
Feasibility Report On The Production of Polypropylene: Chemical Engineering
Feasibility Report On The Production of Polypropylene: Chemical Engineering
You might also like
- 9th E-Auction Process Document - Goel Agrigreen Fields Private Limited - 02.04.2024Document52 pages9th E-Auction Process Document - Goel Agrigreen Fields Private Limited - 02.04.2024Vinod RahejaNo ratings yet
- Final Internship ReportDocument29 pagesFinal Internship ReportSaiyad Mahammad husain100% (1)
- Avid Organics VRD Eia1 PDFDocument133 pagesAvid Organics VRD Eia1 PDFmehul10941No ratings yet
- Ratio and Proportion, Averages, Mixtures and AlligationDocument28 pagesRatio and Proportion, Averages, Mixtures and AlligationNeha ThakurNo ratings yet
- Capital Investment Ashok Sahakari Sakhar KarkhanaDocument59 pagesCapital Investment Ashok Sahakari Sakhar Karkhanaakshaykhade9834No ratings yet
- Material Safety Data Sheet (MSDS) Sodium Lauryl Ether Sulfate (SLES)Document11 pagesMaterial Safety Data Sheet (MSDS) Sodium Lauryl Ether Sulfate (SLES)Mohit JagtapNo ratings yet
- GIL ReportDocument133 pagesGIL ReportHarsh PatelNo ratings yet
- GSFC Trainning ReportDocument60 pagesGSFC Trainning Reportjay0% (1)
- Dattaproject DONEDocument25 pagesDattaproject DONEsumit potdarNo ratings yet
- Industrial Profile:: Birth of Textile Industry in IndiaDocument68 pagesIndustrial Profile:: Birth of Textile Industry in IndiaSagar SagiNo ratings yet
- Equipments Specification For Power House: Economic Evaluation & ProfitabilityDocument12 pagesEquipments Specification For Power House: Economic Evaluation & Profitabilitysaur1No ratings yet
- Prashant Final Project-OnGCDocument127 pagesPrashant Final Project-OnGCvpceb22enNo ratings yet
- A Report On An Industrial Visit To Havmore Ice CreamDocument23 pagesA Report On An Industrial Visit To Havmore Ice CreamKeval PatelNo ratings yet
- Project ReportDocument34 pagesProject ReportNithin Sunny100% (1)
- DPR - पोल्ट्री फीड युनिटDocument43 pagesDPR - पोल्ट्री फीड युनिटNirikshan BhandareNo ratings yet
- Chennai IIIDocument18 pagesChennai IIISenthil KumarNo ratings yet
- Final Report (Internship)Document69 pagesFinal Report (Internship)Mark Jet100% (1)
- Textile InternshipDocument55 pagesTextile InternshipANEESHA PANDANo ratings yet
- Chemical Process TechnologyDocument9 pagesChemical Process TechnologyRITZCOOL FOR YOUNo ratings yet
- Enquiry For 30 KLPD Ethanol Plant From B Heavy (Mahendra Engg)Document1 pageEnquiry For 30 KLPD Ethanol Plant From B Heavy (Mahendra Engg)m.v.associates puneNo ratings yet
- Indian Oil Gujarat Training ReportDocument74 pagesIndian Oil Gujarat Training Reportashwani51467% (3)
- Final Project Anitha 121908Document60 pagesFinal Project Anitha 121908namitha s raj100% (1)
- List of Tyre Pyrolysis Oil Companies in IndiaDocument2 pagesList of Tyre Pyrolysis Oil Companies in IndiaHaneesh ReddyNo ratings yet
- Brief Industrial Profile of Udaipur District: MSME - Development InstituteDocument25 pagesBrief Industrial Profile of Udaipur District: MSME - Development InstituteCarnival CooperationNo ratings yet
- Industrial Training - Report - Format MU (1) (1) FINAL REPORTDocument36 pagesIndustrial Training - Report - Format MU (1) (1) FINAL REPORTniraj kumarNo ratings yet
- Imports/Exports Procedures - Uganda Import Procedure: Required DocumentsDocument3 pagesImports/Exports Procedures - Uganda Import Procedure: Required DocumentsIvan TumazeNo ratings yet
- PCPIR - Rejuvenation - Study - Report 2019 PDFDocument132 pagesPCPIR - Rejuvenation - Study - Report 2019 PDFSatish TalrejaNo ratings yet
