
New INV 250C MIG STICK 250KD MANUAL
New INV 250C MIG STICK 250KD MANUAL
You might also like
- PSD SiemensDocument45 pagesPSD Siemensbrijendra2185% (13)
- Iso 18295 1 2017Document11 pagesIso 18295 1 2017Duilio HomarNo ratings yet
- LM21305Document24 pagesLM21305Robert PNo ratings yet
- XL2596 enDocument16 pagesXL2596 enSelman ÇORANo ratings yet
- YEA KAEPS800000042K SGDV DC WiringDocument7 pagesYEA KAEPS800000042K SGDV DC WiringZon Zon GamingTMNo ratings yet
- Samsung FE N500WXDocument6 pagesSamsung FE N500WXboroda2410No ratings yet
- DC Power Supply ProjectDocument10 pagesDC Power Supply ProjectziademadaldeNo ratings yet
- A Guia Completo Maca Énica Maquina Costura-1 (213-213)Document1 pageA Guia Completo Maca Énica Maquina Costura-1 (213-213)Marcos OlliveiraNo ratings yet
- Circuit Breaker Configuration of LTB245E1-1PDocument2 pagesCircuit Breaker Configuration of LTB245E1-1PThành Danh100% (1)
- Ob 2223 HCDocument11 pagesOb 2223 HCRivaldyNo ratings yet
- C & S Product Catalouge PDFDocument113 pagesC & S Product Catalouge PDFvipulpanchotiyaNo ratings yet
- Lok - TRAFO BCT Size R0Document9 pagesLok - TRAFO BCT Size R0Nageswar MakalaNo ratings yet
- Project Proposal - Variable DC Power SupplyDocument10 pagesProject Proposal - Variable DC Power SupplyNoman NaimatNo ratings yet
- EE3204 Industrial Automation and System Design - Lab Practical 1Document10 pagesEE3204 Industrial Automation and System Design - Lab Practical 1en91382No ratings yet
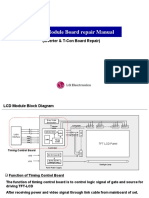
- LCD Module Board Repair ManualDocument21 pagesLCD Module Board Repair ManualCadwill94% (18)
- PLR Series - Planar Transformer: Features ApplicationsDocument4 pagesPLR Series - Planar Transformer: Features Applicationsfogok72408No ratings yet
- TD7590 PDFDocument13 pagesTD7590 PDFandibdgNo ratings yet
- Data Sheet: N-Channel Junction FETDocument11 pagesData Sheet: N-Channel Junction FETAbolfazl Yousef ZamanianNo ratings yet
- XL1509 DatasheetDocument13 pagesXL1509 DatasheetMantasPuskoriusNo ratings yet
- OB2530P On BrightElectronicsDocument10 pagesOB2530P On BrightElectronicsrrNo ratings yet
- XL6019 DatasheetDocument13 pagesXL6019 DatasheetVincent GregorioNo ratings yet
- Taisee: T7-SCRDocument48 pagesTaisee: T7-SCRJhon CarterNo ratings yet
- Ap 8022Document10 pagesAp 8022Sopin WinandoNo ratings yet
- Air Circuit Breaker and Generator Protection AimDocument10 pagesAir Circuit Breaker and Generator Protection AimFazle RabbiNo ratings yet
- 9.cipet Boys Hoste-BoqDocument19 pages9.cipet Boys Hoste-Boqjaianit89No ratings yet
- 5 - Control Panel Training PDFDocument28 pages5 - Control Panel Training PDFbenson100% (1)
- Circuit DescriptionDocument8 pagesCircuit DescriptionIsaac Ramirez GarciaNo ratings yet
- Control Panel: ISO 9001 Certified ISO 14001 / OHSAS18001 CertifiedDocument4 pagesControl Panel: ISO 9001 Certified ISO 14001 / OHSAS18001 CertifiedHaresh vaghelaNo ratings yet
- Electrical SchematicsDocument12 pagesElectrical SchematicsGilberto MejíaNo ratings yet
- Xlsemi-Xl1530e1 C74198Document9 pagesXlsemi-Xl1530e1 C74198Paulo OliveiraNo ratings yet
- SUNGROW 10W 3 PhaseDocument6 pagesSUNGROW 10W 3 PhaseOo OoNo ratings yet
