Download as pdf or txt
You might also like
- AICC Score Cracking With Winter AddendumDocument20 pagesAICC Score Cracking With Winter AddendumJavier Martinez CañalNo ratings yet
- Critical Attributes of Folding Cartons 2Document8 pagesCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
- Rheology in Paper and Paperboard Coating: Pekka KomulainenDocument102 pagesRheology in Paper and Paperboard Coating: Pekka KomulainenjjccmmaaNo ratings yet
- Sappi Technical Series Press Troubleshooting PDFDocument41 pagesSappi Technical Series Press Troubleshooting PDFHgagselim SelimNo ratings yet
- How To Troubleshoot Print Issues: DIGICAP NX Patterning: Performance On PressDocument5 pagesHow To Troubleshoot Print Issues: DIGICAP NX Patterning: Performance On PressQuý Đình Mai MaiNo ratings yet
- Flexo Vs OffsetDocument18 pagesFlexo Vs OffsetJavier Martinez CañalNo ratings yet
- Bobst PDFDocument52 pagesBobst PDFAbdul BasitNo ratings yet
- Get Production Rolling With Rotary Screen PrintingDocument8 pagesGet Production Rolling With Rotary Screen PrintingK.SaravananNo ratings yet
- Tesa Flexo Printing Troubleshooting GuideDocument13 pagesTesa Flexo Printing Troubleshooting GuideMohammad Junaid ShaikhNo ratings yet
- Anilox Rolls Selection GuideDocument4 pagesAnilox Rolls Selection GuideMismail EgypacNo ratings yet
- Lombardi Company PresentationDocument35 pagesLombardi Company PresentationPam Landi0% (1)
- Product Catalogue: Anilox CleaningDocument10 pagesProduct Catalogue: Anilox CleaningQuý Đình Mai Mai100% (1)
- Character Is at Ion of Water-Based Flexographic Inks and Their Interactions With Polymer-Coated Board by Maria RentzhogDocument53 pagesCharacter Is at Ion of Water-Based Flexographic Inks and Their Interactions With Polymer-Coated Board by Maria RentzhogMuhammad ZuberNo ratings yet
- GN PrintingDocument58 pagesGN PrintingAlok SinhaNo ratings yet
- Paperboard Cartons 22 11 07Document71 pagesPaperboard Cartons 22 11 07iiphyd2403No ratings yet
- EN NA Tyvek (R) Graphics Printing&Technical Guide 2018Document40 pagesEN NA Tyvek (R) Graphics Printing&Technical Guide 2018amitleckNo ratings yet
- Harper Anilox RollDocument88 pagesHarper Anilox Rollsuracheted0% (1)
- Materi PrintingDocument16 pagesMateri PrintingnuryadyNo ratings yet
- Printing On Clear Plastic PDFDocument4 pagesPrinting On Clear Plastic PDFMohd ShafizadzharNo ratings yet
- Flint InksDocument24 pagesFlint InksshoanashokNo ratings yet
- IPP Training ReportDocument53 pagesIPP Training Reportcoolpawan10No ratings yet
- Hapa - in House Printing Solutions (Marcel Aeby)Document44 pagesHapa - in House Printing Solutions (Marcel Aeby)Yose RizalNo ratings yet
- Anilox ZecherDocument16 pagesAnilox ZecherJose Guerra100% (2)
- Sustainable Coating Solutions For Paper & Paper BoardDocument27 pagesSustainable Coating Solutions For Paper & Paper BoardLarsNo ratings yet
- UV Curable Inks: Will They Work For Everyone?: by Mike UkenaDocument4 pagesUV Curable Inks: Will They Work For Everyone?: by Mike UkenaMark LesterNo ratings yet
- Anilox SelectionDocument2 pagesAnilox SelectionTanneru Hemanth KumarNo ratings yet
