Download as pdf or txt
You might also like
- Matter in Our Surroundings - Shobhit NirwanDocument17 pagesMatter in Our Surroundings - Shobhit NirwanDibya Biswal95% (80)
- Learning To Formulate Body Milks and Light LotionsDocument62 pagesLearning To Formulate Body Milks and Light Lotionsnzanella86No ratings yet
- Geankoplis Unit Operation and TransportationDocument1,424 pagesGeankoplis Unit Operation and TransportationVinícius Pianta100% (1)
- Nursing Health AssessmentDocument6 pagesNursing Health Assessmentramonlu05100% (1)
- Los Amigos Restaurant RECIPESDocument8 pagesLos Amigos Restaurant RECIPESlokikg100% (2)
- Plastics PPDocument6 pagesPlastics PPnaninoNo ratings yet
- G. EngineeringDocument57 pagesG. EngineeringAntonio JuniorNo ratings yet
- 2018 - MGC Good or BadDocument37 pages2018 - MGC Good or BadMario Martínez TorijaNo ratings yet
- Alkyl Phenolic Resin - 1 (TDS) PDFDocument1 pageAlkyl Phenolic Resin - 1 (TDS) PDFflytorahulNo ratings yet
- Polystyrene (PS) : Technical University of Gabrovo - Milena KolevaDocument6 pagesPolystyrene (PS) : Technical University of Gabrovo - Milena KolevananinoNo ratings yet
- Pharma Ingredients & Services: SoluplusDocument8 pagesPharma Ingredients & Services: SoluplusDiah Siti FatimahNo ratings yet
- Construction Materials: PolymersDocument9 pagesConstruction Materials: PolymersdeepNo ratings yet
- Leupold 2005 CatalogDocument38 pagesLeupold 2005 CatalogCraig ThompsonNo ratings yet
- 3.1.1 Periodicity QPDocument19 pages3.1.1 Periodicity QPSarahNo ratings yet
- Status of LSS Cosmology With SDSS BOSS DDocument101 pagesStatus of LSS Cosmology With SDSS BOSS DShreyas BhattNo ratings yet
- Mancini - 2017 - Tissue Engineering Part C MethodsDocument42 pagesMancini - 2017 - Tissue Engineering Part C MethodsMahmoodAliNo ratings yet
- Tang Et Al-2003-Polymers For Advanced TechnologiesDocument5 pagesTang Et Al-2003-Polymers For Advanced TechnologiesMario Dzul CervantesNo ratings yet
- Fibre As An Ecosystem ServiceDocument9 pagesFibre As An Ecosystem ServiceSimi ANo ratings yet
- Oxidation Reactions 3Document3 pagesOxidation Reactions 3rushikesh gaikarNo ratings yet
- HPLC Technical Tips PosterDocument1 pageHPLC Technical Tips PostermokhtarsimonNo ratings yet
- TISSUES WORKSHEET (Till Epithelial Tissue)Document4 pagesTISSUES WORKSHEET (Till Epithelial Tissue)Mohammad Saif RazaNo ratings yet
- Forum Review: HaptoglobinDocument51 pagesForum Review: HaptoglobinDaoud IssaNo ratings yet
- Jerry Leung - Enhancing Transfusable Platelets Using mRNA Therapy To Produce Exogenous ProteinsDocument1 pageJerry Leung - Enhancing Transfusable Platelets Using mRNA Therapy To Produce Exogenous ProteinsCBR UBCNo ratings yet
- Lecture 1Document39 pagesLecture 1goyij85837No ratings yet
- Section 1.9: Developing A FeelDocument4 pagesSection 1.9: Developing A FeelComfortNo ratings yet
- Revisão Sistemática de Região PerioralDocument28 pagesRevisão Sistemática de Região PerioralGuilherme BergantonNo ratings yet
- Amlodipine - C20H25ClN2O5 - PubChem PDFDocument72 pagesAmlodipine - C20H25ClN2O5 - PubChem PDFDavid HCNo ratings yet
- Water Soluble PolymersDocument9 pagesWater Soluble Polymers顾云飞No ratings yet
