Download as pdf or txt
You might also like
- US5951926Document6 pagesUS5951926mohammedaz71657151No ratings yet
- United States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsDocument8 pagesUnited States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsUvxtalNo ratings yet
- Patente CortinaDocument16 pagesPatente CortinarublasterNo ratings yet
- Us 5607638Document7 pagesUs 5607638ramcivmngrNo ratings yet
- US460Document5 pagesUS460bbNo ratings yet
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- US6926223Document5 pagesUS6926223José Roberto LazoNo ratings yet
- Us4046469a 1Document12 pagesUs4046469a 1yma warriorNo ratings yet
- Stereoloithography Patent-3D SystemsDocument16 pagesStereoloithography Patent-3D SystemsRaheel AhmedNo ratings yet
- Us 5864600Document21 pagesUs 5864600Hữu VănNo ratings yet
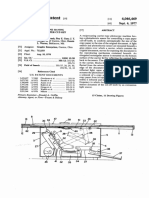
- United States Patent (19) : (45) Sept. 27, 1977Document4 pagesUnited States Patent (19) : (45) Sept. 27, 1977aless2056No ratings yet
- United States Patent 19: Harth, II Et Al. 11 Patent Number: 5,661,241 45 Date of Patent: Aug. 26, 1997Document16 pagesUnited States Patent 19: Harth, II Et Al. 11 Patent Number: 5,661,241 45 Date of Patent: Aug. 26, 1997TYO WIBOWONo ratings yet
- United States Patent (19) : (54) Coating Device For Coating OfaDocument10 pagesUnited States Patent (19) : (54) Coating Device For Coating OfaNiccolast Adnandito SaputraNo ratings yet
- United States PatentDocument8 pagesUnited States PatentGersonNo ratings yet
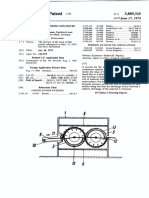
- United States Patent: (45) July 4, 1972Document4 pagesUnited States Patent: (45) July 4, 1972Lidya SimatupangNo ratings yet
- US4103849Document5 pagesUS4103849Zhu LeeNo ratings yet
- United States Patent (19) : Siegmund 11) 4,175,940Document4 pagesUnited States Patent (19) : Siegmund 11) 4,175,940markokocNo ratings yet
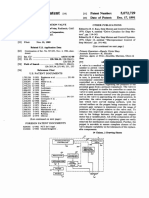
- United States Patent (19) : 11 Patent Number: 5,072,729 45 Date of Patent: Dec. 17, 1991Document11 pagesUnited States Patent (19) : 11 Patent Number: 5,072,729 45 Date of Patent: Dec. 17, 1991Bareethul KaderNo ratings yet
- US3921555Document6 pagesUS3921555Muhammad TalhaNo ratings yet
- Advanced Composite Tow-Steered ShellsDocument20 pagesAdvanced Composite Tow-Steered ShellsmihailmiNo ratings yet
- United States Patent (19) : Reilly Et Al. (45) Apr. 20, 1976Document6 pagesUnited States Patent (19) : Reilly Et Al. (45) Apr. 20, 1976Vaittianathan MahavapillaiNo ratings yet
- United States PatentDocument8 pagesUnited States PatentClaudinei MayerNo ratings yet
- Patente TrituradoraDocument11 pagesPatente TrituradoraDany ChimborazoNo ratings yet
- PCB Helical Resonator and FilterDocument7 pagesPCB Helical Resonator and FilterbaymanNo ratings yet
- US5678477 Sheller PatentDocument14 pagesUS5678477 Sheller PatentNiranjan PuduruNo ratings yet
- US5513743Document6 pagesUS5513743AdailsonNo ratings yet
- US6110313Document12 pagesUS6110313Sayyed Abdul QayyumNo ratings yet
- United States PatentDocument10 pagesUnited States PatentEric UzueliNo ratings yet
- Us 20040155650Document13 pagesUs 20040155650dfgsfgsre rete rtwNo ratings yet
- Patent DocumentDocument11 pagesPatent DocumentSaikat MondalNo ratings yet
- United States Patent (19) : Hansen Et AlDocument5 pagesUnited States Patent (19) : Hansen Et AlFernandoNo ratings yet
- United States Patent: Odell (451 Sept. 26, 1972Document12 pagesUnited States Patent: Odell (451 Sept. 26, 1972Thiago Souza da RosaNo ratings yet
- United States Patent (19) : (45) Date of Patent: Jun. 30, 1998Document8 pagesUnited States Patent (19) : (45) Date of Patent: Jun. 30, 1998mohadeseNo ratings yet
- US5121329Document15 pagesUS5121329AndersonNo ratings yet
- Unlted States Patent (19) (11) Patent Number: 4,533,308: Cloeren (45) Date of Patent: Aug. 6, 1985Document9 pagesUnlted States Patent (19) (11) Patent Number: 4,533,308: Cloeren (45) Date of Patent: Aug. 6, 1985Joe budarNo ratings yet
