Download as docx, pdf, or txt
You might also like
- DSU 22317 PracticalDocument31 pagesDSU 22317 PracticalCo2I 36Rohini ShewalkarNo ratings yet
- Bolt Torquing and Tensioning Procedure KHLDocument26 pagesBolt Torquing and Tensioning Procedure KHLHazieqah Kahil100% (1)
- Hydro TestDocument22 pagesHydro TestPramod GrNo ratings yet
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument23 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidi0% (1)
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- C 029219 CCC 0840 DW SAN 0006 - 2 - As BuiltDocument1 pageC 029219 CCC 0840 DW SAN 0006 - 2 - As BuiltAngelo MatusNo ratings yet
- Indra: Purchasing PlanDocument11 pagesIndra: Purchasing PlanWak IpinNo ratings yet
- P6012MAB-111-51-4-T300 - O2 - (Rigging SketchFOR OFFLOADING AIR FAN COOLER F.FAN-111-101 A-H (Unit 111) )Document21 pagesP6012MAB-111-51-4-T300 - O2 - (Rigging SketchFOR OFFLOADING AIR FAN COOLER F.FAN-111-101 A-H (Unit 111) )Vasilica BArbarasaNo ratings yet
- MMS Panel-P-0412Document11 pagesMMS Panel-P-0412yogesh lohotNo ratings yet
- Hydrostatic Test Procedure For Ug Non-Metallic Piping SystemDocument16 pagesHydrostatic Test Procedure For Ug Non-Metallic Piping Systemabrayalam100% (1)
- TBL 31 E QH EH01 CP 001 en 0 Startup and Commissioning Procedures Auxiliary BoilerDocument128 pagesTBL 31 E QH EH01 CP 001 en 0 Startup and Commissioning Procedures Auxiliary Boileryazid manurungNo ratings yet
- Method Statement With Job Safety Analysis Tank Instrumentation Work & Integration (Final) (07!08!2019)Document56 pagesMethod Statement With Job Safety Analysis Tank Instrumentation Work & Integration (Final) (07!08!2019)Pradip PaulNo ratings yet
- CGC-41906-PN-SP-009 Rev.BDocument13 pagesCGC-41906-PN-SP-009 Rev.BbabuNo ratings yet
- PGTB-CIV-SPC-003 - Civil Specification For Concrete Design and Material Rev.0Document31 pagesPGTB-CIV-SPC-003 - Civil Specification For Concrete Design and Material Rev.0Trian Desta RizalNo ratings yet
- Fifth Transmission Pipeline Project Phase 2: PTT Public Company LimitedDocument3 pagesFifth Transmission Pipeline Project Phase 2: PTT Public Company LimitedTomhang No HangNo ratings yet
- Attach-1 LPP-40-A06-BR-201-R Basic Engineering Design For Coal Shed Steel StructureDocument54 pagesAttach-1 LPP-40-A06-BR-201-R Basic Engineering Design For Coal Shed Steel StructureAnh KyNo ratings yet
- Roof Weld TestDocument14 pagesRoof Weld TestPramod GrNo ratings yet
- Bolt Torquing and Tensioning Procedure - S-000-3160-0002V - F2Document28 pagesBolt Torquing and Tensioning Procedure - S-000-3160-0002V - F2abrayalamNo ratings yet
- Tank Fabrication & ErectionDocument72 pagesTank Fabrication & ErectionPramod GrNo ratings yet
- 1210789-LST-010 Instrument List 01-04-2024Document30 pages1210789-LST-010 Instrument List 01-04-2024MarcoNo ratings yet
- PIPING WORKS Gross Leak Test (PTJ-Lub-Growth II-COM-0010) Rev.0Document10 pagesPIPING WORKS Gross Leak Test (PTJ-Lub-Growth II-COM-0010) Rev.0Ahmed Al SharabasyNo ratings yet
- Bolt Stud Weld Procedure - R0Document15 pagesBolt Stud Weld Procedure - R0Ganjar Dreadlocks Nugraha100% (1)
- 1586-TB. KSA 132 (Tank Calibration Report)Document76 pages1586-TB. KSA 132 (Tank Calibration Report)Muhammad PasyaNo ratings yet
- KPP 000 Xa96 700 ADocument246 pagesKPP 000 Xa96 700 ARamesh-NairNo ratings yet
- 15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)Document22 pages15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)sudokuNo ratings yet
