Download as doc, pdf, or txt
You might also like
- CASE IH MAXXUM 125 TRACTOR Service Repair Manual PDFDocument120 pagesCASE IH MAXXUM 125 TRACTOR Service Repair Manual PDFjfjksekdmeik57% (7)
- Rotor Degaussing Rev 1Document5 pagesRotor Degaussing Rev 1mariamalloney1730No ratings yet
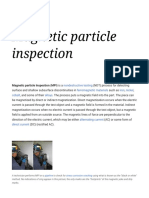
- Magnetic Particle InspectionDocument11 pagesMagnetic Particle InspectionEndhy Wisnu NovindraNo ratings yet
- Magnetic Particle Inspection: Non-Destructive Testing Ferromagnetic Materials Iron Nickel Cobalt AlloysDocument5 pagesMagnetic Particle Inspection: Non-Destructive Testing Ferromagnetic Materials Iron Nickel Cobalt AlloysArfanAliNo ratings yet
- Demagnetization: BSS Non Destructive Testing PVT - LTDDocument18 pagesDemagnetization: BSS Non Destructive Testing PVT - LTDSANU100% (1)
- 16 DemagnetizationDocument14 pages16 DemagnetizationZohair AftabNo ratings yet
- Magnetic Particle InspectionDocument6 pagesMagnetic Particle InspectionRaj Malhotra100% (1)
- Magnetism in MachineryDocument11 pagesMagnetism in MachineryAftabNo ratings yet
- Magnetic Particle InspectionDocument14 pagesMagnetic Particle InspectionJohn Kennedy RosalesNo ratings yet
- Demagnetization of Pipe MagnetizationDocument2 pagesDemagnetization of Pipe MagnetizationthiyagusuperNo ratings yet
- Magnetism in MachineriesDocument3 pagesMagnetism in MachineriesGAGANNo ratings yet
- ME8097 NDT Unit 2 Class 5Document15 pagesME8097 NDT Unit 2 Class 5MICHEL RAJNo ratings yet
- Anonymous Poster: Re: DegaussingDocument22 pagesAnonymous Poster: Re: DegaussingmanivannanNo ratings yet
- ARC BLOW - PDF Version 1Document3 pagesARC BLOW - PDF Version 1saurabh shuklaNo ratings yet
- De MagnetizationDocument5 pagesDe MagnetizationSangameswaran RamarajNo ratings yet
- Demagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsDocument4 pagesDemagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsaadmaadmNo ratings yet
- Arc Blow LogoDocument3 pagesArc Blow Logoأحمد حسنNo ratings yet
- A Practical Guide To Free EnergyDocument235 pagesA Practical Guide To Free EnergyDorucreatoruNo ratings yet
- What Is Arc Blow and How Do You Prevent It?Document2 pagesWhat Is Arc Blow and How Do You Prevent It?amalhaj2013No ratings yet
- Module1 1Document31 pagesModule1 1Arunima SankarNo ratings yet
- Magnetic Acuator ManualDocument7 pagesMagnetic Acuator ManualSUDDHA CHAKRABARTYNo ratings yet
- Sicx1003 Unit 3Document37 pagesSicx1003 Unit 3sharadasandyaraniNo ratings yet
- NDE 152 Final MT Review - STUDENT - SP18Document5 pagesNDE 152 Final MT Review - STUDENT - SP18donciriusNo ratings yet
- EE312L Research WorkDocument20 pagesEE312L Research WorkJohn Carl TiburcioNo ratings yet
- GTAW Tig WeldingDocument10 pagesGTAW Tig WeldingSteve M D'souzaNo ratings yet
- Magnetic Particle TestingDocument32 pagesMagnetic Particle TestingAtheena Paulson100% (1)
- Magnetic Particle NDT MT and MPIDocument3 pagesMagnetic Particle NDT MT and MPIsheikbba100% (1)
- Magnetic Particle TestingDocument73 pagesMagnetic Particle TestingMAXX ENGINEERS0% (1)
- Instruction Manual of EDM MachineDocument18 pagesInstruction Manual of EDM MachineJanak ValakiNo ratings yet
- Controlling Shaft Voltages in Steam TurbinesDocument28 pagesControlling Shaft Voltages in Steam Turbinessatya krishna chagantiNo ratings yet
- Bearing Insulation ResistanceDocument10 pagesBearing Insulation Resistancemurty0077754No ratings yet
- How To Demagnitization in PTDocument8 pagesHow To Demagnitization in PTbcqbaoNo ratings yet
- 3 Magnetizing EquipmentsDocument41 pages3 Magnetizing EquipmentsSANUNo ratings yet
