Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- DarkSun Atlas The World of AthasDocument1 pageDarkSun Atlas The World of AthasMorkizga100% (2)
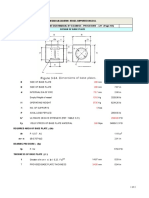
- Leg Support Calculation PDFDocument2 pagesLeg Support Calculation PDFSanjay MoreNo ratings yet
- Longo RobertsDocument58 pagesLongo RobertsMorkizgaNo ratings yet
- Gps 1Document14 pagesGps 1MorkizgaNo ratings yet
- US8710171High-purity Diphenyl Sulphone (DPS), Its Preparation and The Purposes For Being Used To Prepare Poly - (Aryl Ether Ketones)Document21 pagesUS8710171High-purity Diphenyl Sulphone (DPS), Its Preparation and The Purposes For Being Used To Prepare Poly - (Aryl Ether Ketones)MorkizgaNo ratings yet
- TAG - Judges - Screen ReducedDocument2 pagesTAG - Judges - Screen ReducedMorkizgaNo ratings yet
- Lewis Super-Acid Catalyzed Cyclizations - A New Route To Fragrance Compounds - PubMedDocument2 pagesLewis Super-Acid Catalyzed Cyclizations - A New Route To Fragrance Compounds - PubMedMorkizgaNo ratings yet
- ImplosionDocument4 pagesImplosionMorkizgaNo ratings yet
- Classical Molding Vs Reactive Molding Page 4-5 StartDocument28 pagesClassical Molding Vs Reactive Molding Page 4-5 StartMorkizgaNo ratings yet
- CN104629254B - A Kind of Manufacture Method of Continuous Lod Polyether-Ether-Ketone Composite Material Prepreg Tape and Equipment - Google PateDocument8 pagesCN104629254B - A Kind of Manufacture Method of Continuous Lod Polyether-Ether-Ketone Composite Material Prepreg Tape and Equipment - Google PateMorkizgaNo ratings yet
- Gold (I) - Catalyzed Tandem Cyclization Approach To Tetracyclic Indolines - PubMedDocument1 pageGold (I) - Catalyzed Tandem Cyclization Approach To Tetracyclic Indolines - PubMedMorkizgaNo ratings yet
- US4882397Document19 pagesUS4882397MorkizgaNo ratings yet
- 7,034,187 Reaction of PEEK Explained Pros & ConsDocument29 pages7,034,187 Reaction of PEEK Explained Pros & ConsMorkizgaNo ratings yet
- Out-Of-Autoclave Prepregs - Hype or RevolutionDocument8 pagesOut-Of-Autoclave Prepregs - Hype or RevolutionMorkizgaNo ratings yet
- US8969504Document14 pagesUS8969504MorkizgaNo ratings yet
- Fallout CompendioumDocument276 pagesFallout CompendioumMorkizga100% (1)
- New Lightweight Material Is Stronger Than Steel - MIT News - Massachusetts Institute of TechnologyDocument5 pagesNew Lightweight Material Is Stronger Than Steel - MIT News - Massachusetts Institute of TechnologyMorkizgaNo ratings yet
- Fantasy Bestiary 1Document31 pagesFantasy Bestiary 1MorkizgaNo ratings yet
- Kepstan® PEKK Polymer RangeDocument4 pagesKepstan® PEKK Polymer RangeMorkizgaNo ratings yet
- Dark Sun Grand Compendium - Volume 1 - Atlas of AthasDocument258 pagesDark Sun Grand Compendium - Volume 1 - Atlas of AthasMorkizga100% (1)
- Action Check 1Document16 pagesAction Check 1MorkizgaNo ratings yet
- 3D Printing Ultra-High Performance Polymers - Why PEKK Is The Ultimate ChoiceDocument3 pages3D Printing Ultra-High Performance Polymers - Why PEKK Is The Ultimate ChoiceMorkizgaNo ratings yet
- I Want To Say Two Words To You - "Thermoplastic Tapes"Document7 pagesI Want To Say Two Words To You - "Thermoplastic Tapes"MorkizgaNo ratings yet
- Cinematic Science-Fiction Roleplaying Game Skill-Based Resolution System-No ClassesDocument290 pagesCinematic Science-Fiction Roleplaying Game Skill-Based Resolution System-No ClassesMorkizgaNo ratings yet
- Alternative Fastplay Manual For Dune (D10) RPG: (Version: 1.0)Document10 pagesAlternative Fastplay Manual For Dune (D10) RPG: (Version: 1.0)MorkizgaNo ratings yet
- Book 5, Chapter 5, Part 1: Power Control: Ranks 4, 8, & 12 - Greater Extension: at The IndicatedDocument5 pagesBook 5, Chapter 5, Part 1: Power Control: Ranks 4, 8, & 12 - Greater Extension: at The IndicatedMorkizgaNo ratings yet