- KPP 000 Xa96 701 ADocument128 pagesKPP 000 Xa96 701 ARamesh-NairNo ratings yet
- Engineer'S Sticker Contractor'S Sticker: 22SWCG00061Document15 pagesEngineer'S Sticker Contractor'S Sticker: 22SWCG00061احمد شوقي عمارNo ratings yet
- Material Approval Submission: Jazz City KulimDocument13 pagesMaterial Approval Submission: Jazz City KulimMuhamad Yazid Bin Md YatinNo ratings yet
- GS-266-MOS-Installation of Method Statement For Installation, Termination & Testing of LV MV, Cables &Wires-REV00Document13 pagesGS-266-MOS-Installation of Method Statement For Installation, Termination & Testing of LV MV, Cables &Wires-REV00Zubair Ahmed KhaskheliNo ratings yet
- Kalselteng 2 CFSPP (2 X 100Mw) : Pt. Tekniko HEC Pt. PLNDocument12 pagesKalselteng 2 CFSPP (2 X 100Mw) : Pt. Tekniko HEC Pt. PLNRangga GautamaNo ratings yet
- Onshore Weighing Procedure: Project Name: Tapti Decommissioning ProjectDocument32 pagesOnshore Weighing Procedure: Project Name: Tapti Decommissioning ProjectRohit KambleNo ratings yet
- LISTA DE DESCARGA MN MELBE V325SxlsF-EUR-08-002 (VISITA)Document8 pagesLISTA DE DESCARGA MN MELBE V325SxlsF-EUR-08-002 (VISITA)Nathan Alexander MillánNo ratings yet
- Method Statement Instrument Loop Checking QA 00 057 B PDFDocument10 pagesMethod Statement Instrument Loop Checking QA 00 057 B PDFChristianNo ratings yet
- Terp AsiaDocument4 pagesTerp AsiaPolAngelesNo ratings yet
- 6143-MS-CU-427 - Rev-00 - MS For Ground Improvement Procedure Rev.0Document7 pages6143-MS-CU-427 - Rev-00 - MS For Ground Improvement Procedure Rev.0Muhammad AfrasiyabNo ratings yet
- List of Top 100 Stockholders (Common Shares) As of September 30 2022Document11 pagesList of Top 100 Stockholders (Common Shares) As of September 30 2022jadecaoimhefkNo ratings yet
- CI-G08-DP-0304 Rev 00Document23 pagesCI-G08-DP-0304 Rev 00Bashir AlamNo ratings yet
- e DW 1008 - c3 - Pjoe Detail DWG Ups DB and LcsDocument20 pagese DW 1008 - c3 - Pjoe Detail DWG Ups DB and LcsprojectNo ratings yet
- Res Tr-2925-Method Statement For Piping Tie in Tank 3 AreaDocument29 pagesRes Tr-2925-Method Statement For Piping Tie in Tank 3 AreaKhouloud Hadj SassiNo ratings yet
- 2020-4075 HCT6 C-Con R100 23-24Document1 page2020-4075 HCT6 C-Con R100 23-24abrar4012No ratings yet
- Report Inspection Release - Q3710-E-Int-Pi-Rir-9001-001Document2 pagesReport Inspection Release - Q3710-E-Int-Pi-Rir-9001-001Brahim HousniNo ratings yet
- API Data Sheet - Wet Crude Storage TankDocument10 pagesAPI Data Sheet - Wet Crude Storage TankNatarajan RavisankarNo ratings yet
- Procedure For Reinstatement For North Rock BermDocument16 pagesProcedure For Reinstatement For North Rock BermBhargav BbvsNo ratings yet
- Method Statement With Jsa For Piping Work (Rev 1) (28!08!2019)Document55 pagesMethod Statement With Jsa For Piping Work (Rev 1) (28!08!2019)Pradip PaulNo ratings yet
- 5P12P01 Interconnection Diagrams: Ecocementos SAS TORRE, Rio Claro, Colombia CONTRACT NO. 16-20109Document359 pages5P12P01 Interconnection Diagrams: Ecocementos SAS TORRE, Rio Claro, Colombia CONTRACT NO. 16-20109VIJAVARHOTMAILCOMNo ratings yet
- 0000 A0 060 Cal 0001Document418 pages0000 A0 060 Cal 0001vignesh558855No ratings yet
- Method Statement With Jsa For Pipeline Tie in (Final) (10-07-2019)Document29 pagesMethod Statement With Jsa For Pipeline Tie in (Final) (10-07-2019)Pradip PaulNo ratings yet
- MIP16 - HSE - PP - 002 Contractor Site Safety Program (CSSP) - 2023 Rev 06Document221 pagesMIP16 - HSE - PP - 002 Contractor Site Safety Program (CSSP) - 2023 Rev 06Riaz Ali Khan BangashNo ratings yet