- PMDCDocument18 pagesPMDCSairam SirasapalliNo ratings yet
- Ex No 14 STUDY AND EXPERIMENT ON BENCH TYPE WET HORIZONTAL MAGNETIC PARTICLE MACHINE (MODEL RADENT-B 2000) AND BLACK LIGHTDocument8 pagesEx No 14 STUDY AND EXPERIMENT ON BENCH TYPE WET HORIZONTAL MAGNETIC PARTICLE MACHINE (MODEL RADENT-B 2000) AND BLACK LIGHTJagajith Sathis Chandran NairNo ratings yet
- Wire Edm, Edg, EddgDocument23 pagesWire Edm, Edg, EddgKrishna GopalNo ratings yet
- EE402 SEM Module 1 PMDC&BLDCDocument41 pagesEE402 SEM Module 1 PMDC&BLDCJohn JNo ratings yet
- Moving Pulse GeneratorDocument99 pagesMoving Pulse Generatorabc1000100% (1)
- Permanent Magnet Moving Coil: Principle of WorkingDocument25 pagesPermanent Magnet Moving Coil: Principle of Workinghpss77100% (1)
- Universal Current SensorDocument12 pagesUniversal Current SensorBhargav MushiniNo ratings yet
- Assignment of Electrochemical Grinding MachiningDocument5 pagesAssignment of Electrochemical Grinding MachiningRajesh PuniaNo ratings yet
- GalvanometerDocument6 pagesGalvanometerVIPULNo ratings yet
- Arc-Air Gouging (Air - Carbon Arc Gouging) PDFDocument1 pageArc-Air Gouging (Air - Carbon Arc Gouging) PDFcarlosNo ratings yet
- GalvanometerDocument6 pagesGalvanometermohamed hemdanNo ratings yet
- Magnetic Particle Testing (MT)Document2 pagesMagnetic Particle Testing (MT)Syahmie AzreeNo ratings yet
- Quiz MTDocument19 pagesQuiz MTReinaldo OrejuelaNo ratings yet
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 pagesAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNo ratings yet
- DC Motor: Mod 3 CH 13Document57 pagesDC Motor: Mod 3 CH 13Abhijith Mohanan NNo ratings yet
- Level 3 Diploma in Engineering - Electrical and Electronic Engineering 2850-90Document81 pagesLevel 3 Diploma in Engineering - Electrical and Electronic Engineering 2850-90fredjackmayNo ratings yet
- Chapter 4 - DC MachineDocument82 pagesChapter 4 - DC Machinepsksiva13No ratings yet
- Mca On DC MotorsDocument6 pagesMca On DC MotorsAsaithambi DorairajNo ratings yet
- PM BDC Motor - For MinorDocument13 pagesPM BDC Motor - For MinorVaibhav KhokharNo ratings yet
- Induced Current Magnetization:: Quick BreakDocument1 pageInduced Current Magnetization:: Quick BreakDhaval PanchalNo ratings yet
- Circuit Breaker: For Other Uses, SeeDocument13 pagesCircuit Breaker: For Other Uses, SeekallugNo ratings yet
- DC Motor Hard Copy ReportDocument13 pagesDC Motor Hard Copy ReportShang Divina Ebrada100% (1)
- ABB MCB CatalogDocument16 pagesABB MCB CatalogkarthiknmanuNo ratings yet
- Presentation On DVR, JS Saroya, CS Singh, 03.12.11Document75 pagesPresentation On DVR, JS Saroya, CS Singh, 03.12.11Amit BiswasNo ratings yet
- Asme TutDocument17 pagesAsme TutGaurav GuptaNo ratings yet
- How Does Magnetism in Pipes Stop The Welding ProcessDocument5 pagesHow Does Magnetism in Pipes Stop The Welding ProcessMujahid BalochNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- STEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10From EverandSTEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10No ratings yet
- Notch and SDH ImagesDocument20 pagesNotch and SDH ImagesDhaval PanchalNo ratings yet
- Sy 193Document7 pagesSy 193Dhaval PanchalNo ratings yet
- Metalor Technologies AmericasDocument5 pagesMetalor Technologies AmericasDhaval PanchalNo ratings yet
- Leakage Field: Magnetic Particle TestingDocument1 pageLeakage Field: Magnetic Particle TestingDhaval PanchalNo ratings yet
- Surface Discontinuity:: Leakage FieldDocument1 pageSurface Discontinuity:: Leakage FieldDhaval PanchalNo ratings yet
