Download as pdf or txt
You might also like
- Bigner, Jerry J. - Gerhardt, Clara - Parent-Child Relations - An Introduction To Parenting-Pearson (2014)Document399 pagesBigner, Jerry J. - Gerhardt, Clara - Parent-Child Relations - An Introduction To Parenting-Pearson (2014)Claudia HoreanuNo ratings yet
- NCM 102 Health Education: Prepared by Mrs. Aileen A. Monares, RN, MN, LPTDocument52 pagesNCM 102 Health Education: Prepared by Mrs. Aileen A. Monares, RN, MN, LPTKarl Estrada100% (3)
- Introduction, Concept of Child CareDocument42 pagesIntroduction, Concept of Child CareArchana80% (5)
- Methodology For PODIUM Landscape WP Polyurea WH 200 PDFDocument10 pagesMethodology For PODIUM Landscape WP Polyurea WH 200 PDF폴로 쥰 차No ratings yet
- BONDERITE M CR 1500 AERO en - USDocument3 pagesBONDERITE M CR 1500 AERO en - USBowser DoskaNo ratings yet
- Alodine 1201 Conversion CoatingDocument4 pagesAlodine 1201 Conversion Coatinggenubath.roaNo ratings yet
- Bonderite M-CR 407 Chromate Coating en PDFDocument7 pagesBonderite M-CR 407 Chromate Coating en PDFChuthaNo ratings yet
- Bonderite M-PP 930 (Known As Aquence 930) - 5-9-14 r1Document12 pagesBonderite M-PP 930 (Known As Aquence 930) - 5-9-14 r1JdjoNo ratings yet
- Bonderite M-NT 5700 Aero: CR Free Conversion CoatingDocument4 pagesBonderite M-NT 5700 Aero: CR Free Conversion CoatingmiguelmosquerabNo ratings yet
- Bonderite M-NT eDocument4 pagesBonderite M-NT eTrifonovNo ratings yet
- Bonderite C-Ic Nitradd Aero (Known As Turco Nitradd-Turco 4104)Document5 pagesBonderite C-Ic Nitradd Aero (Known As Turco Nitradd-Turco 4104)Rubén GalindoNo ratings yet
- Fosroc Polyurea FLMDocument4 pagesFosroc Polyurea FLMVenkata Raju KalidindiNo ratings yet
- No Rinse Conversion CoatingDocument2 pagesNo Rinse Conversion Coatingdoreen1100No ratings yet
- CS 3213 Class A B C Rev 08 02 13Document3 pagesCS 3213 Class A B C Rev 08 02 13rafa.twanderleyNo ratings yet
- Paint Specification HamadourDocument2 pagesPaint Specification HamadourAbdul Majid LodhiNo ratings yet
- Shell Corena PDocument2 pagesShell Corena PfahimshkNo ratings yet
- Tank Guard HBDocument5 pagesTank Guard HBSyed Mahmud Habibur RahmanNo ratings yet
- Pds Hempadur 15570 En-GbDocument3 pagesPds Hempadur 15570 En-GbdcsamaraweeraNo ratings yet
- SERVO Kool NFSCDocument1 pageSERVO Kool NFSCJoker DanNo ratings yet
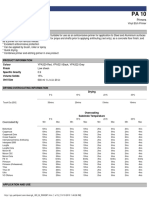
- Pa 10Document3 pagesPa 10LymeParkNo ratings yet
- Product Information Navisyn De: DescriptionDocument2 pagesProduct Information Navisyn De: DescriptionGabriel NogueiraNo ratings yet
- TDS BONDERITEL-CA633 English 06052013Document2 pagesTDS BONDERITEL-CA633 English 06052013carlos dominguez torresNo ratings yet
- Bonderite S-ST 6776 Lo Aero (Known As Turco 6776-Lo)Document2 pagesBonderite S-ST 6776 Lo Aero (Known As Turco 6776-Lo)HUANG StevenNo ratings yet
- BONDERITE M-AD 131 CONS PRETREATMENT ADDITIVE Known As Toner 131 Cons eDocument2 pagesBONDERITE M-AD 131 CONS PRETREATMENT ADDITIVE Known As Toner 131 Cons eNebojsa Galetovic100% (1)
- 1709574-Tds-Dual Name-Bonderite M-MN 117 Known As Bonderite MN 117Document5 pages1709574-Tds-Dual Name-Bonderite M-MN 117 Known As Bonderite MN 117Armas Caselis ErickNo ratings yet
- Pds Hempadur Multi-Strength GF 35870 En-GbDocument3 pagesPds Hempadur Multi-Strength GF 35870 En-GbThines KumarNo ratings yet
- Corena S2 P 68Document3 pagesCorena S2 P 68MBA103003No ratings yet
- Fos Roc Polyurea FLMDocument4 pagesFos Roc Polyurea FLMAhmed TahaNo ratings yet
- Interbond 201: Epoxy Primer/FinishDocument4 pagesInterbond 201: Epoxy Primer/FinishBang NielNo ratings yet
- Compressed Air Treatment, Drier and StorageDocument24 pagesCompressed Air Treatment, Drier and StorageAna PrisacariuNo ratings yet