- Ada 482574Document67 pagesAda 482574hasantapNo ratings yet
- Windproof Umbrella Having An Improved Rib Linkage SystemDocument9 pagesWindproof Umbrella Having An Improved Rib Linkage SystemAyoub El kadaouiNo ratings yet
- Tensile Properties of Glass Fiber Strands, Yarns, and Rovings Used in Reinforced PlasticsDocument6 pagesTensile Properties of Glass Fiber Strands, Yarns, and Rovings Used in Reinforced PlasticsPablo AlcázarNo ratings yet
- United States Patent: Price (45) Date of Patent: Apr. 22, 2008Document11 pagesUnited States Patent: Price (45) Date of Patent: Apr. 22, 2008Aslam KhanNo ratings yet
- United States Patent (10) Patent No.: Us 6,628,382 B2: Robertson (45) Date of Patent: Sep. 30, 2003Document14 pagesUnited States Patent (10) Patent No.: Us 6,628,382 B2: Robertson (45) Date of Patent: Sep. 30, 2003LazScibdNo ratings yet
- Method For Making Schmidt Corrector LensesDocument7 pagesMethod For Making Schmidt Corrector LensesjorgeNo ratings yet
- United States Patent (191: Epperson, JRDocument6 pagesUnited States Patent (191: Epperson, JRAparnaNo ratings yet
- Adjustable Cutting JigDocument10 pagesAdjustable Cutting JigFakrul HakimieNo ratings yet
- United States Patent (19) : E73 Assignee: Softal Elektronik GMBH, HamburgDocument6 pagesUnited States Patent (19) : E73 Assignee: Softal Elektronik GMBH, Hamburgaless2056No ratings yet
- United States Patent (19) : (45) Date of Patent: " Apr. 4, 1989Document10 pagesUnited States Patent (19) : (45) Date of Patent: " Apr. 4, 1989Niki Wijaya SariNo ratings yet
- Static Electricity ArrestorDocument4 pagesStatic Electricity Arrestorramakrishna.goliNo ratings yet
- Us 4785300Document12 pagesUs 4785300MasoudNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- United States Patent (19) : Jul. 5, 1977 (JP Japan .................................. 52-79532Document8 pagesUnited States Patent (19) : Jul. 5, 1977 (JP Japan .................................. 52-79532Andrew StarkNo ratings yet
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Document7 pagesUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348No ratings yet
- United States Patent (191: Reylek Et Al. (45) Date of Patent: Aug. 19, 1986Document8 pagesUnited States Patent (191: Reylek Et Al. (45) Date of Patent: Aug. 19, 1986fikrian kasaljiNo ratings yet
- US5455474Document16 pagesUS5455474naturist_medNo ratings yet
- United States Patent (19) 11 Patent Number: 4,863,538: Deckard 45 Date of Patent: Sep. 5, 1989Document12 pagesUnited States Patent (19) 11 Patent Number: 4,863,538: Deckard 45 Date of Patent: Sep. 5, 1989Yusuf Gürcan ŞahinNo ratings yet
- US3552631Document5 pagesUS3552631Mostafa AlakhliNo ratings yet
- Us6230368 PDFDocument9 pagesUs6230368 PDFSantoshNo ratings yet
- US3889325 Shrinking Non Woven Webs ArticleDocument6 pagesUS3889325 Shrinking Non Woven Webs ArticleValentin Velazquez RodriguezNo ratings yet
- Patente, Cuero RealDocument9 pagesPatente, Cuero RealAngélica SixtosNo ratings yet
- Tgcure BogettiDocument72 pagesTgcure BogettiDani DiosNo ratings yet
- US6379299Document15 pagesUS6379299BattleAppleNo ratings yet
- Next Generation Optical Wireless Communication Systems: A Systems ApproachFrom EverandNext Generation Optical Wireless Communication Systems: A Systems ApproachNo ratings yet
- 9/2A9A O O: Feb. 28, 1967 A. C. Magnus 3,306,835Document13 pages9/2A9A O O: Feb. 28, 1967 A. C. Magnus 3,306,835zgregzNo ratings yet
- United States Patent (19) : Filed: Feb. 14, 1972Document5 pagesUnited States Patent (19) : Filed: Feb. 14, 1972zgregzNo ratings yet
- Acetat: Methacyl AteDocument6 pagesAcetat: Methacyl AtezgregzNo ratings yet
- Ited States Patent: Inventor: Raymond G. Voss, Bartlesville, OklaDocument5 pagesIted States Patent: Inventor: Raymond G. Voss, Bartlesville, OklazgregzNo ratings yet
- 3,328,019 June 27, 1967: Filed Oct. 20, 1965Document3 pages3,328,019 June 27, 1967: Filed Oct. 20, 1965zgregzNo ratings yet
- United States Patent: Gray Et Al. (45) Mar. 7, 1972Document15 pagesUnited States Patent: Gray Et Al. (45) Mar. 7, 1972zgregzNo ratings yet
