Download as pdf or txt
You might also like
- Procurement Plan Template in ExcelDocument22 pagesProcurement Plan Template in ExcelOumeyma HamlauiNo ratings yet
- Total Project Cost Analysis Excel TemplateDocument16 pagesTotal Project Cost Analysis Excel TemplateOumeyma HamlauiNo ratings yet
- Procurement Performance Indicators DashboardDocument18 pagesProcurement Performance Indicators DashboardOumeyma HamlauiNo ratings yet
- DEE EHU-17-1-2 Chemical Management Procedure PDFDocument9 pagesDEE EHU-17-1-2 Chemical Management Procedure PDFFerijanto WahjudiNo ratings yet
- How Surface Roughness of Mold CavityDocument8 pagesHow Surface Roughness of Mold CavityMarcos ROSSINo ratings yet
- Fabrication and Application of StainlessDocument6 pagesFabrication and Application of StainlessJarek PlaszczycaNo ratings yet
- Improved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsDocument11 pagesImproved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsARSALAN AHMADNo ratings yet
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocument3 pagesA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNo ratings yet
- Investigation of The Influence of Coating and The Tapered Entry in The Internal Forming Tapping ProcessDocument13 pagesInvestigation of The Influence of Coating and The Tapered Entry in The Internal Forming Tapping ProcessLincoln BrandãoNo ratings yet
- Simulation of Die Casting Process in An Industrial Helical Gearbox Flange DieDocument6 pagesSimulation of Die Casting Process in An Industrial Helical Gearbox Flange DieBashir AsadNo ratings yet
- Finite Element Analysis and Design OptimDocument6 pagesFinite Element Analysis and Design OptimMuhammad HammadNo ratings yet
- The Effect of Process Characteristics On Metal Fill and Defect Formation in Aluminum Lost Foam CastingsDocument14 pagesThe Effect of Process Characteristics On Metal Fill and Defect Formation in Aluminum Lost Foam CastingsayviwurbayviwurbNo ratings yet
- Manufacturing Technology-1Document23 pagesManufacturing Technology-1Pratham DakoriaNo ratings yet
- Design of Porthole DiesDocument14 pagesDesign of Porthole DiesKhaledNo ratings yet
- Gu2005 PDFDocument5 pagesGu2005 PDFamd mhmNo ratings yet
- Spin Casting Characterization Design For Runner DesignDocument9 pagesSpin Casting Characterization Design For Runner DesignuzairmetallurgistNo ratings yet
- Manufacturing Processes Lab MANUAL (20A03301P) : Vemu Institute of TechnologyDocument54 pagesManufacturing Processes Lab MANUAL (20A03301P) : Vemu Institute of TechnologyShemelsNo ratings yet
- Kuo2021 Article CharacterizationsOfPolymerInjeDocument18 pagesKuo2021 Article CharacterizationsOfPolymerInjeAsad UllahNo ratings yet
- Pneumatic Circit For Cylinder IiDocument12 pagesPneumatic Circit For Cylinder IiAjay NishadNo ratings yet
- A de Grave, T. Eriksson, H.N. Hansen: Demouldability of Microstructures in Polymer MouldingDocument4 pagesA de Grave, T. Eriksson, H.N. Hansen: Demouldability of Microstructures in Polymer MouldingYas DelgaditoNo ratings yet
- Improved Gate System For Scrap Reduction in Injection - 2015 - Procedia ManufacDocument5 pagesImproved Gate System For Scrap Reduction in Injection - 2015 - Procedia ManufacJagdish KhaireNo ratings yet
- Project Final Year On The Injection Plastic ModuleDocument41 pagesProject Final Year On The Injection Plastic ModuleSajid Zeya100% (1)
- Analysis of Potentiometric Methods Used For CrackDocument4 pagesAnalysis of Potentiometric Methods Used For CrackRaistlin1No ratings yet
- 1150Document4 pages1150russokiss77No ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- Die Casting Mold Design For Aluminum Alloy Shell oDocument4 pagesDie Casting Mold Design For Aluminum Alloy Shell ometmlzmuhNo ratings yet
- Group 1Document32 pagesGroup 1GemedaNo ratings yet
- Deep - Drawing - Mechanism - Parameters - Defects - and - Rece (1) - DikonversiDocument11 pagesDeep - Drawing - Mechanism - Parameters - Defects - and - Rece (1) - DikonversiEko Andrianto100% (1)
