Download as pdf or txt
You might also like
- BS en 62353-2014 - (2020-05-18 - 09-25-35 Am)Document66 pagesBS en 62353-2014 - (2020-05-18 - 09-25-35 Am)Haran Pragalath100% (4)
- Huawei APE4518R20v06Document3 pagesHuawei APE4518R20v06Marcelo Hernan LaurettiNo ratings yet
- He Effect of AC (Alternating Current) and DC (Direct Current) On Bend Testing Results of Low Carbon Steel Welding JointsDocument6 pagesHe Effect of AC (Alternating Current) and DC (Direct Current) On Bend Testing Results of Low Carbon Steel Welding JointsIwankNo ratings yet
- Optimization of The Resistance Spot Welding ProcesDocument11 pagesOptimization of The Resistance Spot Welding ProcesMohamed FathyNo ratings yet
- The Effect of Electrical Current Strength and DCEN Polarity On SMAW Welding Results in Butt Joint Position 1G (OK)Document9 pagesThe Effect of Electrical Current Strength and DCEN Polarity On SMAW Welding Results in Butt Joint Position 1G (OK)Rafi ZhaffNo ratings yet
- Design and Fabrication of Portable SpotDocument4 pagesDesign and Fabrication of Portable Spotkimtuan835958549964No ratings yet
- Influence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesDocument4 pagesInfluence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesMoin ANo ratings yet
- Experiment On Optimization of Robot Welding Process ParametersDocument4 pagesExperiment On Optimization of Robot Welding Process ParametersRaj SoniNo ratings yet
- Research Paper On Spot WeldingDocument5 pagesResearch Paper On Spot Weldingkpyjdfhkf100% (1)
- Cracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Document11 pagesCracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Andrea CalderaNo ratings yet
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocument5 pagesThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNo ratings yet
- Effect Variations and Types of Smaw Welding ElectrDocument7 pagesEffect Variations and Types of Smaw Welding Electrsarim ALINo ratings yet
- Orbital Welding Research PaperDocument7 pagesOrbital Welding Research Paperaflbskzqa100% (1)
- 10 5923 J Materials 20190901 03Document7 pages10 5923 J Materials 20190901 03destaeyasu67No ratings yet
- Jurnal Carbon Medium StellDocument7 pagesJurnal Carbon Medium StellMuizz AbdullahNo ratings yet
- Optimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodDocument4 pagesOptimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodrichadNo ratings yet
- Experimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelDocument19 pagesExperimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelSk ShankarNo ratings yet
- The Effect of Variation of Welding Camp On The STRDocument9 pagesThe Effect of Variation of Welding Camp On The STRHadera BerheNo ratings yet
- Development of Regression Models and Optimization of FCAW Process Parameter of 2205 Duplex Stainless SteelDocument6 pagesDevelopment of Regression Models and Optimization of FCAW Process Parameter of 2205 Duplex Stainless SteelEder SamaniegoNo ratings yet
- JSP1265SSWPAPERFeb O9Document19 pagesJSP1265SSWPAPERFeb O9Hussain AlsaadyNo ratings yet
- ÖDEV Materials-12-01108Document16 pagesÖDEV Materials-12-01108Serkan APAYNo ratings yet
- Materials and Design: Jiamin Sun, Xiaozhan Liu, Yangang Tong, Dean DengDocument12 pagesMaterials and Design: Jiamin Sun, Xiaozhan Liu, Yangang Tong, Dean DengBosco BeloNo ratings yet
- Effect of Welding Sequence and Welding C-79866232Document10 pagesEffect of Welding Sequence and Welding C-79866232Kassahun FerdaNo ratings yet
- Journal of Advanced Joining Processes: Titus Bitek Watmon, Catherine Wandera, James AporaDocument10 pagesJournal of Advanced Joining Processes: Titus Bitek Watmon, Catherine Wandera, James AporaJehuda TitaheluNo ratings yet
