Download as pdf or txt
You might also like
- Multi-Response Optimization of Machining ParameterDocument9 pagesMulti-Response Optimization of Machining ParameterPranowoNo ratings yet
- 01 Machining Parameters Optimization of AA6061 UsingDocument11 pages01 Machining Parameters Optimization of AA6061 UsingCHINNARASU KNo ratings yet
- RK Bhushan 1Document14 pagesRK Bhushan 1rrathoreNo ratings yet
- Dixit2019 Article ParametricOptimizationOfNdYAGLDocument17 pagesDixit2019 Article ParametricOptimizationOfNdYAGLgurumahesh gNo ratings yet
- Singh 2020Document10 pagesSingh 2020Adithya HegdeNo ratings yet
- Journal Paper 2Document13 pagesJournal Paper 2viswanand2203No ratings yet
- 152 S 851 PDFDocument7 pages152 S 851 PDFDarling RajNo ratings yet
- Multiattribute Decision Making Parametric Optimization ADocument12 pagesMultiattribute Decision Making Parametric Optimization ADr.T.JESUDAS MEC-Prof/MechNo ratings yet
- Effects of Machining Parameters On Tool Life and Its Optimization in Turning Mild Steel With Brazed Carbide Cutting ToolDocument9 pagesEffects of Machining Parameters On Tool Life and Its Optimization in Turning Mild Steel With Brazed Carbide Cutting ToolPrakash RajNo ratings yet
- Multi-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityDocument10 pagesMulti-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityJesvin AbrahamNo ratings yet
- Optimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationDocument5 pagesOptimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationAbdullah Raghib SiddiquiNo ratings yet
- Modul 2 CDocument10 pagesModul 2 CHisokaNo ratings yet
- Parametric Study & Optimization of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Document8 pagesParametric Study & Optimization of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)dindaNo ratings yet
- Mtcomm S 23 01345Document37 pagesMtcomm S 23 01345gurumahesh gNo ratings yet
- Basavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035Document12 pagesBasavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035lakshmi narayanaNo ratings yet
- Science Direct JournalDocument5 pagesScience Direct JournalsivaNo ratings yet
- 1 s2.0 S2214785321047386 MainDocument7 pages1 s2.0 S2214785321047386 MainmechanicalsrivasansNo ratings yet
- 26875303Document9 pages26875303Haresh RaisinghaniNo ratings yet
- Multi-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodDocument8 pagesMulti-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodAnushree VinuNo ratings yet
- Optimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmDocument12 pagesOptimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmKRCE GANESHNo ratings yet
- 1 s2.0 S2307187723002912 MainDocument11 pages1 s2.0 S2307187723002912 MainYUSUFNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Results in EngineeringDocument9 pagesResults in EngineeringEgehan ÜnalNo ratings yet
- Journal 15Document10 pagesJournal 15H NiceNo ratings yet
- Materials Today: Proceedings: C. Joel, T. JeyapoovanDocument5 pagesMaterials Today: Proceedings: C. Joel, T. JeyapoovanPadmanabhan SNo ratings yet
- Gugulothu 2020Document10 pagesGugulothu 2020chupchapNo ratings yet
- Minimization of Surface Roughness and TemperatureDocument18 pagesMinimization of Surface Roughness and TemperatureDr. Mahesh GopalNo ratings yet
- Janak NCITM PDFDocument4 pagesJanak NCITM PDFjanakNo ratings yet
- Optimization of wire-EDM Process of Titanium Alloy-Grade 5 Using Taguchi's Method and Grey Relational AnalysisDocument10 pagesOptimization of wire-EDM Process of Titanium Alloy-Grade 5 Using Taguchi's Method and Grey Relational Analysismustafa sertNo ratings yet
- 105 Ijmperdaug2018105Document14 pages105 Ijmperdaug2018105TJPRC PublicationsNo ratings yet
- AHP-DeNG's Similarity Based Optimization of Forming Parameters On Cupro-Nickel (9010) Alloy During Single Point Incremental ProcessDocument12 pagesAHP-DeNG's Similarity Based Optimization of Forming Parameters On Cupro-Nickel (9010) Alloy During Single Point Incremental ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Measurement: R. Adalarasan, M. Santhanakumar, M. RajmohanDocument11 pagesMeasurement: R. Adalarasan, M. Santhanakumar, M. Rajmohansamuel sanjay royNo ratings yet
