Download as docx, pdf, or txt
You might also like
- The Complete Manual: "OK Google, How Do I... ?"Document132 pagesThe Complete Manual: "OK Google, How Do I... ?"Topan PermataNo ratings yet
- Use and Maintenance Manual-Shrink WrapperDocument48 pagesUse and Maintenance Manual-Shrink WrapperJacintaShiNo ratings yet
- Emad 21522379 Type A KWH PDFDocument8 pagesEmad 21522379 Type A KWH PDFEMAD ABDULRAHMAN ABDULLAH HASAN MASHRAH -No ratings yet
- Delay Analysis Techniques ComparisonDocument6 pagesDelay Analysis Techniques ComparisonlazybookwarmNo ratings yet
- Project Engineering (Week 7) PERT, Difference Between CPM and PERT, Scheduling With Limited Resources, Multiple Project SchedulingDocument34 pagesProject Engineering (Week 7) PERT, Difference Between CPM and PERT, Scheduling With Limited Resources, Multiple Project SchedulingBharat Thapa KshetriNo ratings yet
- A Case Study On Improvement of Plant Layout For Effective ProductionDocument7 pagesA Case Study On Improvement of Plant Layout For Effective ProductionHopestar Yen NhiNo ratings yet
- IJCS - 13 - 1 IlmiDocument13 pagesIJCS - 13 - 1 Ilmishairabartolome32No ratings yet
- Delay Analysis Techniques Comparison: 2. The Case Study AnalysisDocument8 pagesDelay Analysis Techniques Comparison: 2. The Case Study AnalysislazybookwarmNo ratings yet
- Tugas Problem 3,6,7,8 Scheduling Operation Kelompok 2Document6 pagesTugas Problem 3,6,7,8 Scheduling Operation Kelompok 2Denny SibueaNo ratings yet
- Delay Analysis 1Document8 pagesDelay Analysis 1Eslam AshourNo ratings yet
- Production SchedulingDocument35 pagesProduction SchedulingRohit Kumar100% (2)
- Network Analysis Techniques - PERTDocument30 pagesNetwork Analysis Techniques - PERTGaurav SinghNo ratings yet
- 11pert CPMDocument18 pages11pert CPMViviene Seth Alvarez LigonNo ratings yet
- A Case Study On Improvement of Plant LayDocument7 pagesA Case Study On Improvement of Plant LayMuhammad AbizardNo ratings yet
- MCS 041 Solved Assignment 2016-17Document11 pagesMCS 041 Solved Assignment 2016-17Ayan RoyNo ratings yet
- CB510 Ch4Document14 pagesCB510 Ch4Alsayed DiabNo ratings yet
- CSE 410 Exam 2Document8 pagesCSE 410 Exam 2puppychow155No ratings yet
- The Cyclon Project SolutionDocument4 pagesThe Cyclon Project SolutionVijay KaruturiNo ratings yet
- Suplemental Information For Method Statement Embankment at Stadium AreaDocument11 pagesSuplemental Information For Method Statement Embankment at Stadium AreaBangkit SamosirNo ratings yet
- Selcuk Et Al 1Document26 pagesSelcuk Et Al 1Antobilang AntobilangNo ratings yet
- Time and Cost Analysis of Jacket Structure Load Out Using SkiddingDocument6 pagesTime and Cost Analysis of Jacket Structure Load Out Using SkiddingMarianaGilNo ratings yet
- Assembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluDocument5 pagesAssembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluKenan MuhamedagicNo ratings yet
- 499-Article Text-1931-1-10-20181201 PDFDocument6 pages499-Article Text-1931-1-10-20181201 PDFKrisna YudhaNo ratings yet
- Lecture HandoutDocument59 pagesLecture HandoutSHITAL SUMANNo ratings yet
- Numerical Modelling of SedimentDocument103 pagesNumerical Modelling of SedimentYuverNo ratings yet
- Commonly Used Approaches To Real-Time SchedulingDocument25 pagesCommonly Used Approaches To Real-Time SchedulingAdal ArasuNo ratings yet
- Time and Cost Analysis of Jacket Structure Load Out Using SkiddingDocument6 pagesTime and Cost Analysis of Jacket Structure Load Out Using SkiddingYadi KusmayadiNo ratings yet
- Subject: Management Civil Ii: Lecture Notes HandoutDocument6 pagesSubject: Management Civil Ii: Lecture Notes Handoutabstickle100% (1)
- Scheduling (Chapter 16)Document65 pagesScheduling (Chapter 16)Sahil ChaudharyNo ratings yet
- Aghdaie, Bahman EMGT Field ProjectDocument36 pagesAghdaie, Bahman EMGT Field ProjectCarlos BarrazaNo ratings yet
- 513-Article Text-1583-1-10-20211115Document10 pages513-Article Text-1583-1-10-20211115hairieNo ratings yet
- Data_Nazareth_Practice Questions StudentsDocument5 pagesData_Nazareth_Practice Questions StudentsHulle TNo ratings yet