- Casting SimulationDocument12 pagesCasting SimulationIshwar GuptaNo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- Project Injection Moulding MachineDocument36 pagesProject Injection Moulding MachineSajid ZeyaNo ratings yet
- Usman Liaqat (17MME-S1-313) Shot PeeningDocument6 pagesUsman Liaqat (17MME-S1-313) Shot PeeningUsman GujjarNo ratings yet
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahNo ratings yet
- "Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217Document2 pages"Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217MilindMahajanNo ratings yet
- Unit-V Design of Moulds Molding PartsDocument8 pagesUnit-V Design of Moulds Molding Partsyuvaraj4509No ratings yet
- Simulative Analysis of Tube HydroformingDocument8 pagesSimulative Analysis of Tube HydroformingĐặng Quốc ĐạiNo ratings yet
- Investigation of The Effect of Molding Variables On Sink Marks of Plastic Injection Molded Parts Using Taguchi DOE TechniqueDocument8 pagesInvestigation of The Effect of Molding Variables On Sink Marks of Plastic Injection Molded Parts Using Taguchi DOE Techniquefabrizio.va123No ratings yet
- Effects of The Cavity Surface Finishing On The Polymer Filling Flow in Micro Injection MouldingDocument4 pagesEffects of The Cavity Surface Finishing On The Polymer Filling Flow in Micro Injection MouldingDeak Ferenc-JozsefNo ratings yet
- New Design Feature of Mold in Injection Molding For Scrap ReductionDocument5 pagesNew Design Feature of Mold in Injection Molding For Scrap ReductionMu'adz Akmal YusufNo ratings yet
- Review of Casting Defect Analysis To Initiate The Improvement ProcessDocument4 pagesReview of Casting Defect Analysis To Initiate The Improvement Processshrikant mishraNo ratings yet
- Peening: Intensity Is A Key Parameter of The Shot Peening Process. After Some Development of The ProcessDocument5 pagesPeening: Intensity Is A Key Parameter of The Shot Peening Process. After Some Development of The ProcessSelva KumarNo ratings yet
- Study & Review of Design and Manufacturing of Vertical Injection Moulding Machine Prototype PartsDocument3 pagesStudy & Review of Design and Manufacturing of Vertical Injection Moulding Machine Prototype PartsAniket ChavanNo ratings yet
- Zhang 2019 IOP Conf. Ser. Earth Environ. Sci. 332 042047Document9 pagesZhang 2019 IOP Conf. Ser. Earth Environ. Sci. 332 042047Ajeeth KumarNo ratings yet
- Dsi and Anly ProjectDocument17 pagesDsi and Anly ProjectGurpreet singhNo ratings yet
- Internal Flow Optimization in A Complex Profile Extrusion Die Using Flow Restrictors and Flow SeperatorsDocument12 pagesInternal Flow Optimization in A Complex Profile Extrusion Die Using Flow Restrictors and Flow SeperatorsVickie HanNo ratings yet
- A New Process Design For Performing Hole-Flanging Operations by Incremental Sheet FormingDocument6 pagesA New Process Design For Performing Hole-Flanging Operations by Incremental Sheet FormingAdi NursalimNo ratings yet
- InTech-Modelling and Simulation For Micro Injection Molding ProcessDocument16 pagesInTech-Modelling and Simulation For Micro Injection Molding ProcessPankaj SattawatNo ratings yet
- 118 Ijmperdfeb2018118Document12 pages118 Ijmperdfeb2018118TJPRC PublicationsNo ratings yet
- Nozzle Design and Material in Abrasive Jet Machining Process - A ReviewDocument9 pagesNozzle Design and Material in Abrasive Jet Machining Process - A ReviewRajiv RanjanNo ratings yet
- Shot PeeningDocument5 pagesShot PeeningRam KumarNo ratings yet
- High Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsDocument5 pagesHigh Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsevanNo ratings yet
- The Effects of Tool Surface Quality in Micro-Injection MouldingDocument10 pagesThe Effects of Tool Surface Quality in Micro-Injection MouldingTrần Long VũNo ratings yet