- Optimization The Machining Parameters in Turning of Hardened Hot Work Tool Steel Using Cryogenically Treated ToolsDocument15 pagesOptimization The Machining Parameters in Turning of Hardened Hot Work Tool Steel Using Cryogenically Treated ToolsAlex MartinezNo ratings yet
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDocument14 pagesOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavNo ratings yet
- NIR Nanosecond Laser - Coloured PLADocument12 pagesNIR Nanosecond Laser - Coloured PLAadityakashyap.pdm22No ratings yet
- International Journal of Industrial Engineering ComputationsDocument10 pagesInternational Journal of Industrial Engineering Computationsዘረአዳም ዘመንቆረርNo ratings yet
- Optimization of Wood Machining Parameters in CNC Routers: Taguchi Orthogonal Array Based Simulated Angling AlgorithmDocument18 pagesOptimization of Wood Machining Parameters in CNC Routers: Taguchi Orthogonal Array Based Simulated Angling AlgorithmDavid duranNo ratings yet
- Optimization of Process Parameters in Drilling of Glass Fiber Reinforced Epoxy Resin Composites Using Taguchi MethodDocument6 pagesOptimization of Process Parameters in Drilling of Glass Fiber Reinforced Epoxy Resin Composites Using Taguchi MethodInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 2 Experimental Analysisof CNCTurningDocument5 pages2 Experimental Analysisof CNCTurningVũ Mạnh CườngNo ratings yet
- 2ExperimentalAnalysisofCNCTurning PDFDocument5 pages2ExperimentalAnalysisofCNCTurning PDFVũ Mạnh CườngNo ratings yet
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- Ijest NG Vol3 No8 pp102 109Document8 pagesIjest NG Vol3 No8 pp102 109Mohammad Rikzam KamalNo ratings yet
- Materials Today: Proceedings: Yakub Iqbal Mogul, Irfan Nasir, Dr. Peter MylerDocument7 pagesMaterials Today: Proceedings: Yakub Iqbal Mogul, Irfan Nasir, Dr. Peter MylerPunit TrivediNo ratings yet
- Multi-Responses Optimization of Edm Sinkingprocess of Aisi D2 Tool Steel Using Taguchi Grey-Fuzzy MethodDocument7 pagesMulti-Responses Optimization of Edm Sinkingprocess of Aisi D2 Tool Steel Using Taguchi Grey-Fuzzy MethodArief RachmanNo ratings yet
- Selection of Optimal Processing Condition During WEDM of Compocasted AA6061 Cenosphere AMCs Based On Grey Based Hybrid ApproachDocument11 pagesSelection of Optimal Processing Condition During WEDM of Compocasted AA6061 Cenosphere AMCs Based On Grey Based Hybrid ApproachAneesh Kumaar IyyapphanNo ratings yet
- 2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFDocument19 pages2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFFikri SiplhoNo ratings yet
- Multi-Objective Optimization of Turning Process During Machining of Almg1Sicu Using Non-Dominated Sorted Genetic AlgorithmDocument6 pagesMulti-Objective Optimization of Turning Process During Machining of Almg1Sicu Using Non-Dominated Sorted Genetic AlgorithmMihaela VoicanNo ratings yet
- Optimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Genetic AlgorithmDocument4 pagesOptimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- Optimization of Process Parameters For Multi Criterion Decision Making in Abrasive Water Jet Machining of Magnesium-Silicon Based Aluminium AlloysDocument9 pagesOptimization of Process Parameters For Multi Criterion Decision Making in Abrasive Water Jet Machining of Magnesium-Silicon Based Aluminium AlloysPunit TrivediNo ratings yet
- Analysis and Optimization of CNC Turning Process Parameters For Hard (62-64 HRC) AISI M2 To Minimize Surface RoughnessDocument14 pagesAnalysis and Optimization of CNC Turning Process Parameters For Hard (62-64 HRC) AISI M2 To Minimize Surface Roughnesshoangbh86No ratings yet
- Ijiec 2019 6Document20 pagesIjiec 2019 6higabac297No ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- Parametric Study and Multi-Criteria Optimization in Laser Cladding by A High Power Direct Diode LaserDocument20 pagesParametric Study and Multi-Criteria Optimization in Laser Cladding by A High Power Direct Diode LaserUma MaheshNo ratings yet