- KP2130 KiwiInstrumentsDocument12 pagesKP2130 KiwiInstrumentsAbab CscdNo ratings yet
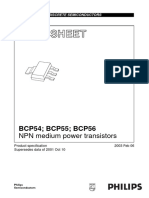
- bcp56 0900766b80466693Document8 pagesbcp56 0900766b80466693Andrei StateNo ratings yet
- 0515 - V-II Service Training 2012Document174 pages0515 - V-II Service Training 2012Robbie MuchebaNo ratings yet
- Mahindra Synchronization PannelDocument2 pagesMahindra Synchronization Pannelhemant gaurkarNo ratings yet
- CH 1 SlideDocument35 pagesCH 1 Slide2bd1productionteam1No ratings yet
- PRSB 15kW, 48VDC: Installation GuideDocument6 pagesPRSB 15kW, 48VDC: Installation GuideVictor Rodrigo Cruz DelgadoNo ratings yet
- Lesson 3Document6 pagesLesson 3Phạm Thanh TùngNo ratings yet
- Soft-Switching Current-Fed Push-Pull Converter For PV ApplicationDocument6 pagesSoft-Switching Current-Fed Push-Pull Converter For PV ApplicationDebdeep MondalNo ratings yet
- PM Power CatalogDocument85 pagesPM Power CatalogAlcides JNo ratings yet
- PM Power Catalog Abacus 07-09-15Document85 pagesPM Power Catalog Abacus 07-09-15rafael quiaroNo ratings yet
- MAP8802 MagnaChipDocument16 pagesMAP8802 MagnaChipnadie696No ratings yet
- SP1232FDocument11 pagesSP1232Fnazala fikri nugrahaNo ratings yet
- M8916Document9 pagesM8916ykcorNo ratings yet
- Ap3772 r1.0 BCDDocument13 pagesAp3772 r1.0 BCDAbdo GrandayzerNo ratings yet
- 2SA1103Document3 pages2SA1103Miguel Angel Díaz CortijoNo ratings yet
- Pulse Generator With 1 C/o (SPDT) Contact: Electronic Timer CT-TGD.12Document9 pagesPulse Generator With 1 C/o (SPDT) Contact: Electronic Timer CT-TGD.12DARKO RADICEVICNo ratings yet
- LC5901S Data Sheet Rev.1.5: Sanken Electric Co., LTDDocument29 pagesLC5901S Data Sheet Rev.1.5: Sanken Electric Co., LTDRodolfo ArosemenaNo ratings yet
- F - Price List 2017Document76 pagesF - Price List 2017Malith ManuharaNo ratings yet
- BLF246Document15 pagesBLF246pejotajotaNo ratings yet
- TD1583 TechcodeDocument13 pagesTD1583 Techcodedavid.gjeorgevskiNo ratings yet
- ZVC Power ResonatorDocument7 pagesZVC Power Resonatorsaid3232No ratings yet
- Product Profile: Ultrafast Power DiodeDocument11 pagesProduct Profile: Ultrafast Power DiodeAndrzej WojtalaNo ratings yet
- AP8012ADocument13 pagesAP8012ASamerNo ratings yet
- C&S LV Price Schedule - 2016Document114 pagesC&S LV Price Schedule - 2016shahsaurabhshah6965100% (1)
- SP1905016-01-C Electrical Diagram - SpeedAC IQ E55B PDFDocument41 pagesSP1905016-01-C Electrical Diagram - SpeedAC IQ E55B PDFB Lal MughalNo ratings yet
- Cable Feeder Termintions Bay 1Document8 pagesCable Feeder Termintions Bay 1sreeagile.esNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Filipino Cookbook Taste The Philippines With Delicious and Easy Filipino RecipesDocument94 pagesFilipino Cookbook Taste The Philippines With Delicious and Easy Filipino RecipesADSR100% (1)
- Cigre PDFDocument18 pagesCigre PDFJay Rameshbhai Parikh100% (1)
- Taxi ServiceDocument25 pagesTaxi ServiceAmitsinh ViholNo ratings yet
- ROMI Forecasting ToolDocument2 pagesROMI Forecasting Toolkurtkomeng182No ratings yet
- Techciti: Managed ServicesDocument6 pagesTechciti: Managed ServicesTechciti TechnologiesNo ratings yet