- Bonderite M-CR 1132: Aero/ Chromate CoatingDocument4 pagesBonderite M-CR 1132: Aero/ Chromate Coatingsatheez3251No ratings yet
- Vendor Document Cover SheetDocument75 pagesVendor Document Cover Sheetmujahed_muhammedNo ratings yet
- PDS 15570Document4 pagesPDS 15570ANIRBANNo ratings yet
- Product DataDocument2 pagesProduct DataVentas SA TabNo ratings yet
- Gek108792 Gek9250 pb70-80-03-015 20240419034437563Document12 pagesGek108792 Gek9250 pb70-80-03-015 20240419034437563Vero GAtelesisNo ratings yet
- TDS 2063 Tankguard 412 Euk GBDocument6 pagesTDS 2063 Tankguard 412 Euk GBAhmad SyawalNo ratings yet
- Hempadur 15570Document2 pagesHempadur 15570Edwin HarrisNo ratings yet
- Bonderite M-Pa 225 W R3-EnDocument2 pagesBonderite M-Pa 225 W R3-EnMoizNo ratings yet
- Service & Operating Manual Air Operated Double Diaphragm PumpDocument12 pagesService & Operating Manual Air Operated Double Diaphragm PumpKumbang KambingNo ratings yet
- Bonderite S-Ad 213 SF (Known As Rodine 213 SF) - Rev 2014.08Document3 pagesBonderite S-Ad 213 SF (Known As Rodine 213 SF) - Rev 2014.08soe kram100% (1)
- RAVENOL HTC Concentrate Protect MB325.0Document3 pagesRAVENOL HTC Concentrate Protect MB325.0Андрей СилаевNo ratings yet
- Chemflake SpecialDocument5 pagesChemflake SpecialBiju_PottayilNo ratings yet
- TDS 2063 Tankguard 412 Euk GBDocument6 pagesTDS 2063 Tankguard 412 Euk GBSrimathi VijayakumarNo ratings yet
- Chemtech GM: Technical Data SheetDocument4 pagesChemtech GM: Technical Data SheetMounir BoutaghaneNo ratings yet
- n25 ManualDocument12 pagesn25 ManualRikshita Agarwal100% (1)
- WP PEX - Thermopex SubmittalDocument26 pagesWP PEX - Thermopex SubmittalMohammad Rashad BarakatNo ratings yet
- Astm d2000 ResumenDocument9 pagesAstm d2000 ResumenJose FontenlaNo ratings yet
- TDS - Tankguard HBDocument5 pagesTDS - Tankguard HBRedzuanNo ratings yet
- Q and A For Meo Class 2Document193 pagesQ and A For Meo Class 2andy marinerNo ratings yet
- Shell Corena Oil P: High Performance Lubricant For Reciprocating Air CompressorsDocument2 pagesShell Corena Oil P: High Performance Lubricant For Reciprocating Air CompressorsMahmut GüdülNo ratings yet
- Alocrom 1200 Brush mp0004 & 5 280409Document2 pagesAlocrom 1200 Brush mp0004 & 5 280409Miroljub MaksimovicNo ratings yet
- Aeroshell Fluid 2Xn: Main Applications Specifications, Approvals & RecommendationsDocument2 pagesAeroshell Fluid 2Xn: Main Applications Specifications, Approvals & RecommendationsRicardo LacskoNo ratings yet
- Eni Antifreeze SpezialDocument2 pagesEni Antifreeze SpezialAMAZING AGNo ratings yet
- Tds 1410112 enDocument2 pagesTds 1410112 enmohammedi youcefNo ratings yet
- Tankguard HB: Technical Data SheetDocument5 pagesTankguard HB: Technical Data SheetamaricanNo ratings yet
- Jotun - Technical Data Sheet - Tankguard Storage - 09.2019Document5 pagesJotun - Technical Data Sheet - Tankguard Storage - 09.2019Victor PomboNo ratings yet
- TDS Tankguard Storage GB English ProtectiveDocument5 pagesTDS Tankguard Storage GB English ProtectiveAdverNo ratings yet
- Tankguard SF: Technical Data SheetDocument5 pagesTankguard SF: Technical Data SheetRifki ArifinNo ratings yet
- Hempadur Quattro InglesDocument3 pagesHempadur Quattro InglesElizabeth Maria Bazán MoralesNo ratings yet
- Pi Maintain Fricofin DPDocument3 pagesPi Maintain Fricofin DPsimo talhaNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- CISA Exam - Testing Concept-Fire Suppression Systems (Domain-5)From EverandCISA Exam - Testing Concept-Fire Suppression Systems (Domain-5)Rating: 5 out of 5 stars5/5 (1)
- Mw61a Ti All Sv6.01a enDocument11 pagesMw61a Ti All Sv6.01a enpradeepNo ratings yet