- 1 s2.0 S1018364717303336 Main PDFDocument8 pages1 s2.0 S1018364717303336 Main PDFMathias BoldtNo ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- Vijay Kumar 2018Document13 pagesVijay Kumar 2018Tarun TiwariNo ratings yet
- Optimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodDocument6 pagesOptimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- 1 s2.0 S1526612521006551 MainDocument10 pages1 s2.0 S1526612521006551 MainIyan MehmoodNo ratings yet
- Manufacturing and Processing of Advanced MaterialsFrom EverandManufacturing and Processing of Advanced MaterialsAmar PatnaikNo ratings yet
- Marketing Management-Ii: Abhishek TiwariDocument10 pagesMarketing Management-Ii: Abhishek TiwariAnkit pattnaikNo ratings yet
- Scope: Name Engineering Standard NumberDocument7 pagesScope: Name Engineering Standard NumberpathinathanNo ratings yet
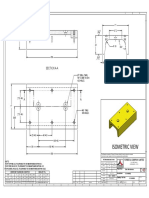
- C ChannelDocument1 pageC ChannelChandru ChristurajNo ratings yet
- Kaizen IntroductionDocument24 pagesKaizen IntroductionSunilNo ratings yet
- Analisis Peluang Bisnis DigitalDocument45 pagesAnalisis Peluang Bisnis DigitalKevinPrilianNo ratings yet
- Unit 2casting Process PPT BMP Unit 2Document61 pagesUnit 2casting Process PPT BMP Unit 2Bhaskar KandpalNo ratings yet
- Pros and Cons of Affiliate MarketingDocument23 pagesPros and Cons of Affiliate MarketingHương LýNo ratings yet
- What Are The Challenges Posed by Global Information Systems and Management Solutions For These Challenges?Document3 pagesWhat Are The Challenges Posed by Global Information Systems and Management Solutions For These Challenges?Dodi PrasetyaNo ratings yet
- SIEM EbookDocument12 pagesSIEM EbookAlan Limebeer100% (1)
- Sales and Distribution ManagementDocument138 pagesSales and Distribution ManagementA70SAMANWAYA .HALDERNo ratings yet
- Sales Promotions: Sales Promotion Spurs Action andDocument32 pagesSales Promotions: Sales Promotion Spurs Action andMehak SinghNo ratings yet
- OSCM ProjectDocument7 pagesOSCM ProjectSibasish AccharyaNo ratings yet
- Blank Size Formula For Sheet Metal Forming - Google SearchDocument2 pagesBlank Size Formula For Sheet Metal Forming - Google SearchJebin AbrahamNo ratings yet
- Arfat Bhatti ResumeDocument1 pageArfat Bhatti Resumeapi-319757944No ratings yet
- Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingsDocument3 pagesRepair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingsJuan Novillo RamosNo ratings yet
- Master Data Requirement GatheringDocument2 pagesMaster Data Requirement GatheringRaazJaNo ratings yet
- Industrial Training: Submitted byDocument67 pagesIndustrial Training: Submitted byHussain PiplodwalaNo ratings yet
- Chap6 MC Questions&AnswersDocument5 pagesChap6 MC Questions&AnswersAshish Gupta100% (1)
- UntitledDocument7 pagesUntitledIan VinoyaNo ratings yet
- Marketing Canadian 10th Edition Crane Solutions ManualDocument114 pagesMarketing Canadian 10th Edition Crane Solutions ManualLobna QassemNo ratings yet
- Latest MarginalDocument82 pagesLatest MarginalNaga ChandraNo ratings yet
- Shriram Udyog: G-103 MIDC Area, Ahmednagar, 414111Document1 pageShriram Udyog: G-103 MIDC Area, Ahmednagar, 414111SelvamNo ratings yet
- MBA - III SemesterDocument44 pagesMBA - III SemesterPrakash VadavadagiNo ratings yet
- Introduction To Digital MarketingDocument4 pagesIntroduction To Digital MarketingSuchitra MahapatraNo ratings yet
- Schematic Process Diagram For The Production of Biochar by Slow Pyrolysis ProcessDocument2 pagesSchematic Process Diagram For The Production of Biochar by Slow Pyrolysis ProcessVince CastilloNo ratings yet
- SAP Abap Developer Resume Samples - Velvet JobsDocument1 pageSAP Abap Developer Resume Samples - Velvet JobsGaurav SinghNo ratings yet
- Company ProfileDocument24 pagesCompany ProfileDivyeshNo ratings yet
- Functional Management - BBA III Year - Dr. ShikhaAgrawal - Unit 3 &4Document55 pagesFunctional Management - BBA III Year - Dr. ShikhaAgrawal - Unit 3 &4shikhavagrawalNo ratings yet
- Construction Planning and Management: Chander Prakash, NIT HamirpurDocument10 pagesConstruction Planning and Management: Chander Prakash, NIT HamirpurHrikshant ThakurNo ratings yet
- Amazon Inventory TechniqueDocument99 pagesAmazon Inventory TechniqueJaya KerupaaNo ratings yet