- Anatomi Dan Biometri Sistem Pencernaan Ikan Air Tawar Famili Cyprinidae Di Telaga Ngebel PonorogoDocument13 pagesAnatomi Dan Biometri Sistem Pencernaan Ikan Air Tawar Famili Cyprinidae Di Telaga Ngebel PonorogoRendi RuyNo ratings yet
- 1 Microbiology Course ContentDocument16 pages1 Microbiology Course ContentAziz AnisahNo ratings yet
- Worksheet 5 CSDocument2 pagesWorksheet 5 CSPal KansaraNo ratings yet
- Resume Keerthana PG PDFDocument1 pageResume Keerthana PG PDFVivek GNo ratings yet
- MSG456 Mathematical - Programming (May 2010)Document7 pagesMSG456 Mathematical - Programming (May 2010)dikkanNo ratings yet
- ME - Paper 3 - Part B1 - Data FileDocument12 pagesME - Paper 3 - Part B1 - Data Filemmontagne1No ratings yet
- Performance Appraisal: Building Trust Among Employees or Not-The Dilemma ContinuesDocument6 pagesPerformance Appraisal: Building Trust Among Employees or Not-The Dilemma ContinuesMaliha NazarNo ratings yet
- Extended SaxDocument230 pagesExtended Saxconxin7100% (5)
- Seal Design For High Pressure Offshore-Morton & EvansDocument10 pagesSeal Design For High Pressure Offshore-Morton & EvansMachineryengNo ratings yet
- Publishedarticle38 SeleniumreviewDocument5 pagesPublishedarticle38 SeleniumreviewOlvira EsaNo ratings yet
- Examination: Subject CA1 - Core Applications Concepts Paper 1 (Assets)Document12 pagesExamination: Subject CA1 - Core Applications Concepts Paper 1 (Assets)Saad MalikNo ratings yet
- s7 200 Smart Pid ManualDocument37 pagess7 200 Smart Pid ManualSửa chữa Biến Tần - Servo - UPSNo ratings yet
- 99 Ways To Be A Better MusicianDocument14 pages99 Ways To Be A Better Musiciangunter_wepplerNo ratings yet
- Math108a - Fall - 2013 - Lecture5 - Linear IndependenceDocument7 pagesMath108a - Fall - 2013 - Lecture5 - Linear IndependenceArunmozhliNo ratings yet
- Post Graduate Dip DermatologyDocument2 pagesPost Graduate Dip DermatologyNooh DinNo ratings yet
- SES 100R (1450rpm)Document1 pageSES 100R (1450rpm)Jaeni GilangNo ratings yet
- NIH Public Access: Heavy Metals Toxicity and The EnvironmentDocument30 pagesNIH Public Access: Heavy Metals Toxicity and The EnvironmentAliyu AbdulqadirNo ratings yet
- Evidence DraftDocument15 pagesEvidence DraftAishwarya1312No ratings yet
- Service Manual 40D3505ADocument51 pagesService Manual 40D3505ATheojtNo ratings yet
- Collaborative Publishing Lecture JOURNALISTS' GROUP 2013Document125 pagesCollaborative Publishing Lecture JOURNALISTS' GROUP 2013Geoffrey Tolentino-Unida94% (48)
- This Study Resource Was: Student Exploration: HomeostasisDocument6 pagesThis Study Resource Was: Student Exploration: HomeostasisHabiba Mohamed0% (1)
- Consumer Behaviour Mod IIDocument50 pagesConsumer Behaviour Mod IIHarinder SinghNo ratings yet
- Hubungan Penerapan Metode Tim Dengan Rencana Asuhan Keperawatan Pasien Diruang Rawat Inap Sari Madonni 1Document9 pagesHubungan Penerapan Metode Tim Dengan Rencana Asuhan Keperawatan Pasien Diruang Rawat Inap Sari Madonni 1rogerNo ratings yet
- Change Your Diet Change Your Mind DR Georgia Ede Full Chapter PDFDocument69 pagesChange Your Diet Change Your Mind DR Georgia Ede Full Chapter PDFsygamagobas3100% (6)
























































































