Download as docx, pdf, or txt
You might also like
- b15 4102 PDFDocument15 pagesb15 4102 PDFMuthu Ganesh100% (1)
- Skripsi Tanpa Bab Pembahasan PDFDocument56 pagesSkripsi Tanpa Bab Pembahasan PDFMajid Al-katiriNo ratings yet
- Komputasi Champignons GaloreDocument2 pagesKomputasi Champignons GaloreChristopher D NaraNo ratings yet
- NCCI: Elastic Critical Moment For Lateral Torsional BucklingDocument13 pagesNCCI: Elastic Critical Moment For Lateral Torsional BucklinghapsinteNo ratings yet
- Materi Training DPFDocument51 pagesMateri Training DPFhenri rialdi100% (1)
- Struktur Total Productive Maintenance (TPM) Zinc Die CastDocument1 pageStruktur Total Productive Maintenance (TPM) Zinc Die CastRT Nafsan100% (1)
- Dokumen - Tips 2014 Pearson Education Inc16 1 Jit Tps and Lean Operations PowerpointDocument34 pagesDokumen - Tips 2014 Pearson Education Inc16 1 Jit Tps and Lean Operations PowerpointstanisNo ratings yet
- Tugas Grup Evaluasi Garmen Dan Aksesoris 2Document9 pagesTugas Grup Evaluasi Garmen Dan Aksesoris 2Arya Zulfikar R50% (2)
- Book 1Document2 pagesBook 1Mukti GunawanNo ratings yet
- PT - Dhanar Mas ConcernDocument1 pagePT - Dhanar Mas ConcernDanx ExodusNo ratings yet
- Perancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDDocument13 pagesPerancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDFikri SiplhoNo ratings yet
- CorduroyDocument6 pagesCorduroyzahroNo ratings yet
- Makalah MGR Promot - Clma Gravity - p2pd TmminDocument27 pagesMakalah MGR Promot - Clma Gravity - p2pd TmminSandi SaputraNo ratings yet
- Astm d1871Document5 pagesAstm d1871Edwin RamirezNo ratings yet
- Metal Detection Procedure in ApparelDocument4 pagesMetal Detection Procedure in ApparelLe Gia PhucNo ratings yet
- Training Manual: Fibre Testing and Control of Raw Material QualityDocument3 pagesTraining Manual: Fibre Testing and Control of Raw Material QualityumamkhairulNo ratings yet
- P-16002 Ciculatiing Water Pump (CWP) REFURBISH/ REPAIR PUMP PARTS SURYSA SAKTI SUKSESDocument95 pagesP-16002 Ciculatiing Water Pump (CWP) REFURBISH/ REPAIR PUMP PARTS SURYSA SAKTI SUKSESSales SssNo ratings yet
- Corrugated Box: Prepared by Sneha A. Chavan Department of Pharmaceutics M Pharm !ST Year II SemesterDocument29 pagesCorrugated Box: Prepared by Sneha A. Chavan Department of Pharmaceutics M Pharm !ST Year II SemesterPreetha PalaniswamyNo ratings yet
- V75 GF - Viton 75 Type GF Material Data SheetDocument1 pageV75 GF - Viton 75 Type GF Material Data Sheetseeralan_1986No ratings yet
- Proses ManufakturDocument5 pagesProses ManufakturAchmad HabibieNo ratings yet
- Form Inspeksi Mesin MillingDocument17 pagesForm Inspeksi Mesin MillingSasa MonicaNo ratings yet
- Contoh Packing List EksporDocument1 pageContoh Packing List EksporAugusta Alda P.No ratings yet
- Template IJoSTDocument8 pagesTemplate IJoSTanatun nisa munamahNo ratings yet
- Thermax FSDocument2 pagesThermax FSOscar Alvitez DominguezNo ratings yet
- Automation in WeavingDocument7 pagesAutomation in Weavingsalsabila fuNo ratings yet
- Tecnical R 802Document16 pagesTecnical R 802Dyah Ayu100% (1)
- MATERI - 7 .Manajemen PengadaanDocument33 pagesMATERI - 7 .Manajemen PengadaanyasrannuddinNo ratings yet
- DensityDocument28 pagesDensityJimmi abdul rahmadNo ratings yet
- 1) CFA Training IntroductionDocument9 pages1) CFA Training IntroductionHazem Nusirat100% (2)
- Resistance To Unsnapping of Snap Fasteners: Standard Test Method ForDocument4 pagesResistance To Unsnapping of Snap Fasteners: Standard Test Method Forajay nigamNo ratings yet