- Phosphoric Acid Phosphatic Fertilizers - Ip - 07 1993Document47 pagesPhosphoric Acid Phosphatic Fertilizers - Ip - 07 1993Miguel GallardoNo ratings yet
- A Summer Training Report On High Density PolyethyleneDocument20 pagesA Summer Training Report On High Density Polyethylenesupriya guptaNo ratings yet
- Project Report For UNOKEM - Unokem Resins Pvt. Ltd.Document31 pagesProject Report For UNOKEM - Unokem Resins Pvt. Ltd.Rahul PancholiNo ratings yet
- Final ReportDocument40 pagesFinal ReportAmol RastogiNo ratings yet
- STRIDES SHASUN COMPANY PROFILE - DivyaDocument42 pagesSTRIDES SHASUN COMPANY PROFILE - DivyaGayathri VengadessinNo ratings yet
- Logistics & Supply Chain Management Interim Project ReportDocument29 pagesLogistics & Supply Chain Management Interim Project ReportSuduNo ratings yet
- Provident Fund Control Sys (Bilt)Document53 pagesProvident Fund Control Sys (Bilt)zinu786No ratings yet
- TRANSPORT PHENOMENA - Unit 4 - NotesDocument47 pagesTRANSPORT PHENOMENA - Unit 4 - NotesRathi ManiNo ratings yet
- India Packaging Industry 2010Document6 pagesIndia Packaging Industry 2010anshul510No ratings yet
- Cadmach Machinery CoDocument53 pagesCadmach Machinery CoGaurav Chaurasiya100% (2)
- Internship Report - AmirDocument46 pagesInternship Report - AmirJhanZaibNo ratings yet
- BPCL Market DisciplaneDocument70 pagesBPCL Market DisciplanerajatNo ratings yet
- Heritage Foods Limited: Summer Internship ReportDocument1 pageHeritage Foods Limited: Summer Internship ReportChavan AnithaNo ratings yet
- End Semester Project Report: Engineering ManagementDocument19 pagesEnd Semester Project Report: Engineering ManagementFarhan Butt0% (1)
- India Industrial Automation Market - Growth, Trends, COVID-19 Impact, and Forecasts (2022 - 2027)Document420 pagesIndia Industrial Automation Market - Growth, Trends, COVID-19 Impact, and Forecasts (2022 - 2027)Pooja YadavNo ratings yet
- Connecting The Chemical Industry Together !: A Monthly Magazine Devoted ToDocument78 pagesConnecting The Chemical Industry Together !: A Monthly Magazine Devoted ToPatodia ChemicalsNo ratings yet
- Final in Plant Training Report Thesis PDFDocument58 pagesFinal in Plant Training Report Thesis PDFPratik GawaiNo ratings yet
- Mankind Pharma Products List PDFDocument12 pagesMankind Pharma Products List PDFDhananjay Kumar Singh100% (1)
- LwB3AHIAaQB0AGUAcgBlAGEAZABkAGEAdABhAC8AUABvAHIAdABhAGwALwBOAGUAdwBzAC8A431 1 List IDocument9 pagesLwB3AHIAaQB0AGUAcgBlAGEAZABkAGEAdABhAC8AUABvAHIAdABhAGwALwBOAGUAdwBzAC8A431 1 List ISwayam AggarwalNo ratings yet
- Unilever Palm Oil Facilities List 2021Document4 pagesUnilever Palm Oil Facilities List 2021ferdial2005No ratings yet
- Note On Grain Distillery - 8623577901716260468Document11 pagesNote On Grain Distillery - 8623577901716260468Sourabh DubeyNo ratings yet
- Atul LTD ReportDocument66 pagesAtul LTD ReportShaktisinh Jadeja100% (1)
- UICET - Placement BrochureDocument20 pagesUICET - Placement BrochureRitam GhoshNo ratings yet
- India Glycols Limited: An Industrial Training Report ofDocument48 pagesIndia Glycols Limited: An Industrial Training Report ofVishwaraj0% (1)
- 3.0 Cutter Suction Dredger BookDocument79 pages3.0 Cutter Suction Dredger BookSumsil ArafinNo ratings yet
- ChemicalOperationsDirectory PDFDocument15 pagesChemicalOperationsDirectory PDFtelhastiziNo ratings yet