Download as docx, pdf, or txt
You might also like
- PSD SiemensDocument45 pagesPSD Siemensbrijendra2185% (13)
- Iso 18295 1 2017Document11 pagesIso 18295 1 2017Duilio HomarNo ratings yet
- LM21305Document24 pagesLM21305Robert PNo ratings yet
- XL2596 enDocument16 pagesXL2596 enSelman ÇORANo ratings yet
- YEA KAEPS800000042K SGDV DC WiringDocument7 pagesYEA KAEPS800000042K SGDV DC WiringZon Zon GamingTMNo ratings yet
- Samsung FE N500WXDocument6 pagesSamsung FE N500WXboroda2410No ratings yet
- DC Power Supply ProjectDocument10 pagesDC Power Supply ProjectziademadaldeNo ratings yet
- A Guia Completo Maca Énica Maquina Costura-1 (213-213)Document1 pageA Guia Completo Maca Énica Maquina Costura-1 (213-213)Marcos OlliveiraNo ratings yet
- Circuit Breaker Configuration of LTB245E1-1PDocument2 pagesCircuit Breaker Configuration of LTB245E1-1PThành Danh100% (1)
- Ob 2223 HCDocument11 pagesOb 2223 HCRivaldyNo ratings yet
- C & S Product Catalouge PDFDocument113 pagesC & S Product Catalouge PDFvipulpanchotiyaNo ratings yet
- Lok - TRAFO BCT Size R0Document9 pagesLok - TRAFO BCT Size R0Nageswar MakalaNo ratings yet
- Project Proposal - Variable DC Power SupplyDocument10 pagesProject Proposal - Variable DC Power SupplyNoman NaimatNo ratings yet
- EE3204 Industrial Automation and System Design - Lab Practical 1Document10 pagesEE3204 Industrial Automation and System Design - Lab Practical 1en91382No ratings yet
- LCD Module Board Repair ManualDocument21 pagesLCD Module Board Repair ManualCadwill94% (18)
- PLR Series - Planar Transformer: Features ApplicationsDocument4 pagesPLR Series - Planar Transformer: Features Applicationsfogok72408No ratings yet
- TD7590 PDFDocument13 pagesTD7590 PDFandibdgNo ratings yet
- Data Sheet: N-Channel Junction FETDocument11 pagesData Sheet: N-Channel Junction FETAbolfazl Yousef ZamanianNo ratings yet
- XL1509 DatasheetDocument13 pagesXL1509 DatasheetMantasPuskoriusNo ratings yet
- OB2530P On BrightElectronicsDocument10 pagesOB2530P On BrightElectronicsrrNo ratings yet
- XL6019 DatasheetDocument13 pagesXL6019 DatasheetVincent GregorioNo ratings yet
- Taisee: T7-SCRDocument48 pagesTaisee: T7-SCRJhon CarterNo ratings yet
- Ap 8022Document10 pagesAp 8022Sopin WinandoNo ratings yet
- Air Circuit Breaker and Generator Protection AimDocument10 pagesAir Circuit Breaker and Generator Protection AimFazle RabbiNo ratings yet
- 9.cipet Boys Hoste-BoqDocument19 pages9.cipet Boys Hoste-Boqjaianit89No ratings yet
- 5 - Control Panel Training PDFDocument28 pages5 - Control Panel Training PDFbenson100% (1)
- Circuit DescriptionDocument8 pagesCircuit DescriptionIsaac Ramirez GarciaNo ratings yet
- Control Panel: ISO 9001 Certified ISO 14001 / OHSAS18001 CertifiedDocument4 pagesControl Panel: ISO 9001 Certified ISO 14001 / OHSAS18001 CertifiedHaresh vaghelaNo ratings yet
- Electrical SchematicsDocument12 pagesElectrical SchematicsGilberto MejíaNo ratings yet
- Xlsemi-Xl1530e1 C74198Document9 pagesXlsemi-Xl1530e1 C74198Paulo OliveiraNo ratings yet