- Printing Inks - Issues, Guidance and RegulationsDocument93 pagesPrinting Inks - Issues, Guidance and RegulationsDinesh RajputNo ratings yet
- Offset TrialDocument64 pagesOffset TrialOgi Permana PutraNo ratings yet
- Standard Ink Types Report (PDF Copy)Document64 pagesStandard Ink Types Report (PDF Copy)Kevin AnosNo ratings yet
- 497-11130 Handbok E2 2 120425 PDFDocument44 pages497-11130 Handbok E2 2 120425 PDFLaercio Castelani100% (1)
- Guide - PS Labelling CETIE ReportDocument39 pagesGuide - PS Labelling CETIE ReportSundar MoorthiNo ratings yet
- KBA Rapida 105 Series ENGDocument30 pagesKBA Rapida 105 Series ENGولاءومحمد AHMEDNo ratings yet
- Precision Doctor Blade LRDocument8 pagesPrecision Doctor Blade LRjohnb2bNo ratings yet
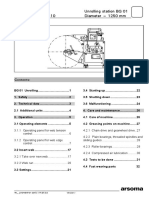
- Unwinding StationDocument34 pagesUnwinding StationDeniMestiWidiantoNo ratings yet
- CHAPTER 3.0 - GravureDocument10 pagesCHAPTER 3.0 - GravureGiha Tardan100% (1)
- Pigments Training - Printing - Doman-ShotwellDocument18 pagesPigments Training - Printing - Doman-ShotwellHerbert AguilargonzalezNo ratings yet
- Problem Cases in The PressroomDocument45 pagesProblem Cases in The PressroomHeidelberg IndiaNo ratings yet
- OnPress 63Document22 pagesOnPress 63Carlos GrajalesNo ratings yet
- Training ReportDocument22 pagesTraining ReportRISHABH GEHLOTNo ratings yet
- Print Finishing and Converting PDFDocument56 pagesPrint Finishing and Converting PDFcommunity collegeNo ratings yet
- Iso News 23e PDFDocument5 pagesIso News 23e PDFThảo PhạmNo ratings yet
- Corrugated Industry Part 2Document12 pagesCorrugated Industry Part 2Ananth ChoudharyNo ratings yet
- Shrink Sleeve Flexo InksDocument10 pagesShrink Sleeve Flexo Inksdammy888100% (1)
- S C P NPS: UN Hemical AntoneDocument4 pagesS C P NPS: UN Hemical AntoneTanjaNo ratings yet
- Doctorblademetering 140522064831 Phpapp02Document48 pagesDoctorblademetering 140522064831 Phpapp02rafael_faria_4No ratings yet
- Flexo Printing Machinery Catalog English UpdatedDocument8 pagesFlexo Printing Machinery Catalog English UpdatedOMAR JOSE LEALNo ratings yet
- Effect of Moisture Content On Printability PDFDocument7 pagesEffect of Moisture Content On Printability PDFRohit SinghNo ratings yet
- Reference Manual Printing and Converting PerformanceDocument74 pagesReference Manual Printing and Converting PerformanceAli HussnainNo ratings yet
- Inkformation 4 en 02Document28 pagesInkformation 4 en 02MohammadAlAmeenNo ratings yet
- Packaging Gravure Troubleshooting GuideDocument24 pagesPackaging Gravure Troubleshooting GuideAnan Kempanichkul100% (1)
- G7 How-ToDocument56 pagesG7 How-Tomythchenling100% (2)
- Offset ProblemiDocument34 pagesOffset ProblemiMica IvanovicNo ratings yet
- iPQ-Center Webvideo Star TTB MA R1 42 en PDFDocument32 pagesiPQ-Center Webvideo Star TTB MA R1 42 en PDFHamid KharazmiNo ratings yet
- The Ink Room of TomorrowDocument4 pagesThe Ink Room of TomorrowQuý Đình Mai MaiNo ratings yet
- UV Offset FlintDocument13 pagesUV Offset FlintJavier Martinez CañalNo ratings yet
- Rules of Sustainable PackagingDocument19 pagesRules of Sustainable PackagingSamuel AngelusNo ratings yet
- The Ink Room of TomorrowDocument4 pagesThe Ink Room of TomorrowQuý Đình Mai MaiNo ratings yet