- Internship Report Fauji Fertilizer Bin Qasim Limited: Supervisor: Dr. Ali Raza Duration: 8 July - 16 AugustDocument40 pagesInternship Report Fauji Fertilizer Bin Qasim Limited: Supervisor: Dr. Ali Raza Duration: 8 July - 16 AugustIqraNo ratings yet
- Summer Internship Report BIRLA CELLULOSEDocument89 pagesSummer Internship Report BIRLA CELLULOSEMohammad Faraz0% (1)
- UPL ReportDocument32 pagesUPL ReportANIL PALNo ratings yet
- FirstDocument6 pagesFirstreddyNo ratings yet
- Synthesis of Fuel From Waste PlasticDocument63 pagesSynthesis of Fuel From Waste Plasticamirah1999No ratings yet
- Synthesis of Fuel From Waste PlasticDocument63 pagesSynthesis of Fuel From Waste PlasticSaikiran PatnaikNo ratings yet
- Major Project (Rishi Chauhan)Document59 pagesMajor Project (Rishi Chauhan)dipesh joonNo ratings yet
- PIKOTEK VCXT Data Sheet High TempratureDocument2 pagesPIKOTEK VCXT Data Sheet High Tempraturelalalili85100% (1)
- Steam Turbines.: The Energy Conversion ProcessDocument9 pagesSteam Turbines.: The Energy Conversion ProcessJaviStg1100% (1)
- ATV320 Installation Manual en NVE41289 05Document134 pagesATV320 Installation Manual en NVE41289 05Sidnei PereiraNo ratings yet
- Sdkandruntimeguide - Aix.70 7.0Document602 pagesSdkandruntimeguide - Aix.70 7.0Carlos SantiagosNo ratings yet
- BD646, BD648, BD650, BD652Document7 pagesBD646, BD648, BD650, BD652Alfredo Valencia RodriguezNo ratings yet
- 德耐尔电子样本(最终版)Document24 pages德耐尔电子样本(最终版)DENAIR AIR COMPRESSORNo ratings yet
- Science 6 Q1 Week8 Day 1.pptx (Repaired)Document37 pagesScience 6 Q1 Week8 Day 1.pptx (Repaired)Dianne DiazNo ratings yet
- 2010 APhO Experimental Question 2 - SolutionDocument12 pages2010 APhO Experimental Question 2 - SolutionSiddharth AcharyaNo ratings yet
- 52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0Document3 pages52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0sudjonoNo ratings yet
- SmartBus Collection 2013Document2 pagesSmartBus Collection 2013Smart-G4No ratings yet
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- Exit SignDocument3 pagesExit SignAzarudeen AzarudeenNo ratings yet
- Valve Engineering - Shell TAT - TAMAP DiscussionDocument3 pagesValve Engineering - Shell TAT - TAMAP Discussiontilakthakar10% (1)
- PI - Valvoline Axle Oil 75W 90 LS - 257 02 PDFDocument2 pagesPI - Valvoline Axle Oil 75W 90 LS - 257 02 PDFAlicia Rodriguez de AmadoNo ratings yet
- CW18 PDFDocument2 pagesCW18 PDFjbsb2No ratings yet
- FDocument10 pagesFSans lucas HoyamaNo ratings yet
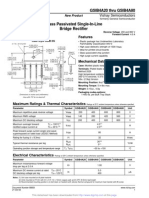
- Gsib4a60 PDFDocument2 pagesGsib4a60 PDFanon_395768043No ratings yet
- Is-3582 Basket Strainers For Fire FightingDocument10 pagesIs-3582 Basket Strainers For Fire FightingCharls JamesNo ratings yet
- P 14Document1 pageP 14Francis V. McCannNo ratings yet
- Titanium DRILLINGDocument50 pagesTitanium DRILLINGDome StoiNo ratings yet
- Courses ContentDocument22 pagesCourses ContentMwanamarundiNo ratings yet
- 12 Pavement ManagementDocument20 pages12 Pavement ManagementFranklinNo ratings yet
- SimulationDocument2 pagesSimulationAbhiraj RoyNo ratings yet
- ANT-ASI4518R10-1966 Datasheet PDFDocument2 pagesANT-ASI4518R10-1966 Datasheet PDFCarlos AlvarezNo ratings yet
- 6255 PDFDocument24 pages6255 PDFMuhammad AfridhoNo ratings yet
- 2019 Mercury LetterDocument2 pages2019 Mercury LetterIllawarra MercuryNo ratings yet
- Vmware Player 2.5: Getting Started GuideDocument18 pagesVmware Player 2.5: Getting Started Guideusama1571No ratings yet
- TLP251 Datasheet en 20170821Document7 pagesTLP251 Datasheet en 20170821Lavissia GreenNo ratings yet