- DGS-664-0-KT07-492749 Rev00 HSE PLANDocument77 pagesDGS-664-0-KT07-492749 Rev00 HSE PLANManu SerrainNo ratings yet
- Wiring DiagramDocument94 pagesWiring DiagramAshiqur Rahman ZituNo ratings yet
- SC007-22 JMS RIM 225 Rev.1Document2 pagesSC007-22 JMS RIM 225 Rev.1suljosaninNo ratings yet
- BusductMat.9500 WGEL S003 ISGP U83000 ZV C04 40570 014 1Document3 pagesBusductMat.9500 WGEL S003 ISGP U83000 ZV C04 40570 014 1ahmed adnanNo ratings yet
- A m1050 - 00 Boiler Start Up ProcedureDocument88 pagesA m1050 - 00 Boiler Start Up ProceduregamalNo ratings yet
- S41 SR 4122 0001 A0105 001 - 1Document19 pagesS41 SR 4122 0001 A0105 001 - 1abinasnayakNo ratings yet
- Vendor Civil All 4 PDFDocument320 pagesVendor Civil All 4 PDFShashishekhar ChaturvediNo ratings yet
- KPP 000 Xa96 702 ADocument39 pagesKPP 000 Xa96 702 ARamesh-NairNo ratings yet
- Visual Inspection ReportDocument5 pagesVisual Inspection ReportHanuman RaoNo ratings yet
- OD MS NJBP 03 Rev.0.Concrete WorkDocument13 pagesOD MS NJBP 03 Rev.0.Concrete WorkMuhammad zamanNo ratings yet
- Dirty Containers: A Measurement and Cost Estimation Approach of Atmospheric Pollution in Hong KongFrom EverandDirty Containers: A Measurement and Cost Estimation Approach of Atmospheric Pollution in Hong KongNo ratings yet
- Container Port Performance Index 2022: A Comparable Assessment of Performance Based on Vessel Time in PortFrom EverandContainer Port Performance Index 2022: A Comparable Assessment of Performance Based on Vessel Time in PortNo ratings yet
- Prometric Pro User GuideDocument24 pagesPrometric Pro User GuideNithin GNo ratings yet
- Table HAwN6XR0ckCMdZHZMUVAWQacCDocument150 pagesTable HAwN6XR0ckCMdZHZMUVAWQacCNithin GNo ratings yet
- Pivot MasterDocument2 pagesPivot MasterNithin GNo ratings yet
- Kerala Panchayat Raj (Burial and Burning Grounds) Rules, 1998Document7 pagesKerala Panchayat Raj (Burial and Burning Grounds) Rules, 1998Nithin GNo ratings yet
- Tuv Rheinland Reference Case Advanced NDT Refinery enDocument2 pagesTuv Rheinland Reference Case Advanced NDT Refinery enNithin GNo ratings yet
- Abj 89 103778 Ba 6070 00035 0000 01Document22 pagesAbj 89 103778 Ba 6070 00035 0000 01Nithin GNo ratings yet
- 09 - Bank Account Form - PDF File (1)Document1 page09 - Bank Account Form - PDF File (1)Nithin GNo ratings yet
- SSFD - DSS Piping Action Tracker - 100522 (PQR)Document14 pagesSSFD - DSS Piping Action Tracker - 100522 (PQR)Nithin GNo ratings yet
- What Is Meridium APMDocument257 pagesWhat Is Meridium APMNithin G100% (1)
- Testing DetialsDocument7 pagesTesting DetialsNithin GNo ratings yet
- Abj 89 103778 Ba 6070 00024 0000 01Document16 pagesAbj 89 103778 Ba 6070 00024 0000 01Nithin GNo ratings yet
- DPR 08 08 2021 Piping BisatDocument683 pagesDPR 08 08 2021 Piping BisatNithin GNo ratings yet
- Dry Procedure After Hydrotest/ Pigging / Steaming of Piping and EquipmentDocument1 pageDry Procedure After Hydrotest/ Pigging / Steaming of Piping and EquipmentNithin GNo ratings yet
- UntitledDocument5 pagesUntitledNithin GNo ratings yet
- Isi Insp 5 4 A6 DNV Inspection CVDocument3 pagesIsi Insp 5 4 A6 DNV Inspection CVNithin GNo ratings yet
- Isi Insp 5 4 A6 DNV Inspection CVDocument4 pagesIsi Insp 5 4 A6 DNV Inspection CVNithin GNo ratings yet
- 02 ChanthavilaDocument3 pages02 ChanthavilaNithin GNo ratings yet
- Spesifikasi Teknis Pengadaan Peralatan Laboratorium: Direktorat Jenderal Perikanan BudidayaDocument6 pagesSpesifikasi Teknis Pengadaan Peralatan Laboratorium: Direktorat Jenderal Perikanan BudidayaSanabil CitraNo ratings yet