- Solovastru Ioan L1Document7 pagesSolovastru Ioan L1Anonymous iztPUhIiNo ratings yet
- Optimization of Continuous Casting Process in Steel Manufacturing IndustryDocument5 pagesOptimization of Continuous Casting Process in Steel Manufacturing IndustryrohitNo ratings yet
- FrictionDocument94 pagesFrictionTham Wai ManNo ratings yet
- 2560 PDFDocument21 pages2560 PDFsachinNo ratings yet
- Materials Today: Proceedings: C.S. Choudhari, S.S. KhasbageDocument7 pagesMaterials Today: Proceedings: C.S. Choudhari, S.S. KhasbageN. P. JAGANNo ratings yet
- Casting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyDocument5 pagesCasting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyAkshayNo ratings yet
- Primary Forming Processes - Dany Degheady (1)Document13 pagesPrimary Forming Processes - Dany Degheady (1)dany.degheady08No ratings yet
- Inspection Method of Aluminium Extrusion Process: SciencedirectDocument8 pagesInspection Method of Aluminium Extrusion Process: SciencedirectMrbigbos6666No ratings yet
- Data 1Document12 pagesData 1ssc.shumailkhan.191167No ratings yet
- Chapter 4 Surface Treatment & CoatingDocument30 pagesChapter 4 Surface Treatment & CoatingmuhamadsaidiNo ratings yet
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.From EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.No ratings yet
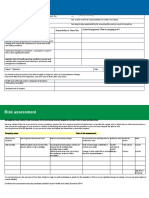
- Health and Safety Policy: This Is The Statement of General Policy and Arrangements ForDocument2 pagesHealth and Safety Policy: This Is The Statement of General Policy and Arrangements ForOumeyma HamlauiNo ratings yet
- Weekly Construction Progress Report TemplateDocument2 pagesWeekly Construction Progress Report TemplateOumeyma HamlauiNo ratings yet
- Procurement Management PlanDocument11 pagesProcurement Management PlanOumeyma Hamlaui100% (1)
- Personal Monthly Budget Excel TemplateDocument3 pagesPersonal Monthly Budget Excel TemplateOumeyma HamlauiNo ratings yet
- Procurement Management Plan Template For ExcelDocument6 pagesProcurement Management Plan Template For ExcelOumeyma HamlauiNo ratings yet
- Lifestyle Leadership ModelDocument12 pagesLifestyle Leadership ModelOumeyma HamlauiNo ratings yet
- Eya BerraisDocument1 pageEya BerraisOumeyma HamlauiNo ratings yet
- Numerical and Experimental Investigations of Low Velocity Impact On Glass Fiber-Reinforced PolyamideDocument21 pagesNumerical and Experimental Investigations of Low Velocity Impact On Glass Fiber-Reinforced PolyamideOumeyma HamlauiNo ratings yet
- Effect of Glass Fiber Surface Chemistry On The Mechanical Properties of GF-rubber-Toughened Nylon 6Document15 pagesEffect of Glass Fiber Surface Chemistry On The Mechanical Properties of GF-rubber-Toughened Nylon 6Oumeyma HamlauiNo ratings yet
- Effect of Formation Route On The Mechanical Properties of The Polyethersulfone CompositesDocument11 pagesEffect of Formation Route On The Mechanical Properties of The Polyethersulfone CompositesOumeyma HamlauiNo ratings yet
- The Finite Strain Johnson Cook Plasticity and Damage Constitutive Model in AlegraDocument52 pagesThe Finite Strain Johnson Cook Plasticity and Damage Constitutive Model in AlegraOumeyma HamlauiNo ratings yet
- Glass Fiber Reinforced PLA Composite With Enhanced Mechanical PropertiesDocument9 pagesGlass Fiber Reinforced PLA Composite With Enhanced Mechanical PropertiesOumeyma HamlauiNo ratings yet
- Coupled Influence of Strain Rate and Heterogeneous Fibre Orientation On The Mechanical Behaviour of Short-Glass-Fibre Reinforced PolypropyleneDocument12 pagesCoupled Influence of Strain Rate and Heterogeneous Fibre Orientation On The Mechanical Behaviour of Short-Glass-Fibre Reinforced PolypropyleneOumeyma HamlauiNo ratings yet
- A Study of The PA66 Mechanical Behaviour of A Glass Fibre Reinforced Polyamide 6,6, Experimental InvestigationDocument9 pagesA Study of The PA66 Mechanical Behaviour of A Glass Fibre Reinforced Polyamide 6,6, Experimental InvestigationOumeyma HamlauiNo ratings yet