- Journal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao ZhangDocument12 pagesJournal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao Zhangfara latifaNo ratings yet
- Research Article / Research Project / Literature Review: Title: - Methods of Welding Process .Document22 pagesResearch Article / Research Project / Literature Review: Title: - Methods of Welding Process .Yousef MohamedNo ratings yet
- 18.apem9 4 - 181 186Document7 pages18.apem9 4 - 181 186QwertyNo ratings yet
- Researchpaper Microsegregation Studies On Pulsed Current Gas Tungsten Arc Welding of Alloy C 276Document6 pagesResearchpaper Microsegregation Studies On Pulsed Current Gas Tungsten Arc Welding of Alloy C 276Sayiram GNo ratings yet
- 1 s2.0 S0924013619302304 MainDocument22 pages1 s2.0 S0924013619302304 MainBilay CernaNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Jurnal KEM.948.23 Muslimin, FMDocument10 pagesJurnal KEM.948.23 Muslimin, FMZinsaisal BakriNo ratings yet
- Optimization of Resistance Spot Welding Parameters On Joining Electrogalvanized Steel Using The Taguchi MethodDocument10 pagesOptimization of Resistance Spot Welding Parameters On Joining Electrogalvanized Steel Using The Taguchi MethodM. SukarmanNo ratings yet
- Effect of Arc Welding Current On The Mechanical PRDocument10 pagesEffect of Arc Welding Current On The Mechanical PRBasim Al-bhadleNo ratings yet
- An Investigation On SA 213 Tube To SA 387 Tube Plate With Backing Block Arrangement in Friction Welding ProcessDocument15 pagesAn Investigation On SA 213 Tube To SA 387 Tube Plate With Backing Block Arrangement in Friction Welding ProcessAswini JhaNo ratings yet
- Investigating The Effect of Electrode Preheating in Novel Water-Cooled Advanced Submerged Arc Welding ProcessDocument15 pagesInvestigating The Effect of Electrode Preheating in Novel Water-Cooled Advanced Submerged Arc Welding ProcessTEJENDRA SINGH SINGHALNo ratings yet
- Effects of Some Process Parameters On Weld Bead: A Brief InvestigationDocument8 pagesEffects of Some Process Parameters On Weld Bead: A Brief InvestigationkunjNo ratings yet
- Welding Research Papers PDFDocument4 pagesWelding Research Papers PDFqosryjvnd100% (1)
- Spot Welding Research PaperDocument4 pagesSpot Welding Research Paperuzypvhhkf100% (1)
- MSF 1029 15Mei2021MF1Document10 pagesMSF 1029 15Mei2021MF1rheyneillborasNo ratings yet
- Mig Welding Research PaperDocument4 pagesMig Welding Research Papers0l1nawymym3100% (1)
- 1 s2.0 S2352854019300075 MainDocument7 pages1 s2.0 S2352854019300075 Mainmanjumv27No ratings yet
- Journal Pre-Proof: Journal of Pipeline Science and EngineeringDocument24 pagesJournal Pre-Proof: Journal of Pipeline Science and EngineeringzhuhanjiNo ratings yet
- Resistance Welding ThesisDocument5 pagesResistance Welding Thesisdwt3zbkq100% (2)
- 10 17341-Gazimmfd 530292-900259Document16 pages10 17341-Gazimmfd 530292-900259kemal.davutNo ratings yet
- Jurnal SMAW PDFDocument9 pagesJurnal SMAW PDFMuhammad Zuhdi SyihabNo ratings yet
- Related StudiesDocument5 pagesRelated StudiesRichard JoseNo ratings yet
- Experimental Investigation of Resistance Spot Welding of Duplex Stainless SteelDocument5 pagesExperimental Investigation of Resistance Spot Welding of Duplex Stainless SteelM.SoundarrajanNo ratings yet
- Welding DissertationDocument5 pagesWelding DissertationCustomWrittenPapersClarksville100% (1)
- Hardness X20CrMoV12 1Document16 pagesHardness X20CrMoV12 1misapera35No ratings yet
- 2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioDocument16 pages2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioMaher MahmoodNo ratings yet
- AnggeDocument28 pagesAnggeGizelle DueñasNo ratings yet
- MIg Welding PRocessDocument7 pagesMIg Welding PRocesspratul acharyaNo ratings yet