- PPICDocument20 pagesPPICHasan Basri100% (1)
- Production Planning and Inventory Control 2018 Project Assignment Module 1: ForecastingDocument8 pagesProduction Planning and Inventory Control 2018 Project Assignment Module 1: ForecastingriviNo ratings yet
- SOP Penanganan Mesin Dan Utility V2015Document6 pagesSOP Penanganan Mesin Dan Utility V2015Rama Firmansyah PoetraNo ratings yet
- Sop - 20 - 2016 In-Line QCDocument6 pagesSop - 20 - 2016 In-Line QCIma NurochmahNo ratings yet
- #Form Master List Alat Ukur - AllDocument18 pages#Form Master List Alat Ukur - AllAzis AsmawanNo ratings yet
- 111 - Preventive Maintenance TrainingDocument13 pages111 - Preventive Maintenance TrainingSuresh HaldipurNo ratings yet
- Tandem Cold Rolling MillsDocument15 pagesTandem Cold Rolling Millszvonkomihajlovic4891No ratings yet
- Soil Handling Equipment InspectionDocument2 pagesSoil Handling Equipment InspectionAdhy DarmawanNo ratings yet
- COSMOTHENE® F108-5 - The Polyolefin Company (Singapore)Document3 pagesCOSMOTHENE® F108-5 - The Polyolefin Company (Singapore)Eko Sabtian0% (1)
- Jobdesc Quality AssuranceDocument3 pagesJobdesc Quality Assuranceaden duniatexNo ratings yet
- Modul 1 - Autodesk InventorDocument70 pagesModul 1 - Autodesk Inventoriskandarmachining84No ratings yet
- Material Safety Data Sheet: 1. Manufacturer InformationDocument3 pagesMaterial Safety Data Sheet: 1. Manufacturer InformationSANI RIZKINo ratings yet
- Flow Chart Pengolahan Kelapa Sawit Menjadi Crude Palm Oil-DikonversiDocument1 pageFlow Chart Pengolahan Kelapa Sawit Menjadi Crude Palm Oil-DikonversiAndi Ryan RinaldiNo ratings yet
- A9. Qcp-Jalitaka-Pt Yutaka Manufacturing IndonesiaDocument11 pagesA9. Qcp-Jalitaka-Pt Yutaka Manufacturing Indonesialombak3 2017100% (1)
- Tabel BeratDocument22 pagesTabel Beratdot comNo ratings yet
- APAR ThermaticDocument1 pageAPAR ThermaticuinjakartakesmasNo ratings yet
- TD Puas-620-2k WBDocument3 pagesTD Puas-620-2k WBRizki PutriNo ratings yet
- Poly Ester Putty MsdsDocument8 pagesPoly Ester Putty MsdsJISHNU TKNo ratings yet
- Partsbook Juki LBH-1790aDocument5 pagesPartsbook Juki LBH-1790aMaskusyani100% (3)
- Load Cell & Its Application in TextileDocument27 pagesLoad Cell & Its Application in TextileSoumyajit Sarkar100% (1)
- Catalogue Aetos 251115 2Document13 pagesCatalogue Aetos 251115 2Pilek IjoNo ratings yet
- Loom BrandsDocument5 pagesLoom BrandsKA VE100% (1)
- 3D PrintingDocument22 pages3D PrintingWinwin SparklingNo ratings yet
- Controlling Offset Printing ArticleDocument3 pagesControlling Offset Printing ArticlePhat HuynhNo ratings yet
- FLOWCHART MaintenanceDocument1 pageFLOWCHART MaintenancereckyNo ratings yet
- Machinery List For Dashboard Conditions Report WIP 2021 Maret Week 2Document4,262 pagesMachinery List For Dashboard Conditions Report WIP 2021 Maret Week 2slamet supriyadiNo ratings yet
- Mesin Aplikasi Bahan Kimia CairDocument85 pagesMesin Aplikasi Bahan Kimia CairFrnaz195No ratings yet
- Surat LamaranDocument3 pagesSurat LamaranekonextgNo ratings yet
- Penawaran Cs RsiaDocument6 pagesPenawaran Cs RsiaHaniya AlmondraNo ratings yet
- Screw ConveyorDocument1 pageScrew ConveyorBalaji NatarajanNo ratings yet
- Heat Transfer Oil - Total Seriola K 3120 SpecDocument3 pagesHeat Transfer Oil - Total Seriola K 3120 SpecQuang VũNo ratings yet
- Materi Training DFPDocument49 pagesMateri Training DFPRiparazan100% (1)