- Fan - KDKDocument2 pagesFan - KDKmitra perkasa multigunaNo ratings yet






















































































Download as pdf or txt
You might also like
- 9th E-Auction Process Document - Goel Agrigreen Fields Private Limited - 02.04.2024Document52 pages9th E-Auction Process Document - Goel Agrigreen Fields Private Limited - 02.04.2024Vinod RahejaNo ratings yet
- Final Internship ReportDocument29 pagesFinal Internship ReportSaiyad Mahammad husain100% (1)
- Avid Organics VRD Eia1 PDFDocument133 pagesAvid Organics VRD Eia1 PDFmehul10941No ratings yet
- Ratio and Proportion, Averages, Mixtures and AlligationDocument28 pagesRatio and Proportion, Averages, Mixtures and AlligationNeha ThakurNo ratings yet
- Capital Investment Ashok Sahakari Sakhar KarkhanaDocument59 pagesCapital Investment Ashok Sahakari Sakhar Karkhanaakshaykhade9834No ratings yet
- Material Safety Data Sheet (MSDS) Sodium Lauryl Ether Sulfate (SLES)Document11 pagesMaterial Safety Data Sheet (MSDS) Sodium Lauryl Ether Sulfate (SLES)Mohit JagtapNo ratings yet
- GIL ReportDocument133 pagesGIL ReportHarsh PatelNo ratings yet
- GSFC Trainning ReportDocument60 pagesGSFC Trainning Reportjay0% (1)
- Dattaproject DONEDocument25 pagesDattaproject DONEsumit potdarNo ratings yet
- Industrial Profile:: Birth of Textile Industry in IndiaDocument68 pagesIndustrial Profile:: Birth of Textile Industry in IndiaSagar SagiNo ratings yet
- Equipments Specification For Power House: Economic Evaluation & ProfitabilityDocument12 pagesEquipments Specification For Power House: Economic Evaluation & Profitabilitysaur1No ratings yet
- Prashant Final Project-OnGCDocument127 pagesPrashant Final Project-OnGCvpceb22enNo ratings yet
- A Report On An Industrial Visit To Havmore Ice CreamDocument23 pagesA Report On An Industrial Visit To Havmore Ice CreamKeval PatelNo ratings yet
- Project ReportDocument34 pagesProject ReportNithin Sunny100% (1)
- DPR - पोल्ट्री फीड युनिटDocument43 pagesDPR - पोल्ट्री फीड युनिटNirikshan BhandareNo ratings yet
- Chennai IIIDocument18 pagesChennai IIISenthil KumarNo ratings yet
- Final Report (Internship)Document69 pagesFinal Report (Internship)Mark Jet100% (1)
- Textile InternshipDocument55 pagesTextile InternshipANEESHA PANDANo ratings yet
- Chemical Process TechnologyDocument9 pagesChemical Process TechnologyRITZCOOL FOR YOUNo ratings yet
- Enquiry For 30 KLPD Ethanol Plant From B Heavy (Mahendra Engg)Document1 pageEnquiry For 30 KLPD Ethanol Plant From B Heavy (Mahendra Engg)m.v.associates puneNo ratings yet
- Indian Oil Gujarat Training ReportDocument74 pagesIndian Oil Gujarat Training Reportashwani51467% (3)
- Final Project Anitha 121908Document60 pagesFinal Project Anitha 121908namitha s raj100% (1)
- List of Tyre Pyrolysis Oil Companies in IndiaDocument2 pagesList of Tyre Pyrolysis Oil Companies in IndiaHaneesh ReddyNo ratings yet
- Brief Industrial Profile of Udaipur District: MSME - Development InstituteDocument25 pagesBrief Industrial Profile of Udaipur District: MSME - Development InstituteCarnival CooperationNo ratings yet
- Industrial Training - Report - Format MU (1) (1) FINAL REPORTDocument36 pagesIndustrial Training - Report - Format MU (1) (1) FINAL REPORTniraj kumarNo ratings yet
- Imports/Exports Procedures - Uganda Import Procedure: Required DocumentsDocument3 pagesImports/Exports Procedures - Uganda Import Procedure: Required DocumentsIvan TumazeNo ratings yet
- PCPIR - Rejuvenation - Study - Report 2019 PDFDocument132 pagesPCPIR - Rejuvenation - Study - Report 2019 PDFSatish TalrejaNo ratings yet