- BSD 1101a-Tevin Muthengia 2204823 AssDocument7 pagesBSD 1101a-Tevin Muthengia 2204823 AssMeshackNo ratings yet
- IE 386 Lab Slides 9 - Time StudyDocument21 pagesIE 386 Lab Slides 9 - Time Studyislam sharafNo ratings yet
- PRPC - 28: Analysis of Production Systems & IE LabDocument14 pagesPRPC - 28: Analysis of Production Systems & IE LabVishanth HarirajNo ratings yet
- Reduction of Assembly Time in Ball ValveDocument4 pagesReduction of Assembly Time in Ball ValvePrathamesh YadavNo ratings yet
- Impact of Blast Fragmentation On Truck Shovel Fleet PerformanceDocument6 pagesImpact of Blast Fragmentation On Truck Shovel Fleet PerformancepaulocouceiroNo ratings yet
- or 2 Project ManagementDocument64 pagesor 2 Project ManagementAna DorueloNo ratings yet
- Operations Management Sustaina Chain Management 12th Edition 142Document1 pageOperations Management Sustaina Chain Management 12th Edition 142omer asgharNo ratings yet
- Project Mangagement With PERT CPMDocument26 pagesProject Mangagement With PERT CPMSruthi P TNo ratings yet
- Topic 6 - Network AnalysisDocument64 pagesTopic 6 - Network AnalysismaureenNo ratings yet
- Study of RG-SCAN: Reschedulable Group SCAN: A Seminar OnDocument22 pagesStudy of RG-SCAN: Reschedulable Group SCAN: A Seminar Onkaushal_bkscNo ratings yet
- Book 1Document13 pagesBook 1Christian Ian Agena SangkateNo ratings yet
- 2017 TG-RCXDocument140 pages2017 TG-RCXTomLinNo ratings yet
- CEM513 Study of School in JubailDocument27 pagesCEM513 Study of School in Jubailmohamed elboklNo ratings yet
- AACS2284 Tutorial 2Document10 pagesAACS2284 Tutorial 2Yong Yung FookNo ratings yet
- Operations Scheduling: Dr. Md. Ahsan Akhtar HasinDocument11 pagesOperations Scheduling: Dr. Md. Ahsan Akhtar HasinPavel RahmanNo ratings yet
- Project Management TechniquesDocument53 pagesProject Management Techniquesaditi_apteNo ratings yet
- Question Bank IA-1Document5 pagesQuestion Bank IA-1Mahesh Sripad KulkarniNo ratings yet
- AbhishekPaul - B71 - Roll No.31 - Capstone Project - Final ReportDocument48 pagesAbhishekPaul - B71 - Roll No.31 - Capstone Project - Final ReportSuvankarNo ratings yet
- Lean Six Sigma Methodology For Waste Reduction inDocument10 pagesLean Six Sigma Methodology For Waste Reduction inpemmaraju SAI ADITYA PAVANNo ratings yet
- Padmasri KJ GP DocumentDocument115 pagesPadmasri KJ GP DocumentPadmasri JeyakumarNo ratings yet
- Project Scheduling, Gaunt Chart, CPM and PERT Models: IMB 533 Engineering & Project Management L. SeboniDocument18 pagesProject Scheduling, Gaunt Chart, CPM and PERT Models: IMB 533 Engineering & Project Management L. Sebonimoses seepiNo ratings yet
- Project Engineering (Week 7) PERT, Difference Between CPM and PERT, Scheduling With Limited Resources, Multiple Project SchedulingDocument10 pagesProject Engineering (Week 7) PERT, Difference Between CPM and PERT, Scheduling With Limited Resources, Multiple Project SchedulingBharat Thapa KshetriNo ratings yet
- Comparative Software Size and Efforts EstimationDocument10 pagesComparative Software Size and Efforts Estimationj16a1984No ratings yet
- RollNo.35 Internship ReportDocument51 pagesRollNo.35 Internship Report39 - Deep MandokarNo ratings yet
- Jurnal 1Document16 pagesJurnal 1FendiNo ratings yet
- Marks Awarded: PGDM (2019-21) Term - IDocument12 pagesMarks Awarded: PGDM (2019-21) Term - IRishab AgarwalNo ratings yet
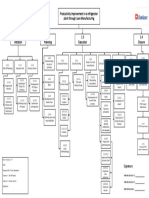
- Productivity Improvement in A Refrigerator Plant Through Lean ManufacturingDocument1 pageProductivity Improvement in A Refrigerator Plant Through Lean ManufacturingWaseem SiddiquiNo ratings yet
- Presentation ON Production Scheduling: Presented By:-Pooja Hemangi Kiran AnuradhaDocument23 pagesPresentation ON Production Scheduling: Presented By:-Pooja Hemangi Kiran AnuradhaShailaja RaghavendraNo ratings yet
- Ewy P1 IndividualDocument29 pagesEwy P1 IndividualMiaNo ratings yet
- Corel Draw 10 Learning EbookDocument97 pagesCorel Draw 10 Learning EbookPerumal RavindranNo ratings yet