- 8-Class First Term - First Examination From Biology Lesson ObjectiveDocument1 page8-Class First Term - First Examination From Biology Lesson ObjectiveAigerim ImanayevaNo ratings yet
- Strength of Adhesive Joints - Lectures 18+19Document11 pagesStrength of Adhesive Joints - Lectures 18+19Roger FeltmanNo ratings yet
- Model Building Guide: BiochemistryDocument14 pagesModel Building Guide: BiochemistryDaniyar TemirovNo ratings yet
- AD10B AD10B: E4 Intake at West Areaway E4 Intake at West AreawayDocument24 pagesAD10B AD10B: E4 Intake at West Areaway E4 Intake at West AreawayNaqqash SajidNo ratings yet
- Enamelled WireDocument20 pagesEnamelled WireNesya LaxmithaNo ratings yet
- CSP Overall PicDocument4 pagesCSP Overall PicRushane MirandaNo ratings yet
- Hippo 1 EQDocument3 pagesHippo 1 EQDahat DlgashNo ratings yet
- Unit 1 Study GuideDocument2 pagesUnit 1 Study GuideAykeria LanierNo ratings yet
- 4-A2 Unit 4 PacketMPLG PDFDocument47 pages4-A2 Unit 4 PacketMPLG PDFBen Valdez Jr.No ratings yet
- 4-A2 Unit 4 PacketMPLG PDFDocument47 pages4-A2 Unit 4 PacketMPLG PDFthiruvilanNo ratings yet
- Aula Equacoes FuchsianasDocument73 pagesAula Equacoes FuchsianasMatheus de Oliveira dos SantosNo ratings yet
- PMBOK Six Edition Data Flow Diagram by English: Project Life Cycle Description. Development ApproachDocument1 pagePMBOK Six Edition Data Flow Diagram by English: Project Life Cycle Description. Development ApproachErick Reyna ChirinosNo ratings yet
- CaseStudy LacOperonDocument6 pagesCaseStudy LacOperonSibasis RanaNo ratings yet
- Science Worksheet For Class 6Document2 pagesScience Worksheet For Class 6Shreya TyagiNo ratings yet
- Molar Spec HeatsDocument15 pagesMolar Spec Heatsmusic43562981No ratings yet
- Maybe This Time: Michael MurphyDocument5 pagesMaybe This Time: Michael MurphyMelanie S. Garcia-BacleNo ratings yet
- Chapter1 MIN265 PDFDocument52 pagesChapter1 MIN265 PDFBastian AzugaNo ratings yet
- Tower Plant-IDocument1 pageTower Plant-IMian M KhurramNo ratings yet
- Assignment 1Document14 pagesAssignment 1Vimonisha DamodharanNo ratings yet
- Lab Manual AC-407 Analytical Techniques I-CorrectedDocument26 pagesLab Manual AC-407 Analytical Techniques I-CorrectedYawar IqbalNo ratings yet
- PMBOK Six Edition Data Flow Diagram by English Planning ProcessDocument3 pagesPMBOK Six Edition Data Flow Diagram by English Planning ProcesssegoooNo ratings yet
- Liquid Petroleum Gas (LPG) Systems: Installation NotesDocument3 pagesLiquid Petroleum Gas (LPG) Systems: Installation NotesSamaila Anthony MalimaNo ratings yet
- Community Survey Form 12Document8 pagesCommunity Survey Form 12Ezekiel John GarciaNo ratings yet
- Batteriteknologi ENGDocument5 pagesBatteriteknologi ENGibrahimjavidbhat382No ratings yet
- Thermomechanical Processing of High T Superconducting Wire: Super BSCCO FamilyDocument15 pagesThermomechanical Processing of High T Superconducting Wire: Super BSCCO FamilyS. M. Habibul AhsanNo ratings yet
- Why Water Is Wet: An Analysis by Francis John DrausDocument1 pageWhy Water Is Wet: An Analysis by Francis John DrausFrancis DrausNo ratings yet
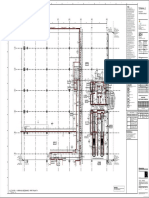
- KIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFDocument1 pageKIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFVarunn VelNo ratings yet
- KIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFDocument1 pageKIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFVarunn VelNo ratings yet
- Demin Water SystemDocument1 pageDemin Water Systemmohamed abourayaNo ratings yet
- Hippo 2 World FinalsDocument3 pagesHippo 2 World FinalsAfghanistan SIV ApplicationNo ratings yet
- Xun Huang Multimodal Unsupervised Image-To-Image ECCV 2018 PaperDocument18 pagesXun Huang Multimodal Unsupervised Image-To-Image ECCV 2018 PaperyonasNo ratings yet
- Chapter 15Document18 pagesChapter 15NayLinNo ratings yet
- FQ UNIT1 MetodocientDocument5 pagesFQ UNIT1 MetodocientAlandahen AliveiNo ratings yet
- The Purpose of International RelationsDocument65 pagesThe Purpose of International Relationsrosseventon9552100% (3)
- Polyarylsulfone (PSU) and Polyarylethersulfone (PES)Document3 pagesPolyarylsulfone (PSU) and Polyarylethersulfone (PES)naninoNo ratings yet
- Polyacetal (POM) : PropertiesDocument4 pagesPolyacetal (POM) : PropertiesnaninoNo ratings yet
- Polystyrene (PS) : Technical University of Gabrovo - Milena KolevaDocument6 pagesPolystyrene (PS) : Technical University of Gabrovo - Milena KolevananinoNo ratings yet
- Polycarbonate (PC) : PropertiesDocument3 pagesPolycarbonate (PC) : PropertiesnaninoNo ratings yet
- Plastics PPDocument6 pagesPlastics PPnaninoNo ratings yet
- Polyamides (PA) : GeneralDocument5 pagesPolyamides (PA) : GeneralnaninoNo ratings yet
- SpaceClaim2010 SP0 UsersGuideDocument536 pagesSpaceClaim2010 SP0 UsersGuidenaninoNo ratings yet
- Polyethylene (Polyethene) (PE) : GeneralDocument8 pagesPolyethylene (Polyethene) (PE) : GeneralnaninoNo ratings yet
- Runner and Gating Design Handbook: John Philip BeaumontDocument9 pagesRunner and Gating Design Handbook: John Philip BeaumontnaninoNo ratings yet
- Thermoplastic Polyesters: Polyethyleneterephthalate (PET) and Polybutyleneterephthalate (PBT)Document4 pagesThermoplastic Polyesters: Polyethyleneterephthalate (PET) and Polybutyleneterephthalate (PBT)naninoNo ratings yet
- Adding CAM Attributes For Shop Documentation in The PostDocument9 pagesAdding CAM Attributes For Shop Documentation in The PostnaninoNo ratings yet
- Nigraphics: Student Guide November 2003 MT13010 - Unigraphics NX 2Document476 pagesNigraphics: Student Guide November 2003 MT13010 - Unigraphics NX 2naninoNo ratings yet
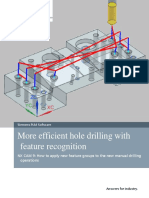
- Manual Drilling OperationDocument13 pagesManual Drilling OperationnaninoNo ratings yet
- T-Cutter Tracking PointsDocument8 pagesT-Cutter Tracking PointsnaninoNo ratings yet
- Multi Blade (Turbomachinery) MillingDocument5 pagesMulti Blade (Turbomachinery) MillingnaninoNo ratings yet
- Drill Point Length and Core DrillDocument8 pagesDrill Point Length and Core DrillnaninoNo ratings yet
- Boundary Selection and Gap ClosingDocument17 pagesBoundary Selection and Gap ClosingnaninoNo ratings yet
- Speeds & Feeds: Drilling & Reaming Surface Feet Per Minute (SFM)Document6 pagesSpeeds & Feeds: Drilling & Reaming Surface Feet Per Minute (SFM)naninoNo ratings yet
- Biederman I Perceptual Pleasure and The Brain A Novel Theory Explains Why The Brain Craves Information and Seeks It Through The SensesDocument10 pagesBiederman I Perceptual Pleasure and The Brain A Novel Theory Explains Why The Brain Craves Information and Seeks It Through The SensesKwong Gueng ToNo ratings yet