- OEE 101 How Effective Is Your Manufacturing Operation - FLEXO June 2018Document7 pagesOEE 101 How Effective Is Your Manufacturing Operation - FLEXO June 2018Quý Đình Mai MaiNo ratings yet
- ChoosingRightSpectrophotometer Whitepaper EN L10 518Document5 pagesChoosingRightSpectrophotometer Whitepaper EN L10 518Quý Đình Mai MaiNo ratings yet
- Luminescence Photoelectric Sensor: CablesDocument2 pagesLuminescence Photoelectric Sensor: CablesQuý Đình Mai MaiNo ratings yet
- Narrow-Web-Brochure Flexo WashDocument20 pagesNarrow-Web-Brochure Flexo WashQuý Đình Mai MaiNo ratings yet
- Roto 101 - Operator Best Practices Training: TechnologyDocument2 pagesRoto 101 - Operator Best Practices Training: TechnologyQuý Đình Mai MaiNo ratings yet
- Product Catalogue: Anilox CleaningDocument10 pagesProduct Catalogue: Anilox CleaningQuý Đình Mai Mai100% (1)
- Wide - Web - Brochure - 20201127 (WEB)Document44 pagesWide - Web - Brochure - 20201127 (WEB)Quý Đình Mai MaiNo ratings yet
- How To Troubleshoot Print Issues: DIGICAP NX Patterning: Performance On PressDocument5 pagesHow To Troubleshoot Print Issues: DIGICAP NX Patterning: Performance On PressQuý Đình Mai MaiNo ratings yet
- Dancer Control Slims Down While Gaining Functionality: Success Case: Asda-A2 ServoDocument5 pagesDancer Control Slims Down While Gaining Functionality: Success Case: Asda-A2 ServoQuý Đình Mai MaiNo ratings yet
- Web Tension Design BLH NOBELDocument15 pagesWeb Tension Design BLH NOBELQuý Đình Mai MaiNo ratings yet
- Troubleshooting Guide Printing Issues 2008Document21 pagesTroubleshooting Guide Printing Issues 2008Quý Đình Mai MaiNo ratings yet
- Determining The Print Quality Due To Deformation of The Halftone Dots in FlexographyDocument16 pagesDetermining The Print Quality Due To Deformation of The Halftone Dots in FlexographyQuý Đình Mai MaiNo ratings yet
- Printing TechnologyDocument40 pagesPrinting TechnologyQuý Đình Mai MaiNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2009/0126591 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2009/0126591 A1Quý Đình Mai MaiNo ratings yet
- Measurement and Prediction Procedures For Printability in Flexography (MP3 Flexo)Document157 pagesMeasurement and Prediction Procedures For Printability in Flexography (MP3 Flexo)Quý Đình Mai MaiNo ratings yet
- A E P F S P P: Nalysis of Xposure Arameter of Lexography Heet Hotopolymer LatesDocument7 pagesA E P F S P P: Nalysis of Xposure Arameter of Lexography Heet Hotopolymer LatesQuý Đình Mai MaiNo ratings yet
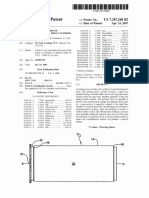
- United States Patent (10) Patent No.: US 7,207,268 B2: Brunst (45) Date of Patent: Apr. 24, 2007Document8 pagesUnited States Patent (10) Patent No.: US 7,207,268 B2: Brunst (45) Date of Patent: Apr. 24, 2007Quý Đình Mai MaiNo ratings yet
- United States Patent (10) Patent No.: US 6,343,550 B1: Feesler (45) Date of Patent: Feb. 5, 2002Document9 pagesUnited States Patent (10) Patent No.: US 6,343,550 B1: Feesler (45) Date of Patent: Feb. 5, 2002Quý Đình Mai MaiNo ratings yet
- Corona Treating System: User and Maintenance ManualDocument100 pagesCorona Treating System: User and Maintenance ManualQuý Đình Mai MaiNo ratings yet