- Study and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyDocument17 pagesStudy and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyIJRASETPublicationsNo ratings yet
- SynopsisDocument9 pagesSynopsisSai SrinivasNo ratings yet
- Eperimental Investigation of Effects of Welding Current and Elektrode AngleDocument3 pagesEperimental Investigation of Effects of Welding Current and Elektrode AngleMuizz AbdullahNo ratings yet
- Spot WeldingDocument39 pagesSpot WeldingchandraNo ratings yet
- Effect of Tib2 Particle Size On Erosion Behavior of Ag-4Wt% Tib2 CompositeDocument7 pagesEffect of Tib2 Particle Size On Erosion Behavior of Ag-4Wt% Tib2 CompositePallavi DeshmukhNo ratings yet
- Experimental Investigations On Formability of Aluminum Tailor Friction Stir Welded Blanks in Deep Drawing ProcessDocument13 pagesExperimental Investigations On Formability of Aluminum Tailor Friction Stir Welded Blanks in Deep Drawing ProcessSURESH KUMAR APNo ratings yet
- Optimizing Tensile Strength of Low-Alloy Steel Joints in Upset WeldingDocument5 pagesOptimizing Tensile Strength of Low-Alloy Steel Joints in Upset Weldingabraham silva hernandezNo ratings yet
- Chiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Document10 pagesChiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Plentys KWNo ratings yet
- Ipc2012 90736Document8 pagesIpc2012 90736Marcelo Varejão CasarinNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- SheetMetal JournalDocument17 pagesSheetMetal JournalSREEJITH S NAIRNo ratings yet
- Journal 11Document16 pagesJournal 11SREEJITH S NAIRNo ratings yet
- Effect of Welding Processes On Mechanical and Microstructural Characteristics of High Strength Low Alloy Naval Grade Steel JointsDocument11 pagesEffect of Welding Processes On Mechanical and Microstructural Characteristics of High Strength Low Alloy Naval Grade Steel JointsSREEJITH S NAIRNo ratings yet
- X-Ray Diffraction JournalDocument9 pagesX-Ray Diffraction JournalSREEJITH S NAIRNo ratings yet
- J Matpr 2021 06 081Document8 pagesJ Matpr 2021 06 081SREEJITH S NAIR100% (1)
- Modules and Packages in PythonDocument24 pagesModules and Packages in PythonSREEJITH S NAIRNo ratings yet
- Question Bank-Problem Solving and Python ProgramDocument13 pagesQuestion Bank-Problem Solving and Python ProgramSREEJITH S NAIRNo ratings yet
- Online Monitoring of Cold Metal Transfer (CMT) Process Using Infrared ThermographyDocument7 pagesOnline Monitoring of Cold Metal Transfer (CMT) Process Using Infrared ThermographySREEJITH S NAIRNo ratings yet
- Python Programming NotesDocument92 pagesPython Programming NotesSREEJITH S NAIRNo ratings yet
- Process Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignDocument9 pagesProcess Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignSREEJITH S NAIRNo ratings yet
- Materials Today: Proceedings: U.S. Patil, M.S. KadamDocument6 pagesMaterials Today: Proceedings: U.S. Patil, M.S. KadamSREEJITH S NAIRNo ratings yet
- PythonDocument25 pagesPythonSREEJITH S NAIRNo ratings yet
- Data Science Notes - TutorialsDuniyaDocument59 pagesData Science Notes - TutorialsDuniyaSREEJITH S NAIRNo ratings yet
- Materials Today: ProceedingsDocument6 pagesMaterials Today: ProceedingsSREEJITH S NAIRNo ratings yet
- Materials Today: Proceedings: C. Veera Ajay, V. VinothDocument7 pagesMaterials Today: Proceedings: C. Veera Ajay, V. VinothSREEJITH S NAIRNo ratings yet
- The Galvanic Effect of High-Strength Weathering Steel Welded Joints and Its Influence On Corrosion ResistanceDocument12 pagesThe Galvanic Effect of High-Strength Weathering Steel Welded Joints and Its Influence On Corrosion ResistanceSREEJITH S NAIRNo ratings yet