- FILE 20220107 222239 Solutions - IGO-2021Document36 pagesFILE 20220107 222239 Solutions - IGO-2021Nhân DuyNo ratings yet
- Multilateral Technology Level 4 UISDocument62 pagesMultilateral Technology Level 4 UISSebastian Otalora BarriosNo ratings yet
- IPP-I As Per Generic CurriculumDocument380 pagesIPP-I As Per Generic CurriculumamarnesredinNo ratings yet
- Casting DefectsDocument20 pagesCasting Defectskk11091079No ratings yet
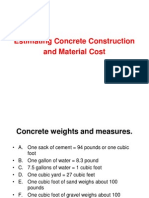
- Estimating Concrete Material Fuller MethodDocument17 pagesEstimating Concrete Material Fuller MethodOliver BrownNo ratings yet
- Chapter 2Document50 pagesChapter 2mopliqNo ratings yet
- Tenaris Conn2 PDFDocument28 pagesTenaris Conn2 PDFDanielNo ratings yet
- LogDocument17 pagesLogErlangga KukuhNo ratings yet
- Lab Report 2: Digital Logic Design LabDocument5 pagesLab Report 2: Digital Logic Design LabRaja SaadNo ratings yet
- BPG N PlatformDocument50 pagesBPG N PlatformHitesh RahangdaleNo ratings yet
- Method Development and Validation For The Estimation of Metronidazole in Tablet Dosage Form by UV Spectroscopy and Derivative SpectrosDocument5 pagesMethod Development and Validation For The Estimation of Metronidazole in Tablet Dosage Form by UV Spectroscopy and Derivative SpectrosSriram NagarajanNo ratings yet
- Mineralisation of DevelopmentallyDocument5 pagesMineralisation of DevelopmentallyRiad BachoNo ratings yet
- Tractor Hitch ControlDocument9 pagesTractor Hitch ControlventsymNo ratings yet
- DevOps Pre-Requisites-as PDFDocument268 pagesDevOps Pre-Requisites-as PDFpuramganeshNo ratings yet
- TC78H660FTG/FNG Usage ConsiderationsDocument21 pagesTC78H660FTG/FNG Usage ConsiderationsrfidguysNo ratings yet
- Improving The Performance and Bandwidth EfficiencyDocument12 pagesImproving The Performance and Bandwidth EfficiencyalexNo ratings yet
- General AnesthesiaDocument2 pagesGeneral AnesthesiadhaineyNo ratings yet
- Levo Tablets USPDocument2 pagesLevo Tablets USPNikhil Sindhav100% (3)
- Travelpilot Rns 3: Installation InstructionsDocument8 pagesTravelpilot Rns 3: Installation InstructionsEttoreNo ratings yet
- DS1200Document7 pagesDS1200naseerNo ratings yet
- ArticulatorsDocument73 pagesArticulatorsharshiniNo ratings yet
- Pengaruh Pelatihan Dan Lingkungan Kerja Terhadap Kinerja KaryawanDocument10 pagesPengaruh Pelatihan Dan Lingkungan Kerja Terhadap Kinerja KaryawanferdiantiNo ratings yet
- Quakecore Opensees Training Workshop 2017: Geotechnical Analysis in OpenseesDocument70 pagesQuakecore Opensees Training Workshop 2017: Geotechnical Analysis in OpenseesTariq MahmoodNo ratings yet
- Triangle Inequality Theorem WorksheetDocument1 pageTriangle Inequality Theorem WorksheetAleczander EstrebilloNo ratings yet
- I. Absolute Value Functions: Math 150 - Topic 2 Piecewise-Defined FunctionsDocument6 pagesI. Absolute Value Functions: Math 150 - Topic 2 Piecewise-Defined Functionsrohitrgt4uNo ratings yet
- NOTES (2023-2024) Subject: Physics Lab Manual Class: Xii Sec: A Experiment No:3 - Concave MirrorDocument5 pagesNOTES (2023-2024) Subject: Physics Lab Manual Class: Xii Sec: A Experiment No:3 - Concave MirrorKing of KingsNo ratings yet
- Database Fundamentals by Theophilus EdetDocument230 pagesDatabase Fundamentals by Theophilus EdetSebastian A. Montanchez SaldarriagaNo ratings yet
- Econ 102 Chapter 3 - PreferencesDocument8 pagesEcon 102 Chapter 3 - PreferencesChantal Sue PalerNo ratings yet