- Fig 2. A More: March 28, 1961 W. D. Edwards Eta, 2,977,146Document5 pagesFig 2. A More: March 28, 1961 W. D. Edwards Eta, 2,977,146zgregzNo ratings yet
- ??J.Wima: Patented JanDocument3 pages??J.Wima: Patented JanzgregzNo ratings yet
- United States Patent Office - Patented Jan. 19, 1965: Nomic Picture Is Quite Different From That Which Exists inDocument3 pagesUnited States Patent Office - Patented Jan. 19, 1965: Nomic Picture Is Quite Different From That Which Exists inzgregzNo ratings yet
- Buddy SystemDocument7 pagesBuddy SystemJahangir SiddikiNo ratings yet
- The Vivekanand School: Annual Exam Session: 2022-2023Document6 pagesThe Vivekanand School: Annual Exam Session: 2022-2023chaitanya goyalNo ratings yet
- Name of Customer - Name of Project - TE-112045 - WFC - Print - OutDocument1 pageName of Customer - Name of Project - TE-112045 - WFC - Print - OutJavier EspinosaNo ratings yet
- T6963C LCD Device Driver LinuxDocument10 pagesT6963C LCD Device Driver LinuxAnonymous NZrcrgNo ratings yet
- OtooDocument11 pagesOtooStefania DavidNo ratings yet
- Solucionario Ingenieria en Control Moderna OGATADocument240 pagesSolucionario Ingenieria en Control Moderna OGATAanandpj444471% (7)
- Community Forest 1Document20 pagesCommunity Forest 1Ananta ChaliseNo ratings yet
- Current Affairs QuizDocument3 pagesCurrent Affairs QuizJay KothariNo ratings yet
- Experiment No. 2: Aim: A) D Flip-Flop: Synchronous VHDL CodeDocument6 pagesExperiment No. 2: Aim: A) D Flip-Flop: Synchronous VHDL CodeRahul MishraNo ratings yet
- Employee Behaviour in Organization Under Work Moral: Project OnDocument26 pagesEmployee Behaviour in Organization Under Work Moral: Project OnDhanvanth ReddyNo ratings yet
- Crown Amplifiers Catalog PDFDocument68 pagesCrown Amplifiers Catalog PDFArjay DomisiwNo ratings yet
- ENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresDocument6 pagesENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresSanjay KumarNo ratings yet
- Implementation of Restructuring of The NcrpoDocument1 pageImplementation of Restructuring of The Ncrpojames antonioNo ratings yet
- Lab 1Document15 pagesLab 1Vic SeungNo ratings yet
- 3.3.2.3 Lab - Configuring Rapid PVST, PortFast, and BPDU GuardDocument9 pages3.3.2.3 Lab - Configuring Rapid PVST, PortFast, and BPDU Guardsebastian ruiz100% (1)
- Present Etac Dep Psis PDFDocument96 pagesPresent Etac Dep Psis PDFRobiahZakariaNo ratings yet
- Debug Tacacs CiscoDocument5 pagesDebug Tacacs CiscodeztrocxeNo ratings yet
- Effect of Work Environment On Organizational PerformanceDocument14 pagesEffect of Work Environment On Organizational PerformanceDr. Mahesh GopalNo ratings yet
- Lesson-2-Climate IiDocument30 pagesLesson-2-Climate IiErica NatividadNo ratings yet
- Analyzing Factual Report Text "ROSE"Document9 pagesAnalyzing Factual Report Text "ROSE"Muhammad Taufiq GunawanNo ratings yet
- Technical Paper (Al Sharq Tower)Document17 pagesTechnical Paper (Al Sharq Tower)ကိုနေဝင်းNo ratings yet
- National Youth Service CorpsDocument2 pagesNational Youth Service CorpsSeunAjiniranNo ratings yet
- Class 12 CS ProjectDocument27 pagesClass 12 CS ProjectKs100% (3)
- Structural Analysis of Complex Networks 2011Document501 pagesStructural Analysis of Complex Networks 2011kemalihsan_17959No ratings yet
- Infosys: Transition at The Top: Management CaseDocument15 pagesInfosys: Transition at The Top: Management CaseVKNo ratings yet
- Değişim Sınavı 2020Document29 pagesDeğişim Sınavı 2020Mustafa CinNo ratings yet
- SADP User Manual (V2.0)Document10 pagesSADP User Manual (V2.0)tehixazNo ratings yet
- Aerospace Engg.Document75 pagesAerospace Engg.Omkar KadamNo ratings yet
- Niir Mumbai Companies Directory Database XLSX Excel Format 5th EditionDocument2 pagesNiir Mumbai Companies Directory Database XLSX Excel Format 5th Editionphone25hire phone25hireNo ratings yet
- City Gas DistributionDocument22 pagesCity Gas DistributionMohit Pandey100% (1)