- Atmospheric Corrosion of ASTM A-242 and ASTM A-588 Weathering Steels in Different Types of AtmosphereDocument12 pagesAtmospheric Corrosion of ASTM A-242 and ASTM A-588 Weathering Steels in Different Types of AtmosphereSREEJITH S NAIRNo ratings yet
- Elect 09 Method Statement For MCC Modification and RecommissioningDocument7 pagesElect 09 Method Statement For MCC Modification and RecommissioningQwe7 Al-AlNo ratings yet
- Uncertainty in Measurements of Power and Energy On Power NetworksDocument5 pagesUncertainty in Measurements of Power and Energy On Power NetworksGustavo AguayoNo ratings yet
- EENG521 Final Exam Fall 2018-2019 - SOLUTION PDFDocument14 pagesEENG521 Final Exam Fall 2018-2019 - SOLUTION PDFAhmad Al ghizzawiNo ratings yet
- حل جميع المعادلات الكهربائيةDocument60 pagesحل جميع المعادلات الكهربائيةGandhi HammoudNo ratings yet
- Power Electronics GonzalesDocument8 pagesPower Electronics GonzalesJasperjames BaldevizoNo ratings yet
- Dokumen - Pub Grounding and Bonding For The Radio Amateur Good Practices For Electrical Safety Lightning Protection and RF Management First Edition 9781625950659 1625950659Document174 pagesDokumen - Pub Grounding and Bonding For The Radio Amateur Good Practices For Electrical Safety Lightning Protection and RF Management First Edition 9781625950659 1625950659GILBERTO ALTUNAR100% (3)
- Specifications: Shenzhen Sunlord Electronics Co., LTDDocument38 pagesSpecifications: Shenzhen Sunlord Electronics Co., LTDdabajiNo ratings yet
- Evi Den CIA SssssDocument13 pagesEvi Den CIA SssssLaura RNo ratings yet
- Industrial Electronics Module II DASDocument9 pagesIndustrial Electronics Module II DASJazir HameedNo ratings yet
- EU Datasheet SP0211 V10.052 PDFDocument2 pagesEU Datasheet SP0211 V10.052 PDFtony121271No ratings yet
- Weld Parameters Log TemplateDocument1 pageWeld Parameters Log TemplateWeldind LifeNo ratings yet
- Electrical Installation Design MethodoloDocument49 pagesElectrical Installation Design Methodolojovenlou100% (1)
- PCB MotorDocument4 pagesPCB MotorKhush PatelNo ratings yet
- SMC 60Document1 pageSMC 60JuppehupNo ratings yet
- Bender VMD461 Anleitung EN PDFDocument10 pagesBender VMD461 Anleitung EN PDFAlexandru IonNo ratings yet
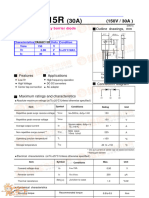
- YA868C15R: High Voltage Schottky Barrier DiodeDocument3 pagesYA868C15R: High Voltage Schottky Barrier DiodeleventtozkoparanNo ratings yet
- Amplifier Simulation Tutorial Design Kit: Cadence 0.18μm CMOS PDK (gpdk180) (Cadence Version 6.1.5)Document41 pagesAmplifier Simulation Tutorial Design Kit: Cadence 0.18μm CMOS PDK (gpdk180) (Cadence Version 6.1.5)Nishant YadavNo ratings yet
- Manual de Hardware Lenovo Yoga c740Document63 pagesManual de Hardware Lenovo Yoga c740jhonNo ratings yet
- 02 - Veif - 2019 - Updates - On - The - CNP - Interconnection - NGCP PDFDocument10 pages02 - Veif - 2019 - Updates - On - The - CNP - Interconnection - NGCP PDFBandivz BandivzNo ratings yet
- Tlin1029 q1 PDFDocument40 pagesTlin1029 q1 PDFAntonella Grau TaleviNo ratings yet
- Exercises On Relay Settings - MemoDocument7 pagesExercises On Relay Settings - Memomoses kakwenaNo ratings yet
- Transistor F487 DatasheetDocument8 pagesTransistor F487 Datasheetnaupas007No ratings yet
- Bias Point Analysis by Hand and in SPICE DescriptionDocument6 pagesBias Point Analysis by Hand and in SPICE DescriptionMit MA0% (1)
- Magnetic Circuit PDFDocument41 pagesMagnetic Circuit PDFAli Al-dulaimyNo ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection ChecklistMa.socorro SaballaNo ratings yet
- RadiationDocument17 pagesRadiationCheppanu BrotherNo ratings yet
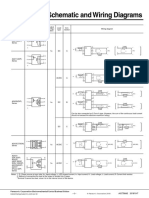
- Photomos Schematic and Wiring DiagramsDocument5 pagesPhotomos Schematic and Wiring DiagramsSherif SabryNo ratings yet
- MS For Grounding SystemDocument7 pagesMS For Grounding Systemᜇᜒᜌᜓᜈᜎ᜔ᜇ᜔ ᜊᜒᜇᜓᜌ᜔100% (1)