Download as pdf or txt
You might also like
- 2018 End of Term 1 Test Computer Studies Grade 8Document6 pages2018 End of Term 1 Test Computer Studies Grade 8Tahpehs Phiri76% (17)
- Warren Truss Bridge ReportDocument12 pagesWarren Truss Bridge ReportRaaj Chatterjee50% (2)
- StandardDocument3 pagesStandardAnonymous m4MF1gNo ratings yet
- Pipe DesignDocument6 pagesPipe DesignmaneeshmsanjagiriNo ratings yet
- Tube To Tube SheetDocument59 pagesTube To Tube Sheet0101100175% (12)
- ALS-R User's Manual: Amplified Spontaneous Emission Light SourceDocument16 pagesALS-R User's Manual: Amplified Spontaneous Emission Light SourceAnonymous 60esBJZIjNo ratings yet
- MasterPlay User GuideDocument29 pagesMasterPlay User GuideArul Patmose ParamanathanNo ratings yet
- Piping Components & Their Uses: PipeDocument3 pagesPiping Components & Their Uses: PipeParameswararao BillaNo ratings yet
- Aa10152 1518422251Document4 pagesAa10152 1518422251ARINDAM SETTNo ratings yet
- PED AssignmentProblems 2017 PDFDocument10 pagesPED AssignmentProblems 2017 PDFSwapnil GudmalwarNo ratings yet
- UntitledDocument3 pagesUntitledalexander quinterosNo ratings yet
- Pipe Specification A135Document1 pagePipe Specification A135Waseem Abbas AttariNo ratings yet
- Pipe Specification A135Document1 pagePipe Specification A135Rakesh PrabuNo ratings yet
- Astm A 53 BDocument4 pagesAstm A 53 BLauren BowenNo ratings yet
- Standard HFRW PDFDocument3 pagesStandard HFRW PDFGuidoColomboNo ratings yet
- Astm A557 A557mDocument3 pagesAstm A557 A557mارفع راسك فوق انت يمنيNo ratings yet
- Spiralco - Specifications - ASTM A-139Document4 pagesSpiralco - Specifications - ASTM A-139Özgür TuştaşNo ratings yet
- Super DuplexDocument6 pagesSuper DuplexMaqsood Ibn Shaikhul ArfeenNo ratings yet
- Si. No DSR No. Description Unit Quantity Rate Amount Supply Installation & Commossioning of Fire Hydrant and Sprinkler System at ESIC Hospital PeenyaDocument3 pagesSi. No DSR No. Description Unit Quantity Rate Amount Supply Installation & Commossioning of Fire Hydrant and Sprinkler System at ESIC Hospital PeenyaSameena ShaikhNo ratings yet
- Tube FittingsDocument20 pagesTube FittingsMallesh KaruparthyNo ratings yet
- Astm A556 A556mDocument3 pagesAstm A556 A556macount checkNo ratings yet
- Pipeline DesignDocument42 pagesPipeline Designaydinjalali100% (4)
- Seamless Precision Steel Tubes For Hydraulic Cylinders - TN 008-00Document8 pagesSeamless Precision Steel Tubes For Hydraulic Cylinders - TN 008-00refeiNo ratings yet
- ThyssenKrupp - XABO 500Document3 pagesThyssenKrupp - XABO 500Yesid Javier Martelo EllesNo ratings yet
- Steel Pipes and FittingsDocument14 pagesSteel Pipes and FittingsMohammed ShallabyNo ratings yet
- Swagelok Tubing SpecificationsDocument8 pagesSwagelok Tubing SpecificationsAugustine Owo UkpongNo ratings yet
- AE-S-3527 Rev. 2: REV Prepared by Approved BY Date RemarksDocument6 pagesAE-S-3527 Rev. 2: REV Prepared by Approved BY Date RemarksQualityNo ratings yet
- Thermite WeldingDocument6 pagesThermite WeldingrachedNo ratings yet
- InstrumentationFittingsCat PDFDocument48 pagesInstrumentationFittingsCat PDFChowdhury FatemaNo ratings yet
- Thermowell General SpecsDocument3 pagesThermowell General SpecsEsakkirajaNo ratings yet
- Comparison of Standards For Cooling Water Pipes (IS3589 vs. API5L)Document17 pagesComparison of Standards For Cooling Water Pipes (IS3589 vs. API5L)Anonymous gr5Pr9AVNo ratings yet
- Eti Ohe 11 5 89Document12 pagesEti Ohe 11 5 89Abhishek PandeyNo ratings yet