- DC SystemDocument230 pagesDC Systemsalemg82No ratings yet
- Maeon Laboratories: No:14, Lakshmikanthammal 1st Street, Rajiv Nagar, Vanagaram, ChennaiDocument1 pageMaeon Laboratories: No:14, Lakshmikanthammal 1st Street, Rajiv Nagar, Vanagaram, ChennaiMaeon LaboratoriesNo ratings yet
- Soal Pendalaman Materi XiiDocument16 pagesSoal Pendalaman Materi Xiihaifa marsya luthfiaNo ratings yet
- BSN PDP TemplateDocument2 pagesBSN PDP TemplatekatiegracemcleodNo ratings yet
- Sound Absorption Prediction Software: Absorber Is A Computer Program ForDocument1 pageSound Absorption Prediction Software: Absorber Is A Computer Program Forchristian atauje garciaNo ratings yet
- BB A BrochureDocument13 pagesBB A Brochuresonyfelix312No ratings yet
- Cours Anglais ST1 S1 2Document14 pagesCours Anglais ST1 S1 2ghofranesdeNo ratings yet
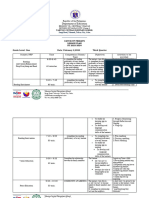
- Catch Up Friday Lesson Plan Copy GRADE ONEDocument5 pagesCatch Up Friday Lesson Plan Copy GRADE ONEJancel Añasco Tabliga100% (1)
- Density and CrowdingDocument4 pagesDensity and Crowdinghân bùiNo ratings yet
- 5tastic Bees - Script For MoviesDocument6 pages5tastic Bees - Script For MoviesAfdhalul IhsanNo ratings yet
- Effective Classroom Management Strategies For Creating and Engaging Learning EnvironmentDocument3 pagesEffective Classroom Management Strategies For Creating and Engaging Learning EnvironmentSaqib RiazNo ratings yet
- The Fourth RayDocument11 pagesThe Fourth RayQizhi NeoNo ratings yet
- Trigonometry Formulas For Class 10: Utm - Source Website&utm - Medium Byjusclasses&utm - Campaign Topbar)Document12 pagesTrigonometry Formulas For Class 10: Utm - Source Website&utm - Medium Byjusclasses&utm - Campaign Topbar)Luv AggarwalNo ratings yet
- Precarious Men and Links To Action and Agression PDFDocument6 pagesPrecarious Men and Links To Action and Agression PDFRenataKedavraNo ratings yet
- 12 - Deflection by Conjugate Beam MethodDocument7 pages12 - Deflection by Conjugate Beam MethodFrancis Ko Badongen-Cawi Tabaniag Jr.No ratings yet
- VIVA IT India Technology Solutions Hiring B.E - B.tech (All Branches) - 2024 BatchDocument18 pagesVIVA IT India Technology Solutions Hiring B.E - B.tech (All Branches) - 2024 BatchSparking StarNo ratings yet
- Lenton CouplersDocument20 pagesLenton CouplersSherief MagdyNo ratings yet
- Full Programme READ ONLYDocument18 pagesFull Programme READ ONLYPrafita RamadhaniarNo ratings yet
- Safety Induction Visitor EngDocument16 pagesSafety Induction Visitor EngNico George100% (1)
- Egr - XXX EgreneuseDocument9 pagesEgr - XXX Egreneusenicodem kayembeNo ratings yet
- Curriculum - Chemist - Production (Pharma, Cosmetics - Biologics)Document41 pagesCurriculum - Chemist - Production (Pharma, Cosmetics - Biologics)srinivas6321No ratings yet
- Densities, Glass Transition Temperatures, and Structural Models Resulting From Extremely Modified Caesium and Rubidium Borate GlassesDocument7 pagesDensities, Glass Transition Temperatures, and Structural Models Resulting From Extremely Modified Caesium and Rubidium Borate GlassesLeonardo VitoriaNo ratings yet
- Organization Study at Indian Rare Earths LTDDocument63 pagesOrganization Study at Indian Rare Earths LTDBASIL GEORGE100% (4)
- What Is OsteosarcomaDocument3 pagesWhat Is OsteosarcomadhinahafizNo ratings yet
- Soil Classification and Crop Suggestion Using Machine LearningDocument6 pagesSoil Classification and Crop Suggestion Using Machine LearningIJRASETPublicationsNo ratings yet
- A Comprehensive Review of The Psychological Effect of Brainwave EntrainmentDocument12 pagesA Comprehensive Review of The Psychological Effect of Brainwave EntrainmentMiassssNo ratings yet