Download as pdf or txt
You might also like
- BS EN 12524-2000 Hygrothermal PropertiesDocument14 pagesBS EN 12524-2000 Hygrothermal PropertiesTom ShawNo ratings yet
- Research Paper G-10 ST - John (New)Document66 pagesResearch Paper G-10 ST - John (New)Neil Patrick Lajera CruzNo ratings yet
- 580 Hc107r O&mmanengDocument193 pages580 Hc107r O&mmanengMario Garcia67% (6)
- Iso 10619 2 2021Document10 pagesIso 10619 2 2021ThejaswiniNo ratings yet
- Din 1630 PDFDocument3 pagesDin 1630 PDFv53100% (1)
- Cen TR 1749 2014Document50 pagesCen TR 1749 2014mamaubroNo ratings yet
- Carrot and Stick Approach of MotivationDocument4 pagesCarrot and Stick Approach of Motivationsaurabhpandey30No ratings yet
- Banana Yogurt PDFDocument7 pagesBanana Yogurt PDFSunil KrishnappaNo ratings yet
- EN 751-3-1996 - enDocument14 pagesEN 751-3-1996 - enrei rei100% (1)
- BS en 10132-2-2000Document14 pagesBS en 10132-2-2000Martijn GrootNo ratings yet
- BS en 1652-1998 Copper and Copper AlloysÐ Plate, Sheet, Strip and Circles For General PurposesDocument42 pagesBS en 1652-1998 Copper and Copper AlloysÐ Plate, Sheet, Strip and Circles For General PurposesThao NguyenNo ratings yet
- Bs en 1708 2 2000 PDFDocument28 pagesBs en 1708 2 2000 PDFHermantoro PradanaNo ratings yet
- PED 2014-68-EU Guidelines PDFDocument7 pagesPED 2014-68-EU Guidelines PDFJosé Juan Jiménez AlejandroNo ratings yet
- DIN EN 10213 - 2008 - Fundidos em AçoDocument29 pagesDIN EN 10213 - 2008 - Fundidos em AçoLeonardo MartinsNo ratings yet
- DD Env 1591-2-2001Document12 pagesDD Env 1591-2-2001Ahmed AbidNo ratings yet
- BS EN 1503-4 2002 Valves Materials For Bodies BonnetsDocument10 pagesBS EN 1503-4 2002 Valves Materials For Bodies BonnetsолегNo ratings yet
- Frame Bending Flange Design Method For Rectangular FlangesDocument3 pagesFrame Bending Flange Design Method For Rectangular FlangeskumarNo ratings yet
- BS EN 12117-1998 - BS 2782-Part 11 Method 1121G-1998 Plastics Piping Systems-Fittings, Valves and AncillariesDocument10 pagesBS EN 12117-1998 - BS 2782-Part 11 Method 1121G-1998 Plastics Piping Systems-Fittings, Valves and AncillariesUthanmalliah NagarajanNo ratings yet
- British Standard: A Single Copy of This British Standard Is Licensed ToDocument23 pagesBritish Standard: A Single Copy of This British Standard Is Licensed ToGEO MSc Group-2016No ratings yet
- 4 Steel Rod Bar Wire For Cold Heading and Cold Extrusion - Del Conds Q and T SteelsDocument22 pages4 Steel Rod Bar Wire For Cold Heading and Cold Extrusion - Del Conds Q and T SteelsDiana MurzacNo ratings yet
- 0526 16 2004 07 en - enDocument6 pages0526 16 2004 07 en - envtsusr fvNo ratings yet
- Internal Coating of Line Pipe For Non-Corrosive Gas Transmission Service (Amendmentssupplements To API RP 5L2)Document18 pagesInternal Coating of Line Pipe For Non-Corrosive Gas Transmission Service (Amendmentssupplements To API RP 5L2)Anonymous aIuHKoKZjNo ratings yet
- LS 145-10.T01 - 10 Welding of Piping (EN)Document7 pagesLS 145-10.T01 - 10 Welding of Piping (EN)Kreshna Wisnu BrataNo ratings yet
- PD 06604-1997 PDFDocument35 pagesPD 06604-1997 PDFGiorgos SiorentasNo ratings yet
- Is 12818-2010 PDFDocument22 pagesIs 12818-2010 PDFINFOHEPL RCLNo ratings yet
- PD Cen TR 10317-2014Document16 pagesPD Cen TR 10317-2014MaiDuyNo ratings yet
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsDocument13 pagesEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenNo ratings yet
- Astm A213-21Document16 pagesAstm A213-21Hamid ghorbaniNo ratings yet