- SUNGROW 10W 3 PhaseDocument6 pagesSUNGROW 10W 3 PhaseOo OoNo ratings yet
- KP2130 KiwiInstrumentsDocument12 pagesKP2130 KiwiInstrumentsAbab CscdNo ratings yet
- bcp56 0900766b80466693Document8 pagesbcp56 0900766b80466693Andrei StateNo ratings yet
- 0515 - V-II Service Training 2012Document174 pages0515 - V-II Service Training 2012Robbie MuchebaNo ratings yet
- Mahindra Synchronization PannelDocument2 pagesMahindra Synchronization Pannelhemant gaurkarNo ratings yet
- CH 1 SlideDocument35 pagesCH 1 Slide2bd1productionteam1No ratings yet
- PRSB 15kW, 48VDC: Installation GuideDocument6 pagesPRSB 15kW, 48VDC: Installation GuideVictor Rodrigo Cruz DelgadoNo ratings yet
- Lesson 3Document6 pagesLesson 3Phạm Thanh TùngNo ratings yet
- Soft-Switching Current-Fed Push-Pull Converter For PV ApplicationDocument6 pagesSoft-Switching Current-Fed Push-Pull Converter For PV ApplicationDebdeep MondalNo ratings yet
- PM Power CatalogDocument85 pagesPM Power CatalogAlcides JNo ratings yet
- PM Power Catalog Abacus 07-09-15Document85 pagesPM Power Catalog Abacus 07-09-15rafael quiaroNo ratings yet
- MAP8802 MagnaChipDocument16 pagesMAP8802 MagnaChipnadie696No ratings yet
- SP1232FDocument11 pagesSP1232Fnazala fikri nugrahaNo ratings yet
- M8916Document9 pagesM8916ykcorNo ratings yet
- Ap3772 r1.0 BCDDocument13 pagesAp3772 r1.0 BCDAbdo GrandayzerNo ratings yet
- 2SA1103Document3 pages2SA1103Miguel Angel Díaz CortijoNo ratings yet
- Pulse Generator With 1 C/o (SPDT) Contact: Electronic Timer CT-TGD.12Document9 pagesPulse Generator With 1 C/o (SPDT) Contact: Electronic Timer CT-TGD.12DARKO RADICEVICNo ratings yet
- LC5901S Data Sheet Rev.1.5: Sanken Electric Co., LTDDocument29 pagesLC5901S Data Sheet Rev.1.5: Sanken Electric Co., LTDRodolfo ArosemenaNo ratings yet
- F - Price List 2017Document76 pagesF - Price List 2017Malith ManuharaNo ratings yet
- BLF246Document15 pagesBLF246pejotajotaNo ratings yet
- TD1583 TechcodeDocument13 pagesTD1583 Techcodedavid.gjeorgevskiNo ratings yet
- ZVC Power ResonatorDocument7 pagesZVC Power Resonatorsaid3232No ratings yet
- Product Profile: Ultrafast Power DiodeDocument11 pagesProduct Profile: Ultrafast Power DiodeAndrzej WojtalaNo ratings yet
- AP8012ADocument13 pagesAP8012ASamerNo ratings yet
- C&S LV Price Schedule - 2016Document114 pagesC&S LV Price Schedule - 2016shahsaurabhshah6965100% (1)
- SP1905016-01-C Electrical Diagram - SpeedAC IQ E55B PDFDocument41 pagesSP1905016-01-C Electrical Diagram - SpeedAC IQ E55B PDFB Lal MughalNo ratings yet
- Cable Feeder Termintions Bay 1Document8 pagesCable Feeder Termintions Bay 1sreeagile.esNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Filipino Cookbook Taste The Philippines With Delicious and Easy Filipino RecipesDocument94 pagesFilipino Cookbook Taste The Philippines With Delicious and Easy Filipino RecipesADSR100% (1)
- Cigre PDFDocument18 pagesCigre PDFJay Rameshbhai Parikh100% (1)
- Taxi ServiceDocument25 pagesTaxi ServiceAmitsinh ViholNo ratings yet
- ROMI Forecasting ToolDocument2 pagesROMI Forecasting Toolkurtkomeng182No ratings yet
- Techciti: Managed ServicesDocument6 pagesTechciti: Managed ServicesTechciti TechnologiesNo ratings yet