- Motion and MomentumDocument6 pagesMotion and MomentumSyed TanveerNo ratings yet
- Ecc-559 Neutralizing AmineDocument5 pagesEcc-559 Neutralizing AmineU.s. Ezhil ArivudainambiNo ratings yet
- Batch Short Circuit Users ManualDocument64 pagesBatch Short Circuit Users ManualAshleyNo ratings yet
- Solar Brochure February 2023Document24 pagesSolar Brochure February 2023prakistaoNo ratings yet
- How To Use GX Developer MelsecDocument43 pagesHow To Use GX Developer MelsecAlexia VargasNo ratings yet
- APX Portable Accessory CatalogDocument12 pagesAPX Portable Accessory Catalogcraig_ochsNo ratings yet
- Chapter 3 Scope - QuestionsDocument2 pagesChapter 3 Scope - QuestionsnsadnanNo ratings yet
- 고압세척기 메뉴얼Document51 pages고압세척기 메뉴얼박일호No ratings yet
- Novatel Wireless External at CommandsDocument25 pagesNovatel Wireless External at CommandsPaulo A. Guevara PolaníaNo ratings yet
- Pompa Sirkulasi AP 156,3 LPM @60mDocument3 pagesPompa Sirkulasi AP 156,3 LPM @60mAndreas B KresnawanNo ratings yet
- Inkjet RefillingDocument5 pagesInkjet RefillingpedroNo ratings yet
- Surfcam 2014 r2 - 32bitDocument152 pagesSurfcam 2014 r2 - 32bitClaudio HinojozaNo ratings yet
- OSP-P300/P300A: Relocation Detection UnitDocument12 pagesOSP-P300/P300A: Relocation Detection UnitMINH DAONo ratings yet
- Excel - Lab - 1 - BasicsDocument4 pagesExcel - Lab - 1 - BasicsrahulNo ratings yet
- Cherokee Six 3oo Information ManualDocument113 pagesCherokee Six 3oo Information ManualYuri AlexanderNo ratings yet
- 01 Poongavanam PDFDocument14 pages01 Poongavanam PDFAanand100% (1)
- Topic 6 Fields and Forces and Topic 9 Motion in FieldsDocument30 pagesTopic 6 Fields and Forces and Topic 9 Motion in Fieldsgloria11111No ratings yet
- 6060 Tank Pumps Drive ControllerDocument25 pages6060 Tank Pumps Drive ControllerEdison Pfoccori BarrionuevoNo ratings yet
- Plano Electrico 16 MDocument25 pagesPlano Electrico 16 MRober TiconaNo ratings yet
- Tek 17-02aDocument9 pagesTek 17-02aRaquelNo ratings yet
- STR Myanmar Co., LTD Mgs Kitchen Project 7/6/2020Document5 pagesSTR Myanmar Co., LTD Mgs Kitchen Project 7/6/2020Myanmar Ding Ming XinNo ratings yet
- Bikas 2015Document17 pagesBikas 2015Clint TcNo ratings yet
- Jurnal 2001 - Textural Analysis of FatReduced Vanilla-AIMEDocument10 pagesJurnal 2001 - Textural Analysis of FatReduced Vanilla-AIMEMuhamad RizalNo ratings yet
- Construction Material Lecture NoteDocument12 pagesConstruction Material Lecture NoteMohamedNo ratings yet
- Fispq-Senolith Uv Matt Lacquer - 07-11Document8 pagesFispq-Senolith Uv Matt Lacquer - 07-11Alexandre Antunes MateusNo ratings yet
- Sting-S4 Poh UlDocument63 pagesSting-S4 Poh UlJorge E. Arias VargasNo ratings yet
- Strengthening Og Garudchatti Bridge and Failure of Chauras BridgeDocument2 pagesStrengthening Og Garudchatti Bridge and Failure of Chauras BridgeDevi MetasariNo ratings yet
- Math Olympiad Sample ProblemsDocument3 pagesMath Olympiad Sample ProblemsAnonymous 6MSekAxCnZNo ratings yet
- RR2009 - Generale-RrDocument39 pagesRR2009 - Generale-Rrhemant9315No ratings yet
- What Is Nelco N5000-3032 BT PCBDocument5 pagesWhat Is Nelco N5000-3032 BT PCBjackNo ratings yet