- Magnetizing Currents:: The Type of Magnetizing Current Has Significant Effect On Inspection ResultDocument1 pageMagnetizing Currents:: The Type of Magnetizing Current Has Significant Effect On Inspection ResultDhaval PanchalNo ratings yet
- Induced Current Magnetization:: Quick BreakDocument1 pageInduced Current Magnetization:: Quick BreakDhaval PanchalNo ratings yet
- FJJ Llroo PDocument294 pagesFJJ Llroo PDhaval PanchalNo ratings yet
- Sunbeam Generator Internship ReportDocument16 pagesSunbeam Generator Internship ReportChibi Raja100% (2)
- Hastelloy X Alloy: High-Temperature AlloysDocument16 pagesHastelloy X Alloy: High-Temperature AlloysNatalia D'Ambrosio MarcozziNo ratings yet
- EX2500-6 Technical Man. TroubleshootingDocument284 pagesEX2500-6 Technical Man. TroubleshootingJardel Fernandes de MoraesNo ratings yet
- MS-II Lab ManualDocument18 pagesMS-II Lab ManualdibyenindusNo ratings yet
- 804-Rectangular Steel TanksDocument24 pages804-Rectangular Steel Tanksjun005100% (4)
- Cot Smaw March 7 2021 Isagani AbrilDocument4 pagesCot Smaw March 7 2021 Isagani Abrilisagani abrilNo ratings yet
- Oil Pipe LinesDocument9 pagesOil Pipe LinesshjahsjanshaNo ratings yet
- TR - Smaw NC IDocument59 pagesTR - Smaw NC Inicelyn baisaNo ratings yet
- Gas Flotation Package (Asbea-A-2703) 32294 Ponticelli - Al Shaheen PWTDocument54 pagesGas Flotation Package (Asbea-A-2703) 32294 Ponticelli - Al Shaheen PWTTĩnh Hồ TrungNo ratings yet
- Nordin Air Filters For TurbinesDocument12 pagesNordin Air Filters For TurbinesJorge Cuadros BlasNo ratings yet
- 022-CEN Steel Tubes and Iron and Steel Fittings - EC ISS TC 110Document2 pages022-CEN Steel Tubes and Iron and Steel Fittings - EC ISS TC 110Mostafa HalawaNo ratings yet
- Catalogo Airtek HendricksonDocument124 pagesCatalogo Airtek HendricksonAlejandro QuiñonezNo ratings yet
- ASME I Part PMB Requirements For Miniature BoilersDocument2 pagesASME I Part PMB Requirements For Miniature BoilersAmanda Ariesta ApriliaNo ratings yet
- Flawtech Catalog PDFDocument34 pagesFlawtech Catalog PDFpokeboy19100% (1)
- GNFC Safety Rules PDFDocument16 pagesGNFC Safety Rules PDFCawaNo ratings yet
- PART 35 Type of Welding Processes (Manual, Semi-Automatic, Machine, Automated, Robotic Welding)Document4 pagesPART 35 Type of Welding Processes (Manual, Semi-Automatic, Machine, Automated, Robotic Welding)ravindra_jivaniNo ratings yet
- SHD 250Document18 pagesSHD 250api-233322200100% (1)
- Welding ProgramDocument10 pagesWelding Programahmad exsanNo ratings yet
- Wear and RepairDocument12 pagesWear and RepairmtonellyNo ratings yet
- WPS & PQR FORMATE AS PER BPVC Sec-IX QW-482Document6 pagesWPS & PQR FORMATE AS PER BPVC Sec-IX QW-482Umesh Sakhareliya100% (1)
- Q1, Module 1, Lesson 2Document10 pagesQ1, Module 1, Lesson 2Jerome A. GomezNo ratings yet
- Petronas Technical Standards: Specifications and Requirements For Pipeline In-Line InspectionDocument30 pagesPetronas Technical Standards: Specifications and Requirements For Pipeline In-Line InspectionAsus AsriNo ratings yet
- Manual of Fireless Construction MethodsDocument25 pagesManual of Fireless Construction MethodsDavid Ernesto Sierra MontielNo ratings yet
- Structural SteelDocument61 pagesStructural SteelRohit 89No ratings yet
- HM400-1L Cebd015301 PDFDocument1,343 pagesHM400-1L Cebd015301 PDFRaka50% (2)
- Figure 1: Groove Weld TerminologyDocument28 pagesFigure 1: Groove Weld TerminologyAmyNo ratings yet
- Robotic Interfase Digipulse ESABDocument28 pagesRobotic Interfase Digipulse ESABJohan ZraghozNo ratings yet
- Ep Lap MCQ CivilDocument4 pagesEp Lap MCQ CivilBhavani MurugesanNo ratings yet
- Audit ChecklistDocument5 pagesAudit Checklistnursyazwani johariNo ratings yet