- Chapter 8 - Psychoportive Powers: Equipoise and Ego-Mind Blank Skills. in Both Cases, The PlayerDocument24 pagesChapter 8 - Psychoportive Powers: Equipoise and Ego-Mind Blank Skills. in Both Cases, The PlayerMorkizgaNo ratings yet
- Last Resort 06Document33 pagesLast Resort 06Morkizga100% (1)
- C 1, P 2: C R: Hapter ART Haracter AcesDocument35 pagesC 1, P 2: C R: Hapter ART Haracter AcesMorkizgaNo ratings yet
- Basic Presentation SkillsDocument20 pagesBasic Presentation Skills11Rula SabithaTB100% (1)
- BDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPDocument2 pagesBDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPluis manuelNo ratings yet
- Costing By-Product and Joint ProductsDocument36 pagesCosting By-Product and Joint ProductseltantiNo ratings yet
- Ciclo Di Verniciatura: Proprieta' Tecniche Vedi Schede Tecniche AllegateDocument1 pageCiclo Di Verniciatura: Proprieta' Tecniche Vedi Schede Tecniche AllegateMaffone NumerounoNo ratings yet
- Gear Trains: 8.1. Angular Velocity RatioDocument16 pagesGear Trains: 8.1. Angular Velocity RatioaddisudagneNo ratings yet
- Regulator InfoDocument6 pagesRegulator InfoAguilar AlexNo ratings yet
- Cacio e Pepe Pizza by Chef Uditi: Makes 4-5 Pizzas, About 250 GR Each Ingredients: For The Pizza DoughDocument1 pageCacio e Pepe Pizza by Chef Uditi: Makes 4-5 Pizzas, About 250 GR Each Ingredients: For The Pizza DoughPablo NameNo ratings yet
- WATERGUARD 45 (Acrylic Waterproofing Coating)Document3 pagesWATERGUARD 45 (Acrylic Waterproofing Coating)Santosh Kumar PatnaikNo ratings yet
- Final Firefly Reading & Writing AnswerDocument70 pagesFinal Firefly Reading & Writing AnswerVamshidhar ReddyNo ratings yet
- Describe Physical and Chemical Change OperationallyDocument2 pagesDescribe Physical and Chemical Change OperationallyMaria Anna GraciaNo ratings yet
- Unit I-Cloud ComputingDocument29 pagesUnit I-Cloud ComputingAR OFFICIALNo ratings yet
- MEP MyanmarDocument27 pagesMEP Myanmarempty87No ratings yet
- Lecture 7 - Synchronous Generators 7 PDFDocument28 pagesLecture 7 - Synchronous Generators 7 PDFDorwinNeroNo ratings yet
- Urinalysis - Fatin AinaDocument14 pagesUrinalysis - Fatin AinaAl- ImanuddinNo ratings yet
- Contoh Form Rko Obat PRB Per ApotekDocument19 pagesContoh Form Rko Obat PRB Per ApoteksaddamNo ratings yet
- Cobra XRS9690Document45 pagesCobra XRS9690marwan71No ratings yet
- Wind EnergyDocument6 pagesWind EnergyRajat DubeyNo ratings yet
- LAB 2 - Running Speed (Method 2) OEL 1Document3 pagesLAB 2 - Running Speed (Method 2) OEL 1ZULFAQAR BIN MOHAMMAD NIZAMNo ratings yet
- Gennady Nesis, Leonid Shulman, Malcolm Gesthuysen - Tactics in The King's IndianDocument130 pagesGennady Nesis, Leonid Shulman, Malcolm Gesthuysen - Tactics in The King's Indiancodonauta100% (1)
- Safety Data SheetDocument5 pagesSafety Data SheetAkshay SomaniNo ratings yet
- Bigbang PDFDocument772 pagesBigbang PDFLeanne Haddock100% (1)
- Carbon Capture Corrosion Current Practice 2023Document12 pagesCarbon Capture Corrosion Current Practice 2023Wayne MonneryNo ratings yet
- AAB2000C1Document11 pagesAAB2000C1marcos morillo0% (1)
- Combustion Engineering, Heat Transfer, Refrigeration Engineering, & Air ConditioningDocument17 pagesCombustion Engineering, Heat Transfer, Refrigeration Engineering, & Air ConditioningNicole Mae AllosadaNo ratings yet
- SCM and TQM: by Junaid ShaheedDocument8 pagesSCM and TQM: by Junaid ShaheedjunaidsNo ratings yet
- 4 Poisonous & Venomous AnimalsDocument47 pages4 Poisonous & Venomous AnimalsAnyi Yulieth AMPUDIA MURILLONo ratings yet
- (HMI-LP-RT30 + R131-A - User Manual) A06 - ENDocument110 pages(HMI-LP-RT30 + R131-A - User Manual) A06 - ENrehanNo ratings yet
- 11 Chemistry Module 2Document19 pages11 Chemistry Module 2SpongeBob SquarePants Fidget ToysNo ratings yet
- TapingDocument3 pagesTapingEdeza MatarumNo ratings yet