- Phosphoric Acid Phosphatic Fertilizers - Ip - 07 1993Document47 pagesPhosphoric Acid Phosphatic Fertilizers - Ip - 07 1993Miguel GallardoNo ratings yet
- A Summer Training Report On High Density PolyethyleneDocument20 pagesA Summer Training Report On High Density Polyethylenesupriya guptaNo ratings yet
- Project Report For UNOKEM - Unokem Resins Pvt. Ltd.Document31 pagesProject Report For UNOKEM - Unokem Resins Pvt. Ltd.Rahul PancholiNo ratings yet
- Final ReportDocument40 pagesFinal ReportAmol RastogiNo ratings yet
- STRIDES SHASUN COMPANY PROFILE - DivyaDocument42 pagesSTRIDES SHASUN COMPANY PROFILE - DivyaGayathri VengadessinNo ratings yet
- Logistics & Supply Chain Management Interim Project ReportDocument29 pagesLogistics & Supply Chain Management Interim Project ReportSuduNo ratings yet
- Provident Fund Control Sys (Bilt)Document53 pagesProvident Fund Control Sys (Bilt)zinu786No ratings yet
- TRANSPORT PHENOMENA - Unit 4 - NotesDocument47 pagesTRANSPORT PHENOMENA - Unit 4 - NotesRathi ManiNo ratings yet
- India Packaging Industry 2010Document6 pagesIndia Packaging Industry 2010anshul510No ratings yet
- Cadmach Machinery CoDocument53 pagesCadmach Machinery CoGaurav Chaurasiya100% (2)
- Internship Report - AmirDocument46 pagesInternship Report - AmirJhanZaibNo ratings yet
- BPCL Market DisciplaneDocument70 pagesBPCL Market DisciplanerajatNo ratings yet
- Heritage Foods Limited: Summer Internship ReportDocument1 pageHeritage Foods Limited: Summer Internship ReportChavan AnithaNo ratings yet
- End Semester Project Report: Engineering ManagementDocument19 pagesEnd Semester Project Report: Engineering ManagementFarhan Butt0% (1)
- India Industrial Automation Market - Growth, Trends, COVID-19 Impact, and Forecasts (2022 - 2027)Document420 pagesIndia Industrial Automation Market - Growth, Trends, COVID-19 Impact, and Forecasts (2022 - 2027)Pooja YadavNo ratings yet
- Connecting The Chemical Industry Together !: A Monthly Magazine Devoted ToDocument78 pagesConnecting The Chemical Industry Together !: A Monthly Magazine Devoted ToPatodia ChemicalsNo ratings yet
- Final in Plant Training Report Thesis PDFDocument58 pagesFinal in Plant Training Report Thesis PDFPratik GawaiNo ratings yet
- Mankind Pharma Products List PDFDocument12 pagesMankind Pharma Products List PDFDhananjay Kumar Singh100% (1)
- LwB3AHIAaQB0AGUAcgBlAGEAZABkAGEAdABhAC8AUABvAHIAdABhAGwALwBOAGUAdwBzAC8A431 1 List IDocument9 pagesLwB3AHIAaQB0AGUAcgBlAGEAZABkAGEAdABhAC8AUABvAHIAdABhAGwALwBOAGUAdwBzAC8A431 1 List ISwayam AggarwalNo ratings yet
- Unilever Palm Oil Facilities List 2021Document4 pagesUnilever Palm Oil Facilities List 2021ferdial2005No ratings yet
- Note On Grain Distillery - 8623577901716260468Document11 pagesNote On Grain Distillery - 8623577901716260468Sourabh DubeyNo ratings yet
- Atul LTD ReportDocument66 pagesAtul LTD ReportShaktisinh Jadeja100% (1)
- UICET - Placement BrochureDocument20 pagesUICET - Placement BrochureRitam GhoshNo ratings yet
- India Glycols Limited: An Industrial Training Report ofDocument48 pagesIndia Glycols Limited: An Industrial Training Report ofVishwaraj0% (1)
- 3.0 Cutter Suction Dredger BookDocument79 pages3.0 Cutter Suction Dredger BookSumsil ArafinNo ratings yet
- ChemicalOperationsDirectory PDFDocument15 pagesChemicalOperationsDirectory PDFtelhastiziNo ratings yet