- SolidifactionDocument71 pagesSolidifactionakanksha.ja779No ratings yet
- Esas Module (Concepts) : Encoded By: Fausto, Dimazana, Matuto, Maniquis, Montanno, MalicdemDocument313 pagesEsas Module (Concepts) : Encoded By: Fausto, Dimazana, Matuto, Maniquis, Montanno, MalicdemAlven PullaNo ratings yet
- HW 5Document4 pagesHW 5Tommy TangNo ratings yet
- 4.2 Weeds: Population Dynamics, Germination and CompetitionDocument35 pages4.2 Weeds: Population Dynamics, Germination and CompetitionJolly JollyNo ratings yet
- Graham Holton - UFOs and Religious CultsDocument23 pagesGraham Holton - UFOs and Religious CultsJorsant EdNo ratings yet
- Michael J. Diamond (2020) The Elusiveness of "The Feminine" in The Male Analyst - Living in Yet Not Being of The BinaryDocument25 pagesMichael J. Diamond (2020) The Elusiveness of "The Feminine" in The Male Analyst - Living in Yet Not Being of The BinaryatelierimkellerNo ratings yet
- GRI-GM30 Specification Coated Tape Polymeric BarriersDocument28 pagesGRI-GM30 Specification Coated Tape Polymeric BarriersГригорий ЛевашовNo ratings yet
- Basic Concepts in Biostatistics-2Document35 pagesBasic Concepts in Biostatistics-2Teslim RajiNo ratings yet
- Marian Boy'S and Marian Girls' High Schools Pre-Form Five Holiday Package - 2020 Advanced MathematicsDocument22 pagesMarian Boy'S and Marian Girls' High Schools Pre-Form Five Holiday Package - 2020 Advanced MathematicsYøüñg Bøë100% (1)
- Holiday Engagement CLASS XII 2023-24.Document26 pagesHoliday Engagement CLASS XII 2023-24.Priyanshu SharmaNo ratings yet
- Astm d4281Document5 pagesAstm d4281ciswandiNo ratings yet
- TriMAgen IndicatorDocument2 pagesTriMAgen IndicatorPhillipe S. ScofieldNo ratings yet
- hjfb5m8w) 25 D HNDocument27 pageshjfb5m8w) 25 D HNSav OliNo ratings yet
- English Notes (Kutob Ranis OBSERVATION)Document2 pagesEnglish Notes (Kutob Ranis OBSERVATION)Kurt MacaslingNo ratings yet
- TAPCON® 250 Pro Operating Instructions 8595017 03 enDocument184 pagesTAPCON® 250 Pro Operating Instructions 8595017 03 enFNo ratings yet
- Transformational Leadership: Tricia Lynn B. CuatonDocument12 pagesTransformational Leadership: Tricia Lynn B. CuatonTricia Lynn Bautista CuatonNo ratings yet
- Math6 Week 1 - Q4Document6 pagesMath6 Week 1 - Q4Killua FreecsNo ratings yet
- The Nose-Hoover ThermostatDocument7 pagesThe Nose-Hoover ThermostatraneshNo ratings yet
- Complaint AffidavitDocument5 pagesComplaint AffidavitDarwin Charles ZamboNo ratings yet
- Mariano Marcos State University: College of Teacher Education Laoag City, Ilocos NorteDocument6 pagesMariano Marcos State University: College of Teacher Education Laoag City, Ilocos NorteEisle Keith Rivera TapiaNo ratings yet
- Assignment 2 Statistical Analysis and Forecasting of Solar Energy (Intra-State)Document21 pagesAssignment 2 Statistical Analysis and Forecasting of Solar Energy (Intra-State)Chaitanya BalaniNo ratings yet
- Checklist Test Environment: Pass Description RemarksDocument4 pagesChecklist Test Environment: Pass Description RemarksGuru PrasadNo ratings yet
- I4300 LMI Calibration ManualDocument63 pagesI4300 LMI Calibration Manualaqeel abdullahNo ratings yet
- Is The Customer Always Right..........Document37 pagesIs The Customer Always Right..........bhavnaNo ratings yet
- Note Taking: Unit Pendidikan Kedokteran FK Umsu 2016Document21 pagesNote Taking: Unit Pendidikan Kedokteran FK Umsu 2016Khemal MubaraqNo ratings yet
- Material PropertiesDocument39 pagesMaterial Propertiesنرگس باویNo ratings yet
- Pentens Industrial Flooring Solution NewDocument32 pagesPentens Industrial Flooring Solution Newウィリアムズ アンディNo ratings yet
- ch11 Inferences About Population VarianceDocument21 pagesch11 Inferences About Population VarianceGladys Oryz BerlianNo ratings yet
- Importance of Soil Study in Civil EngineeringDocument6 pagesImportance of Soil Study in Civil EngineeringJack FosterNo ratings yet