- BS 6362Document12 pagesBS 6362AarenLiNo ratings yet
- Pressure Equipment - : Part 4: Establishment of Technical Delivery Conditions For Metallic MaterialsDocument48 pagesPressure Equipment - : Part 4: Establishment of Technical Delivery Conditions For Metallic MaterialsAhmed Hussien50% (2)
- ISO - FDIS - 6848-2004-Clasificação Eléctrodos de Tungsténio PDFDocument16 pagesISO - FDIS - 6848-2004-Clasificação Eléctrodos de Tungsténio PDFRicardo FernandesNo ratings yet
- EN ISO 1179-4 (2008) (E) CodifiedDocument5 pagesEN ISO 1179-4 (2008) (E) CodifiedShridhar Mangalore0% (1)
- BS 5656-1Document32 pagesBS 5656-1Atif NaveedNo ratings yet
- Iso 1827 1991Document8 pagesIso 1827 1991Omar Al AboudNo ratings yet
- Iso TS 23818-1-2020Document54 pagesIso TS 23818-1-2020wodonit136No ratings yet
- MIL-STD-193L Painting Procedures and Marking For Vehicles, Construction Equipment, Material Handling Equipment, and Spare PartsDocument47 pagesMIL-STD-193L Painting Procedures and Marking For Vehicles, Construction Equipment, Material Handling Equipment, and Spare PartsCemalNo ratings yet
- 1111 11 1111 I 111 I Iliiil I 11: Din en IsoDocument14 pages1111 11 1111 I 111 I Iliiil I 11: Din en IsoDiego CamargoNo ratings yet
- Australian Standard®Document10 pagesAustralian Standard®Syed Mahmud Habibur Rahman0% (1)
- Cyclic Fatigue in Metal BellowsDocument4 pagesCyclic Fatigue in Metal BellowsNayri AkbugaNo ratings yet
- NF en 1591-2 07-2008 EngDocument51 pagesNF en 1591-2 07-2008 EngdjptrackNo ratings yet
- BS EN 10028 3 2009, Flat ProductsDocument20 pagesBS EN 10028 3 2009, Flat ProductsgopalvivekNo ratings yet
- BS en 10246-2-2000Document16 pagesBS en 10246-2-2000jamNo ratings yet
- Equivalences Certified Welder According ASME EN ISO 14732 - 2013 - GleDocument1 pageEquivalences Certified Welder According ASME EN ISO 14732 - 2013 - Gleer_wenNo ratings yet
- Stuewe 201708 Catalogue Type-HsdDocument25 pagesStuewe 201708 Catalogue Type-HsdJorge A VilalNo ratings yet
- BS en 10052 94 PDFDocument35 pagesBS en 10052 94 PDFAshraf TomizehNo ratings yet
- Stainless Steel Food-Industry Tubes: Seamless & WeldedDocument8 pagesStainless Steel Food-Industry Tubes: Seamless & WeldedspiratubeNo ratings yet
- Fig. 137: Fig. 137S :: Bolts, Nuts, Pins & U-BoltsDocument1 pageFig. 137: Fig. 137S :: Bolts, Nuts, Pins & U-BoltsRobertgomezNo ratings yet
- BS en 00287-6-2010Document26 pagesBS en 00287-6-2010Shan Sandaruwan AbeywardeneNo ratings yet
- Bs 3293Document18 pagesBs 3293nguyenmainam0% (1)
- Astm Asme Din en Steel PipesDocument70 pagesAstm Asme Din en Steel PipesSauvala HarriNo ratings yet
- En 10217-3Document49 pagesEn 10217-3Алексей100% (1)
- Sist en 15085 1 2023Document10 pagesSist en 15085 1 2023aravindap3004No ratings yet
- BS en 1708-3-12Document22 pagesBS en 1708-3-12gaso99No ratings yet
- BS en 1074-3-2000Document12 pagesBS en 1074-3-2000PeraNo ratings yet
- Iso 7 1 1994Document9 pagesIso 7 1 1994Miodrag BujisicNo ratings yet
- Asme B31.3 2020Document4 pagesAsme B31.3 2020Tuugii OtgooNo ratings yet
- Iso 4783-2Document12 pagesIso 4783-2Retract11No ratings yet
- Iso 4200 - 1991Document10 pagesIso 4200 - 1991Morteza ShakerienNo ratings yet
- Iso 9606 4 Qualification Testing of Welders NickelDocument26 pagesIso 9606 4 Qualification Testing of Welders NickelPeterDoner100% (1)
- Alloy CuCr1ZrDocument53 pagesAlloy CuCr1ZrPrashant PuriNo ratings yet
- EN 10213 Material SpecificationsDocument1 pageEN 10213 Material Specifications김창배No ratings yet