- A Guide For Commercial Importers: Importing Into The United StatesDocument199 pagesA Guide For Commercial Importers: Importing Into The United Statescpears56No ratings yet
- Vikoflex-7170 - Epoxided Soyabean OilDocument3 pagesVikoflex-7170 - Epoxided Soyabean Oilsriatul2006No ratings yet
- Controversy About Mabini's Paralysis: ShrinesDocument2 pagesControversy About Mabini's Paralysis: ShrinesDarry BlanciaNo ratings yet
- Gold Standard GuidelinesDocument16 pagesGold Standard GuidelinesCaio LeônidasNo ratings yet
- Safety Data Sheet: HI 7071 Reference Electrolyte For PH and Redox ElectrodesDocument3 pagesSafety Data Sheet: HI 7071 Reference Electrolyte For PH and Redox ElectrodesMagaly RojasNo ratings yet
- DEVIANT BEHAVIOR - SocpsychDocument16 pagesDEVIANT BEHAVIOR - SocpsychChristine PeñamanteNo ratings yet
- SC Fact Sheet HP-Oxygen enDocument1 pageSC Fact Sheet HP-Oxygen enTaha OpedNo ratings yet
- 15 User ManualDocument3 pages15 User ManualPablo CzNo ratings yet
- Sa12mirciet9ic PDFDocument108 pagesSa12mirciet9ic PDFBobby BobbersonNo ratings yet
- Full Form of Mobile Related WordsDocument3 pagesFull Form of Mobile Related WordsbmaskingNo ratings yet
- Project Icpna B09Document19 pagesProject Icpna B09JhorsyGonzálesArroyoNo ratings yet
- Kinesio Tape in Paediatric Physiotherapy A Content Analysis of Practitioner ExperienceDocument9 pagesKinesio Tape in Paediatric Physiotherapy A Content Analysis of Practitioner ExperienceEemaNo ratings yet
- Geophysical Investigation and Geochemical Study of Sediment Along The Coastal Area in Kota Belud Sabah, MalaysiaDocument10 pagesGeophysical Investigation and Geochemical Study of Sediment Along The Coastal Area in Kota Belud Sabah, MalaysiaLing Sin YiNo ratings yet
- Indigenous People WorksheetDocument4 pagesIndigenous People WorksheettimotheebraasNo ratings yet
- 3 Module Two Lesson Three Guided NotesDocument4 pages3 Module Two Lesson Three Guided NotesJoelle MatarNo ratings yet
- Aashto T 248 - Reducing Samples of Aggregates To Testing SizeDocument4 pagesAashto T 248 - Reducing Samples of Aggregates To Testing SizeAldrin SantosNo ratings yet
- Extract Pages From 373422607-1-Print-Microsystems-AcupunctureDocument11 pagesExtract Pages From 373422607-1-Print-Microsystems-AcupunctureHenrique CaldasNo ratings yet
- Mental Defense MechanismsDocument2 pagesMental Defense Mechanismsjava_biscocho1229100% (2)
- Rupesh Dwivedi Final - 2Document97 pagesRupesh Dwivedi Final - 2sauravv7No ratings yet
- SAMAP 15 ProceedingsDocument84 pagesSAMAP 15 ProceedingsOm Parkash SharmaNo ratings yet
- Essay - Nuclear EnergyDocument4 pagesEssay - Nuclear EnergyPARUL DIWANNo ratings yet
- Cuaderno de Actividades: Programa Nacional de InglésDocument5 pagesCuaderno de Actividades: Programa Nacional de InglésIselina RNo ratings yet
- Gigazyme X Tra: Our PlusDocument2 pagesGigazyme X Tra: Our PlusHemant Singh100% (1)
- Para Jumble PDF Set 1Document25 pagesPara Jumble PDF Set 1RajuNo ratings yet
- Acetone Design ReviewDocument66 pagesAcetone Design ReviewEmmanuelNo ratings yet
- DLL On The Nerve Cell (Kimberly Manahan)Document3 pagesDLL On The Nerve Cell (Kimberly Manahan)Silver RitzNo ratings yet