Download as xlsx, pdf, or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- ITP Structural SteelDocument4 pagesITP Structural SteelfranNo ratings yet
- 201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0Document1 page201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0muchamad yasin100% (1)
- Inspection Checklist: Pipes and Fittings Material Receiving PipingDocument2 pagesInspection Checklist: Pipes and Fittings Material Receiving PipingSardarFaisalHameed100% (2)
- GM 1927-16b Tiered Supplier Process AuditDocument5 pagesGM 1927-16b Tiered Supplier Process AuditJOHNNo ratings yet
- Inspection and Test Plan Piping Work ActivitiesDocument2 pagesInspection and Test Plan Piping Work ActivitiesAbram Berkat100% (2)
- Inspection-Test-plan For Block WorkDocument3 pagesInspection-Test-plan For Block WorkAbdulrahman Alkilani100% (2)
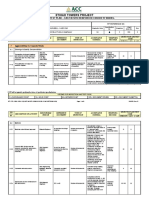
- Etihad Towers Project: Inspection & Test Plan - Cast in Situ Reinforced Concrete WorksDocument8 pagesEtihad Towers Project: Inspection & Test Plan - Cast in Situ Reinforced Concrete WorksjiniNo ratings yet
- ET - CONCRTE GENERIC ITP - 001 - Rev0 (Prelim) 1Document2 pagesET - CONCRTE GENERIC ITP - 001 - Rev0 (Prelim) 1Sagar Aliasjackey100% (1)
- Agile Questions and AnswersDocument33 pagesAgile Questions and Answerssiddharthpande77770% (10)
- GM 1927 16b Resistance Spot Welding Process AuditDocument6 pagesGM 1927 16b Resistance Spot Welding Process AuditGabriel SánchezNo ratings yet
- GM 1927-16b Bending Application Process Audit-GM ConfidentialDocument3 pagesGM 1927-16b Bending Application Process Audit-GM ConfidentialGabriel SánchezNo ratings yet
- GM 1927 16b Gas Mig Weld Process AuditDocument6 pagesGM 1927 16b Gas Mig Weld Process AuditGabriel SánchezNo ratings yet
- ITP Low Tempt Test - RevDocument6 pagesITP Low Tempt Test - RevAgus GunawanNo ratings yet
- QCR W 2016Document1 pageQCR W 2016Madhan KannanNo ratings yet
- GM 1927-16b Welding Process AuditDocument5 pagesGM 1927-16b Welding Process AuditJOHNNo ratings yet
- Qap ReactorDocument6 pagesQap ReactorPARMAR MUKESHNo ratings yet
- 01-Ge-Aqa-9600 Itp DMF FRP Water Trough r2Document29 pages01-Ge-Aqa-9600 Itp DMF FRP Water Trough r2Eljo AndsNo ratings yet
- GM 1927-16b MIG-Gas Weld Process AuditDocument5 pagesGM 1927-16b MIG-Gas Weld Process AuditJOHNNo ratings yet
- SFDSF PDFDocument3 pagesSFDSF PDFbishnu sahNo ratings yet
- ITP For Fabrication & Installation of Tensile Fabric ShadesDocument1 pageITP For Fabrication & Installation of Tensile Fabric ShadesSun ShadeNo ratings yet
- Inspection Checklist: HFO Pipes and Fittings Material Receiving PipingDocument2 pagesInspection Checklist: HFO Pipes and Fittings Material Receiving PipingSardarFaisalHameedNo ratings yet
- QAP N2 Generator & N2 VesselDocument2 pagesQAP N2 Generator & N2 VesselVijay - Spantech EngineersNo ratings yet
- Auditoria de Mezcla de GasesDocument4 pagesAuditoria de Mezcla de GasesTeo de los SantosNo ratings yet
- GRP-08-TS000-SGCRS-ELE-ITP-00005-REV.01Document9 pagesGRP-08-TS000-SGCRS-ELE-ITP-00005-REV.01Haggag AbouelkhairNo ratings yet
- FQP Field Quality Plan or ItpDocument30 pagesFQP Field Quality Plan or Itp9893203028No ratings yet
- ITP For Testing & Commissioning SwitchgearDocument1 pageITP For Testing & Commissioning SwitchgearguspriyNo ratings yet