- Internship Report Fauji Fertilizer Bin Qasim Limited: Supervisor: Dr. Ali Raza Duration: 8 July - 16 AugustDocument40 pagesInternship Report Fauji Fertilizer Bin Qasim Limited: Supervisor: Dr. Ali Raza Duration: 8 July - 16 AugustIqraNo ratings yet
- Summer Internship Report BIRLA CELLULOSEDocument89 pagesSummer Internship Report BIRLA CELLULOSEMohammad Faraz0% (1)
- UPL ReportDocument32 pagesUPL ReportANIL PALNo ratings yet
- FirstDocument6 pagesFirstreddyNo ratings yet
- Synthesis of Fuel From Waste PlasticDocument63 pagesSynthesis of Fuel From Waste Plasticamirah1999No ratings yet
- Synthesis of Fuel From Waste PlasticDocument63 pagesSynthesis of Fuel From Waste PlasticSaikiran PatnaikNo ratings yet
- Major Project (Rishi Chauhan)Document59 pagesMajor Project (Rishi Chauhan)dipesh joonNo ratings yet
- PIKOTEK VCXT Data Sheet High TempratureDocument2 pagesPIKOTEK VCXT Data Sheet High Tempraturelalalili85100% (1)
- Steam Turbines.: The Energy Conversion ProcessDocument9 pagesSteam Turbines.: The Energy Conversion ProcessJaviStg1100% (1)
- ATV320 Installation Manual en NVE41289 05Document134 pagesATV320 Installation Manual en NVE41289 05Sidnei PereiraNo ratings yet
- Sdkandruntimeguide - Aix.70 7.0Document602 pagesSdkandruntimeguide - Aix.70 7.0Carlos SantiagosNo ratings yet
- BD646, BD648, BD650, BD652Document7 pagesBD646, BD648, BD650, BD652Alfredo Valencia RodriguezNo ratings yet
- 德耐尔电子样本(最终版)Document24 pages德耐尔电子样本(最终版)DENAIR AIR COMPRESSORNo ratings yet
- Science 6 Q1 Week8 Day 1.pptx (Repaired)Document37 pagesScience 6 Q1 Week8 Day 1.pptx (Repaired)Dianne DiazNo ratings yet
- 2010 APhO Experimental Question 2 - SolutionDocument12 pages2010 APhO Experimental Question 2 - SolutionSiddharth AcharyaNo ratings yet
- 52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0Document3 pages52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0sudjonoNo ratings yet
- SmartBus Collection 2013Document2 pagesSmartBus Collection 2013Smart-G4No ratings yet
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- Exit SignDocument3 pagesExit SignAzarudeen AzarudeenNo ratings yet
- Valve Engineering - Shell TAT - TAMAP DiscussionDocument3 pagesValve Engineering - Shell TAT - TAMAP Discussiontilakthakar10% (1)
- PI - Valvoline Axle Oil 75W 90 LS - 257 02 PDFDocument2 pagesPI - Valvoline Axle Oil 75W 90 LS - 257 02 PDFAlicia Rodriguez de AmadoNo ratings yet
- CW18 PDFDocument2 pagesCW18 PDFjbsb2No ratings yet
- FDocument10 pagesFSans lucas HoyamaNo ratings yet
- Gsib4a60 PDFDocument2 pagesGsib4a60 PDFanon_395768043No ratings yet
- Is-3582 Basket Strainers For Fire FightingDocument10 pagesIs-3582 Basket Strainers For Fire FightingCharls JamesNo ratings yet
- P 14Document1 pageP 14Francis V. McCannNo ratings yet
- Titanium DRILLINGDocument50 pagesTitanium DRILLINGDome StoiNo ratings yet
- Courses ContentDocument22 pagesCourses ContentMwanamarundiNo ratings yet
- 12 Pavement ManagementDocument20 pages12 Pavement ManagementFranklinNo ratings yet
- SimulationDocument2 pagesSimulationAbhiraj RoyNo ratings yet
- ANT-ASI4518R10-1966 Datasheet PDFDocument2 pagesANT-ASI4518R10-1966 Datasheet PDFCarlos AlvarezNo ratings yet
- 6255 PDFDocument24 pages6255 PDFMuhammad AfridhoNo ratings yet
- 2019 Mercury LetterDocument2 pages2019 Mercury LetterIllawarra MercuryNo ratings yet
- Vmware Player 2.5: Getting Started GuideDocument18 pagesVmware Player 2.5: Getting Started Guideusama1571No ratings yet
- TLP251 Datasheet en 20170821Document7 pagesTLP251 Datasheet en 20170821Lavissia GreenNo ratings yet
- Fan - KDKDocument2 pagesFan - KDKmitra perkasa multigunaNo ratings yet