physics of Shock Waves and High-Temperature Hydrodynamic PhenomenaDocument3 pagesPhysics of Shock Waves and High-Temperature Hydrodynamic PhenomenaArunNo ratings yet
- The K-L Reactor Model For Circulating Fuidized BedsDocument8 pagesThe K-L Reactor Model For Circulating Fuidized BedsArunNo ratings yet
- Axial Dispersion of Liquid in Gas-Liquid Cocurrent Downflow and Upflow Fixed-Bed Reactors With Porous ParticlesDocument9 pagesAxial Dispersion of Liquid in Gas-Liquid Cocurrent Downflow and Upflow Fixed-Bed Reactors With Porous ParticlesArunNo ratings yet
- Full Length Article: ArticleinfoDocument10 pagesFull Length Article: ArticleinfoArunNo ratings yet
- Axial Dispersion and Mass Transfer of A Pulsed Solvent Extraction Column With Novel Ceramic InternalsDocument29 pagesAxial Dispersion and Mass Transfer of A Pulsed Solvent Extraction Column With Novel Ceramic InternalsArunNo ratings yet
- US2011186Document4 pagesUS2011186ArunNo ratings yet
- On The Size of Drops in Pulsed and VibratingDocument4 pagesOn The Size of Drops in Pulsed and VibratingArunNo ratings yet
- Two-Phase Flow in MicrochannelsDocument12 pagesTwo-Phase Flow in MicrochannelsArunNo ratings yet
- CFD Modeling and Multi-Objective Optimization of CycloneDocument25 pagesCFD Modeling and Multi-Objective Optimization of CycloneArunNo ratings yet
- Gas-Liquid Mass Transfer in Taylor Flow Through A CapillaryDocument5 pagesGas-Liquid Mass Transfer in Taylor Flow Through A CapillaryArunNo ratings yet
- Gas-Liquid Mass Transfer in Taylor Flow Through A CapillaryDocument5 pagesGas-Liquid Mass Transfer in Taylor Flow Through A CapillaryArunNo ratings yet
- Process Safety and Environmental ProtectionDocument13 pagesProcess Safety and Environmental ProtectionArunNo ratings yet
- Microfluidics-A Review: Home Search Collections Journals About Contact Us My IopscienceDocument16 pagesMicrofluidics-A Review: Home Search Collections Journals About Contact Us My IopscienceArunNo ratings yet
- Xây dựng cơ sở dữ liệu của dầu CONDENSATE hải thạch mộc tinhDocument80 pagesXây dựng cơ sở dữ liệu của dầu CONDENSATE hải thạch mộc tinhMichael MedinaNo ratings yet
- Enppi Profile 1Document171 pagesEnppi Profile 1Yasir SajjadNo ratings yet
- WCM Project (Working Capital Management)Document61 pagesWCM Project (Working Capital Management)d82vinoNo ratings yet
- Overview of Petroleum Refining IDocument39 pagesOverview of Petroleum Refining IPradeep Munna100% (1)
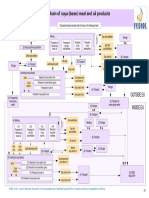
- Flow Chart of The Production Chain of Soya (Bean) Meal and Oil Products For Feed Application in The EUDocument25 pagesFlow Chart of The Production Chain of Soya (Bean) Meal and Oil Products For Feed Application in The EUadesuyan yomiNo ratings yet
- Styrene Conf Louisville ADocument7 pagesStyrene Conf Louisville ANguyễn Văn LựcNo ratings yet
- PLLDocument24 pagesPLLjagannnathdNo ratings yet
- Strategic Management Seminar Dr. Carmen CastroDocument23 pagesStrategic Management Seminar Dr. Carmen Castromemogarza1No ratings yet
- InventoryDocument5 pagesInventorytickoo10% (2)
- Reliance Industries: Building Execution Excellence in An Emerging MarketDocument12 pagesReliance Industries: Building Execution Excellence in An Emerging MarketATHULIYANo ratings yet
- Cost Effective Sour Water Stripping PDFDocument2 pagesCost Effective Sour Water Stripping PDFKeith ContrerasNo ratings yet
- Pdlub Oil Spill Contingency PlanDocument22 pagesPdlub Oil Spill Contingency PlanPedro DoricoNo ratings yet
- BAT Mineral Oil and Gas RefineriesDocument516 pagesBAT Mineral Oil and Gas RefineriesalbertoperezroblesNo ratings yet
- Ploesti Operations Report (1944)Document194 pagesPloesti Operations Report (1944)CAP History Library100% (4)
- Lista de Normas API RefinacionDocument10 pagesLista de Normas API Refinacionkreyson777No ratings yet
- 11 Marine Fuel Properties.Document7 pages11 Marine Fuel Properties.Kevin LeysonNo ratings yet
- Kargaindia Roadways Private Limited Company ProfileDocument21 pagesKargaindia Roadways Private Limited Company ProfileBhavyassh AgarwaalNo ratings yet
- Marketing Strategiesof Reliance Industries LimitedDocument14 pagesMarketing Strategiesof Reliance Industries Limitedantoprincia1723No ratings yet
- Corrosion Short Courses, Corrosion Training Courses and Corrosion Courses For In-House Training, Online and Distance LearningDocument3 pagesCorrosion Short Courses, Corrosion Training Courses and Corrosion Courses For In-House Training, Online and Distance LearningAsyrafNo ratings yet
- Mechanical Seal Products and Services CatalogueDocument64 pagesMechanical Seal Products and Services Cataloguetankerstar100% (2)
- Petroleum Refining Process Control and Real-Time OptimizationDocument11 pagesPetroleum Refining Process Control and Real-Time OptimizationLuís Roberto Cavalcanti da SilvaNo ratings yet
- Exp 1 Physical Refining of Crude Palm Oil - v4 - PDFDocument14 pagesExp 1 Physical Refining of Crude Palm Oil - v4 - PDFNur Afiqah Amni100% (1)
- QC Engr CV PDFDocument5 pagesQC Engr CV PDFMuthazhagan SaravananNo ratings yet
- Pge Sa 000 PD SP 0015 02Document30 pagesPge Sa 000 PD SP 0015 02sajadranjbaranNo ratings yet
- 01 Coalescer Elements CombinedDocument14 pages01 Coalescer Elements Combinedeino6622No ratings yet
- KEVIN Reference ListDocument27 pagesKEVIN Reference ListdonyaNo ratings yet