- 1.4404 enDocument5 pages1.4404 enyraju88No ratings yet
- En751-1 - 1996Document14 pagesEn751-1 - 1996Giulio PontiggiaNo ratings yet
- Admixtures For Concrete, Mortar and Grout ÐDocument12 pagesAdmixtures For Concrete, Mortar and Grout Ðhz135874No ratings yet
- Pediatric Hospital PresentationDocument61 pagesPediatric Hospital PresentationLindsay Khryss Cendy MadahanNo ratings yet
- From WID To GAD: Conceptual Shifts in The Women and Development DiscourseDocument57 pagesFrom WID To GAD: Conceptual Shifts in The Women and Development DiscourseUnited Nations Research Institute for Social DevelopmentNo ratings yet
- 545 Znshine PDFDocument2 pages545 Znshine PDFDS INSTALAÇÕES ELÉTRICASNo ratings yet
- Prehistoric Era Art - Rock Paintings (Indian Culture Series - NCERT)Document6 pagesPrehistoric Era Art - Rock Paintings (Indian Culture Series - NCERT)Aurinjoy BiswasNo ratings yet
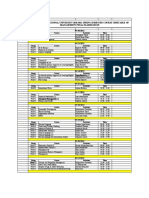
- Ala-Too International University 2020-2021 Spring Semester Course Timetable of Management Final ExaminationDocument8 pagesAla-Too International University 2020-2021 Spring Semester Course Timetable of Management Final ExaminationKunduz IbraevaNo ratings yet
- Practice Test 7Document20 pagesPractice Test 7shyshyshy celenaNo ratings yet
- Effective Oral Communication (Unit 2)Document38 pagesEffective Oral Communication (Unit 2)Rizwan SaifiNo ratings yet
- L216B FEN 80306 1mmDocument2 pagesL216B FEN 80306 1mmThierry CouleauNo ratings yet
- WWW - Drilling.Kr: HYDRAULIC ROCK DRILL HL 710, 710S Drifter PartsDocument5 pagesWWW - Drilling.Kr: HYDRAULIC ROCK DRILL HL 710, 710S Drifter PartsRussell HayesNo ratings yet
- Basics of ProgrammingDocument126 pagesBasics of ProgrammingabinayaNo ratings yet
- Describe Your Best Teacher Colleague in Terms of His/her Physical and Mental AppearancesDocument4 pagesDescribe Your Best Teacher Colleague in Terms of His/her Physical and Mental AppearanceserditaNo ratings yet
- 6 SigmnaDocument15 pages6 SigmnaArjun SinghNo ratings yet
- Parason Molded Fiber Products Solutions Catalog NewDocument33 pagesParason Molded Fiber Products Solutions Catalog Newgauravjuyal1988No ratings yet
- Toyota - Etios SpecificationDocument3 pagesToyota - Etios SpecificationMadan UpadhyayNo ratings yet
- Rome of Augustus Study GuideDocument41 pagesRome of Augustus Study GuideTheo WilsonNo ratings yet
- AN-066B-EN IS31FL3733B vs. IS31FL3733 Rev.ADocument9 pagesAN-066B-EN IS31FL3733B vs. IS31FL3733 Rev.ALászló MondaNo ratings yet
- ManagmentDocument91 pagesManagmentHaile GetachewNo ratings yet
- Module 2-MS2Document8 pagesModule 2-MS2Merliza JusayanNo ratings yet
- CHANGELOG MDDocument8 pagesCHANGELOG MDsansydansyvansyNo ratings yet
- Thermo WaveDocument127 pagesThermo WaveFernando Molina100% (2)
- Philips - 08 March 2019Document2 pagesPhilips - 08 March 2019Seosamh O'LiodainNo ratings yet
- Panduan Google SheetsDocument9 pagesPanduan Google SheetsCikgu Hafezi AbdullahNo ratings yet
- SAT Score Report: Your Total Score Essay ScoresDocument2 pagesSAT Score Report: Your Total Score Essay ScoresMateo LundenNo ratings yet
- Correction Rabattement Part1 Et Part2 ANGLESDocument2 pagesCorrection Rabattement Part1 Et Part2 ANGLESAyman FaroukiNo ratings yet
- Pigment Volume Concentration Part IDocument5 pagesPigment Volume Concentration Part IEmilio HipolaNo ratings yet
- What Is An IP AddressDocument4 pagesWhat Is An IP Addresschandvinay_singhNo ratings yet