- Çeşitli Standartlar Için Kaynaklar Arası Mesafeler (İngilizce)Document1 pageÇeşitli Standartlar Için Kaynaklar Arası Mesafeler (İngilizce)MustafaSaylavNo ratings yet
- Data Sheet SS316L Seamless Tube Fluidline CustomerDocument2 pagesData Sheet SS316L Seamless Tube Fluidline Customerinstrument.engineer.123No ratings yet
- 06c PDFDocument29 pages06c PDFProcess EngineerNo ratings yet
- Instrument TubingDocument11 pagesInstrument Tubingbab_ooNo ratings yet
- SubmittalSheetRevised A53Standard PDFDocument1 pageSubmittalSheetRevised A53Standard PDFnacho_rNo ratings yet
- Jeppesen Fluid Lines and FittingsDocument53 pagesJeppesen Fluid Lines and FittingsMarlou DyNo ratings yet
- Dimensionare Bare CupruDocument5 pagesDimensionare Bare CupruAnne KelleyNo ratings yet
- Barras de CobreDocument5 pagesBarras de Cobrenicolasgimenez1984No ratings yet
- Welded Precision Steel Tubes Technical Information RoundDocument1 pageWelded Precision Steel Tubes Technical Information RoundsalimmalmaliNo ratings yet
- Butting Seamless or WeldedDocument4 pagesButting Seamless or Weldedkhanz88_rulz1039No ratings yet
- API NotesDocument4 pagesAPI NotesMohammad RizwanNo ratings yet
- TRITORC для сервиса теплообменников и бойлеров - ENDocument84 pagesTRITORC для сервиса теплообменников и бойлеров - ENjason forsythNo ratings yet
- S355MLDocument2 pagesS355MLMohammed ShamilNo ratings yet
- Unit2B SSDocument8 pagesUnit2B SSRahul YadavNo ratings yet
- 32 - Seamless EO Steel Tubes Material E235N (St. 37.4)Document6 pages32 - Seamless EO Steel Tubes Material E235N (St. 37.4)samohaomer001No ratings yet
- A106 Pipe SpecificationsDocument3 pagesA106 Pipe Specificationspundir_vineet100% (1)
- Technical Manual: Couple With ConfidenceDocument16 pagesTechnical Manual: Couple With Confidencescribd99190No ratings yet
- Specification For Acmv PipingDocument5 pagesSpecification For Acmv PipingcashloverNo ratings yet
- Duct Bank InformationDocument19 pagesDuct Bank InformationGaneshNo ratings yet
- Matrl CS P355NL1 PDFDocument2 pagesMatrl CS P355NL1 PDFbramantiya100% (1)
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Document32 pagesT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiNo ratings yet
- Padrões de Resposta Padrões de Resposta: Questão 1 (Valor: 10,0 Pontos)Document22 pagesPadrões de Resposta Padrões de Resposta: Questão 1 (Valor: 10,0 Pontos)carlofilippinNo ratings yet
- Stress Analysis Methods For Underground Pipe Lines Part 1 - Basic CalculationsDocument5 pagesStress Analysis Methods For Underground Pipe Lines Part 1 - Basic Calculationskumaran__k100% (4)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Backbeat Go 2 Charging Case Ug enDocument16 pagesBackbeat Go 2 Charging Case Ug enHazimNo ratings yet
- Axial and Pressure Thrust Stiffness of Metal Bellows For Vibration IsolatorsDocument5 pagesAxial and Pressure Thrust Stiffness of Metal Bellows For Vibration IsolatorsHazimNo ratings yet
- Stress Analysis of GRP - GRE - FRP Piping System Using Caesar II - What Is PipingDocument23 pagesStress Analysis of GRP - GRE - FRP Piping System Using Caesar II - What Is PipingHazimNo ratings yet
- Field and Range of Inspection Regulations, Standards, Specifications and Inspection ProceduresDocument5 pagesField and Range of Inspection Regulations, Standards, Specifications and Inspection ProceduresHazimNo ratings yet
- Woodenstavepipeb 00 RedwrichDocument76 pagesWoodenstavepipeb 00 RedwrichHazimNo ratings yet
- Uniqlo Polo Collar Stripe Made in China Condition 9/10 Tage L Manual Panjang 29" Manual Pit To Pit 21"Document1 pageUniqlo Polo Collar Stripe Made in China Condition 9/10 Tage L Manual Panjang 29" Manual Pit To Pit 21"HazimNo ratings yet