- Anatomi Dan Biometri Sistem Pencernaan Ikan Air Tawar Famili Cyprinidae Di Telaga Ngebel PonorogoDocument13 pagesAnatomi Dan Biometri Sistem Pencernaan Ikan Air Tawar Famili Cyprinidae Di Telaga Ngebel PonorogoRendi RuyNo ratings yet
- 1 Microbiology Course ContentDocument16 pages1 Microbiology Course ContentAziz AnisahNo ratings yet
- Worksheet 5 CSDocument2 pagesWorksheet 5 CSPal KansaraNo ratings yet
- Resume Keerthana PG PDFDocument1 pageResume Keerthana PG PDFVivek GNo ratings yet
- MSG456 Mathematical - Programming (May 2010)Document7 pagesMSG456 Mathematical - Programming (May 2010)dikkanNo ratings yet
- ME - Paper 3 - Part B1 - Data FileDocument12 pagesME - Paper 3 - Part B1 - Data Filemmontagne1No ratings yet
- Performance Appraisal: Building Trust Among Employees or Not-The Dilemma ContinuesDocument6 pagesPerformance Appraisal: Building Trust Among Employees or Not-The Dilemma ContinuesMaliha NazarNo ratings yet
- Extended SaxDocument230 pagesExtended Saxconxin7100% (5)
- Seal Design For High Pressure Offshore-Morton & EvansDocument10 pagesSeal Design For High Pressure Offshore-Morton & EvansMachineryengNo ratings yet
- Publishedarticle38 SeleniumreviewDocument5 pagesPublishedarticle38 SeleniumreviewOlvira EsaNo ratings yet
- Examination: Subject CA1 - Core Applications Concepts Paper 1 (Assets)Document12 pagesExamination: Subject CA1 - Core Applications Concepts Paper 1 (Assets)Saad MalikNo ratings yet
- s7 200 Smart Pid ManualDocument37 pagess7 200 Smart Pid ManualSửa chữa Biến Tần - Servo - UPSNo ratings yet
- 99 Ways To Be A Better MusicianDocument14 pages99 Ways To Be A Better Musiciangunter_wepplerNo ratings yet
- Math108a - Fall - 2013 - Lecture5 - Linear IndependenceDocument7 pagesMath108a - Fall - 2013 - Lecture5 - Linear IndependenceArunmozhliNo ratings yet
- Post Graduate Dip DermatologyDocument2 pagesPost Graduate Dip DermatologyNooh DinNo ratings yet
- SES 100R (1450rpm)Document1 pageSES 100R (1450rpm)Jaeni GilangNo ratings yet
- NIH Public Access: Heavy Metals Toxicity and The EnvironmentDocument30 pagesNIH Public Access: Heavy Metals Toxicity and The EnvironmentAliyu AbdulqadirNo ratings yet
- Evidence DraftDocument15 pagesEvidence DraftAishwarya1312No ratings yet
- Service Manual 40D3505ADocument51 pagesService Manual 40D3505ATheojtNo ratings yet
- Collaborative Publishing Lecture JOURNALISTS' GROUP 2013Document125 pagesCollaborative Publishing Lecture JOURNALISTS' GROUP 2013Geoffrey Tolentino-Unida94% (48)
- This Study Resource Was: Student Exploration: HomeostasisDocument6 pagesThis Study Resource Was: Student Exploration: HomeostasisHabiba Mohamed0% (1)
- Consumer Behaviour Mod IIDocument50 pagesConsumer Behaviour Mod IIHarinder SinghNo ratings yet
- Hubungan Penerapan Metode Tim Dengan Rencana Asuhan Keperawatan Pasien Diruang Rawat Inap Sari Madonni 1Document9 pagesHubungan Penerapan Metode Tim Dengan Rencana Asuhan Keperawatan Pasien Diruang Rawat Inap Sari Madonni 1rogerNo ratings yet
- Change Your Diet Change Your Mind DR Georgia Ede Full Chapter PDFDocument69 pagesChange Your Diet Change Your Mind DR Georgia Ede Full Chapter PDFsygamagobas3100% (6)