- Low-Voltage Hydrogen Peroxide Electrolyzer For Highly Efficient - Power-To-Hydrogen ConversionDocument8 pagesLow-Voltage Hydrogen Peroxide Electrolyzer For Highly Efficient - Power-To-Hydrogen ConversionShangli HuangNo ratings yet
- Extraction-160805115400 2Document38 pagesExtraction-160805115400 2RajeshNo ratings yet
- Zhejiang Zhapu Technology Co.,LtdDocument1 pageZhejiang Zhapu Technology Co.,LtdTurbo Snail RNo ratings yet
- Alpacon Degreaser II: All-Around Cleaning AgentDocument2 pagesAlpacon Degreaser II: All-Around Cleaning AgentRND HEAVENCHEMICALNo ratings yet
- SkyCiv Sample DNV 2 7 1 Design Report Example StandaloneDocument10 pagesSkyCiv Sample DNV 2 7 1 Design Report Example StandaloneDak KaizNo ratings yet
- Robertson 2016 - CPT-based Soil Behaviour Type (SBT) Classification System - An UpdateDocument18 pagesRobertson 2016 - CPT-based Soil Behaviour Type (SBT) Classification System - An UpdateTen FreireNo ratings yet
- Steel Design Rules For BracketsDocument70 pagesSteel Design Rules For BracketsJIA MANo ratings yet
- GraniteDocument4 pagesGranitequsaiNo ratings yet
- Table of K ValuesDocument7 pagesTable of K ValuesdasoodaseeNo ratings yet
- Heat Exchanger and Chiller Cleaning in PlaceDocument2 pagesHeat Exchanger and Chiller Cleaning in PlaceChris HaslegoNo ratings yet
- Pilling Resistance PropertiesDocument6 pagesPilling Resistance PropertiesMomtaz Islam SobujNo ratings yet
- Lecture 6 - Coupled-Mode DevicesDocument30 pagesLecture 6 - Coupled-Mode DevicesCazimir BostanNo ratings yet
- 107865-Aalba Dent CatDocument44 pages107865-Aalba Dent CatbuzatugeorgescuNo ratings yet
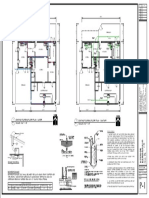
- Existing Plumbing Floor Plan - Water 1 P-1 SCALE: 3/16" 1'-0" Existing Plumbing Floor Plan - Sanitary 2 P-1 SCALE: 3/16" 1'-0"Document1 pageExisting Plumbing Floor Plan - Water 1 P-1 SCALE: 3/16" 1'-0" Existing Plumbing Floor Plan - Sanitary 2 P-1 SCALE: 3/16" 1'-0"Raúl Carbonell HerreraNo ratings yet
- Liver Enzyme Lab Bio g10 2Document2 pagesLiver Enzyme Lab Bio g10 2api-462851756No ratings yet
- 10 04 13Document55 pages10 04 13Edu HernándezNo ratings yet
- Kpa Pump SealDocument6 pagesKpa Pump Sealedwin edarNo ratings yet
- Def Pipeline CatalogDocument43 pagesDef Pipeline CatalogJohn Dave BOSEngineeringNo ratings yet
- Sikadur 42 - PDSDocument2 pagesSikadur 42 - PDSUa AnyanhunNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- UNIT 1 CAPE Chemistry S1Document2 pagesUNIT 1 CAPE Chemistry S1Lorenzini GrantNo ratings yet
- 5Document1 page5Leanna Abdul WahabNo ratings yet
- 4 Great Methods To Make Graphene at Home, Along With Graphene BasicsDocument12 pages4 Great Methods To Make Graphene at Home, Along With Graphene BasicsNaga RajuNo ratings yet
- DSR Beed District 2015 2016Document253 pagesDSR Beed District 2015 2016ramprakashp100% (3)
- Project Location: Zone 7, Brgy. Ibid, Libmanan, Cam. Sur Project Owner: Josefa Belleza Bartolay Project Title: Two-Storey Residential BuildingDocument3 pagesProject Location: Zone 7, Brgy. Ibid, Libmanan, Cam. Sur Project Owner: Josefa Belleza Bartolay Project Title: Two-Storey Residential BuildingJohn Miranda DimaculanganNo ratings yet
- Sodium Iodide MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pagesSodium Iodide MSDS: Section 1: Chemical Product and Company IdentificationDaniel YonathanNo ratings yet
- Centrifugal Monoblock Pumpset: MDH SeriesDocument2 pagesCentrifugal Monoblock Pumpset: MDH Seriesakshay upadhyayNo ratings yet
- Design of InsulatorDocument48 pagesDesign of Insulatorbasudev1978No ratings yet