- Owner'S Manual: Air CoolerDocument7 pagesOwner'S Manual: Air CoolerHazimNo ratings yet
- Suzuki Tuning GuideDocument7 pagesSuzuki Tuning GuideHazimNo ratings yet
- Lexicology: - Structure of The LexiconDocument16 pagesLexicology: - Structure of The LexiconAdina MirunaNo ratings yet
- MQP Keys Mbf106Document18 pagesMQP Keys Mbf106Rajeev DayalNo ratings yet
- Value of G at Different Locations On EarthDocument4 pagesValue of G at Different Locations On EarthDannyRaoNo ratings yet
- Stock April 2020Document5 pagesStock April 2020roby aldiNo ratings yet
- Module in ED 101-Child and Adolescent Learners and Learning PrinciplesDocument54 pagesModule in ED 101-Child and Adolescent Learners and Learning PrinciplesCassy Casey100% (3)
- What Is A Clone?Document6 pagesWhat Is A Clone?Mohamed Tayeb SELTNo ratings yet
- Four Japanese Brainstorming Techniques A-Small-LabDocument7 pagesFour Japanese Brainstorming Techniques A-Small-LabChris BerthelsenNo ratings yet
- Prof Ed 104 SG 5Document27 pagesProf Ed 104 SG 5smileydaintyNo ratings yet
- SuperstitionsDocument5 pagesSuperstitionssina badz100% (1)
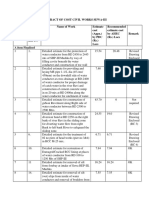
- Abstract of Cost Civil Works SewaDocument3 pagesAbstract of Cost Civil Works SewaPrabhat MicNo ratings yet
- Collins - 2005 - The Concept of Stored Plastic Work or Frozen Elastic Energy in Soil MechanicsDocument10 pagesCollins - 2005 - The Concept of Stored Plastic Work or Frozen Elastic Energy in Soil MechanicsHUGINo ratings yet
- Assignment 2 - EconometricsDocument7 pagesAssignment 2 - EconometricsFatlinda Kuqi SulejmaniNo ratings yet
- Delta Ia-Plc DVP-PLC PM en 20140804Document749 pagesDelta Ia-Plc DVP-PLC PM en 20140804Ali PadaryamNo ratings yet
- June 2022 (R) MSDocument23 pagesJune 2022 (R) MSNajmul AktherNo ratings yet
- Piping General Arrangement Cooling Tower Water System AreaDocument1 pagePiping General Arrangement Cooling Tower Water System AreaajmainNo ratings yet
- FGD Vs CompetitorCustomer - Final - LF14000NN & P559000Document9 pagesFGD Vs CompetitorCustomer - Final - LF14000NN & P559000munhNo ratings yet
- Sizing of The Buffer Tank in Chilled Water Distribution A C Systems - PUBLISHED VERSIONDocument31 pagesSizing of The Buffer Tank in Chilled Water Distribution A C Systems - PUBLISHED VERSIONHai PhanNo ratings yet
- Naskah DramaDocument14 pagesNaskah Dramaalfia hafizahNo ratings yet
- Lines On A Chart Joining Places of Equal Grivation Are Named IsogrivsDocument5 pagesLines On A Chart Joining Places of Equal Grivation Are Named IsogrivsFirdaus92No ratings yet
- Chapter 2 Empiricism and PositivismDocument15 pagesChapter 2 Empiricism and PositivismJames RayNo ratings yet
- 2 Logic Design For 4-Bit ComparatorDocument6 pages2 Logic Design For 4-Bit Comparatoramta1No ratings yet
- Contaminated Land Management and Control Guidelines No. 2: Assessing and Reporting Contaminated SitesDocument48 pagesContaminated Land Management and Control Guidelines No. 2: Assessing and Reporting Contaminated SitesGloria YongNo ratings yet
- Ch. 3 NumericalsDocument29 pagesCh. 3 NumericalsMriduNo ratings yet
- Colgate Annual Report 2020 21Document164 pagesColgate Annual Report 2020 21Sanjay RainaNo ratings yet
- Armor X 3C XHHW-2 Power 3GND 600V 2017 - CCDocument2 pagesArmor X 3C XHHW-2 Power 3GND 600V 2017 - CCpglv0210No ratings yet
- Performace Task No. 1 PrelimDocument2 pagesPerformace Task No. 1 PrelimAlyanna MagkalasNo ratings yet