- Chapter 6 SolutionsDocument16 pagesChapter 6 SolutionsPerumal RavindranNo ratings yet
- Facility Layout and DesignDocument12 pagesFacility Layout and DesignPerumal RavindranNo ratings yet
- Civildatas - Blogspot.in: Unit Iii Properties of Surfaces and Solids 3.1 Centroid and AreasDocument6 pagesCivildatas - Blogspot.in: Unit Iii Properties of Surfaces and Solids 3.1 Centroid and AreasPerumal RavindranNo ratings yet
- Please Login To Your Flying Returns Account Online and Update Your Communication PreferencesDocument5 pagesPlease Login To Your Flying Returns Account Online and Update Your Communication PreferencesPerumal RavindranNo ratings yet
- Python Decision 3Document1 pagePython Decision 3Perumal RavindranNo ratings yet
- ACS Screw Water Chiller R-134aDocument52 pagesACS Screw Water Chiller R-134aسہمہو الامہيرNo ratings yet
- LEDs 2Document58 pagesLEDs 2Mahmoud AlsaidNo ratings yet
- Tower Field Service: Maintenance, Revamps and InstallationDocument8 pagesTower Field Service: Maintenance, Revamps and InstallationLuis Enrique Martinez CarvajalNo ratings yet
- Main Controller Tech Manual 04Document28 pagesMain Controller Tech Manual 04Khalil Issaad100% (3)
- Elysia Mpressor ManualDocument21 pagesElysia Mpressor Manualalbin21No ratings yet
- Chapter One Introduction To System and Network AdministrationDocument9 pagesChapter One Introduction To System and Network AdministrationGet Net50% (2)
- Software Requirements SpecificationDocument10 pagesSoftware Requirements SpecificationdrytadpoleNo ratings yet
- Windows Deployment ServicesDocument9 pagesWindows Deployment ServicesSri Laser ComputerNo ratings yet
- Grease Traps Installation RequirementsDocument2 pagesGrease Traps Installation RequirementsYuzar StuffNo ratings yet
- FSB - L4 - LARAEFSB2020-31 - Moto E6s Moto G8 Power Lite - Device Starting To MTK Test Mode ScreenDocument3 pagesFSB - L4 - LARAEFSB2020-31 - Moto E6s Moto G8 Power Lite - Device Starting To MTK Test Mode ScreenSaúl ríosNo ratings yet
- 1N4007SMDDocument2 pages1N4007SMDDAHLI-EFFECTNo ratings yet
- Service Manual: F N/N1Sg /F B/N1B/U1BDocument41 pagesService Manual: F N/N1Sg /F B/N1B/U1BArmando BnsfnkNo ratings yet
- BRD Vs SRS Vs FRS With ExamplesDocument6 pagesBRD Vs SRS Vs FRS With ExamplesKaran SarvaiyaNo ratings yet
- iSBEM User Guide v4.1.d 08feb12Document262 pagesiSBEM User Guide v4.1.d 08feb12Francisco José Murias DominguezNo ratings yet
- Oral Communication in Context: Quarter 1 - Module 2: Communication ModelsDocument21 pagesOral Communication in Context: Quarter 1 - Module 2: Communication ModelsRuben100% (2)
- Article 2Document6 pagesArticle 2Mugaahed FutaahyNo ratings yet
- Microwave Journal-December 2019 PDFDocument116 pagesMicrowave Journal-December 2019 PDFDavid BenoitNo ratings yet
- Apqp FormsDocument25 pagesApqp FormsgkspNo ratings yet
- Irfan CV PMDDocument3 pagesIrfan CV PMDIrfan ShakoorNo ratings yet
- Unseen Class Discovery in Open-World Classification: A Project ReportDocument48 pagesUnseen Class Discovery in Open-World Classification: A Project ReportpoojaNo ratings yet
- AEMS. Smartsense Advanced Energy Management SystemDocument19 pagesAEMS. Smartsense Advanced Energy Management SystemPankajP.SolankiNo ratings yet
- DataSheetDocument3 pagesDataSheetWilliam VargasNo ratings yet
- Powerteam 2 Stage PumpDocument24 pagesPowerteam 2 Stage PumpdestroNo ratings yet
- Virtualization FlexNet Publisher WhitepaperDocument10 pagesVirtualization FlexNet Publisher WhitepaperFlexeraSoftwareNo ratings yet
- Wireless Networking Security: © The Government of The Hong Kong Special Administrative RegionDocument30 pagesWireless Networking Security: © The Government of The Hong Kong Special Administrative Regiondiankusuma123No ratings yet
- Score Report of Toefl-Pretest of Poltekkes MataramDocument65 pagesScore Report of Toefl-Pretest of Poltekkes MataramRidam RasyadNo ratings yet
- User Manual Achook-1080, G726A, UM0084 - LatestDocument24 pagesUser Manual Achook-1080, G726A, UM0084 - Latestprajith555No ratings yet
- MemTest86 User Guide UEFIDocument76 pagesMemTest86 User Guide UEFINicoNo ratings yet