- QCR W 2009Document2 pagesQCR W 2009Madhan KannanNo ratings yet
- 5 ITP Block WorkDocument2 pages5 ITP Block Workahmsami91No ratings yet
- QAP1Document2 pagesQAP1akshaymehra2354No ratings yet
- L - FA - Niel T. - WK 06 - Power Cable On Reel Continuity and IR Test.Document1 pageL - FA - Niel T. - WK 06 - Power Cable On Reel Continuity and IR Test.NIEL TANEDONo ratings yet
- Qap NipponDocument1 pageQap Nipponuday narayan singhNo ratings yet
- SAIC-RT-2001 Revw of RT ProcedureDocument1 pageSAIC-RT-2001 Revw of RT ProcedureKirubhakarPooranamNo ratings yet
- Cw213623 - Sokaij - Qa-5733-00001 - Inspection and Test PlanDocument19 pagesCw213623 - Sokaij - Qa-5733-00001 - Inspection and Test PlanjeszzymenNo ratings yet
- Sample QAPDocument3 pagesSample QAPArjun ChouhanNo ratings yet
- Inspection and Test Plan: Order No.: Client: Project: Purchaser: Scope of Supply: Safety Relief Valve Doc No.Document2 pagesInspection and Test Plan: Order No.: Client: Project: Purchaser: Scope of Supply: Safety Relief Valve Doc No.jayendrapatilNo ratings yet
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDocument1 pageSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWNo ratings yet
- Quantum of Check of Material&WorkmanshipDocument35 pagesQuantum of Check of Material&Workmanshipsanjay vidhateNo ratings yet
- Inspection & Test Plan (ITP) & ITP ChecklistDocument2 pagesInspection & Test Plan (ITP) & ITP ChecklistHaggag AbouelkhairNo ratings yet
- QCR W 2035Document1 pageQCR W 2035Madhan KannanNo ratings yet
- Inspection Test Plan (Itp) at Site: Disciplin RevDocument5 pagesInspection Test Plan (Itp) at Site: Disciplin RevEnryan Oreski RiyadiNo ratings yet
- Magnesium Anode Test Quality Control and Inspection Report FormDocument1 pageMagnesium Anode Test Quality Control and Inspection Report Formsindalisindi0% (1)
- QCR W 2036Document1 pageQCR W 2036Madhan KannanNo ratings yet
- MCF c023 1861 50 Cleat Plate Powerstone IrDocument1 pageMCF c023 1861 50 Cleat Plate Powerstone IrIveel PurevdorjNo ratings yet
- ITP For Structural Cabling System Testing and CommissioningDocument1 pageITP For Structural Cabling System Testing and CommissioningRommel Espinosa ParasNo ratings yet
- L&T QapDocument2 pagesL&T Qapsriram.5230No ratings yet
- 7-Itp For Ups Installation and Testing.Document7 pages7-Itp For Ups Installation and Testing.Haggag AbouelkhairNo ratings yet
- FIR Magnesium Anode Test QCDocument1 pageFIR Magnesium Anode Test QCFafa seyzaNo ratings yet
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- Engg (MM) Qap FormatDocument9 pagesEngg (MM) Qap Formatvijay10484No ratings yet
- Steel TankDocument4 pagesSteel TankRanu JanuarNo ratings yet
- Inspection and Test Planrev01Document16 pagesInspection and Test Planrev01Nguyễn MinhNo ratings yet
- ELECT-TIC-2.8 (Torque Testing and Final Inspection)Document4 pagesELECT-TIC-2.8 (Torque Testing and Final Inspection)Muhammad IrfanNo ratings yet
- Inspection Testing Plan (ITP)Document1 pageInspection Testing Plan (ITP)Kdown 99100% (1)
- General ITP For MEP Work at Electrical RoomDocument3 pagesGeneral ITP For MEP Work at Electrical RoomWaqar KhanNo ratings yet
- General Data and InformationDocument5 pagesGeneral Data and InformationdeltavijayakumarNo ratings yet
- CW2099436 Q006 0003 - R1Document1 pageCW2099436 Q006 0003 - R1D S Sagar TripuramalluNo ratings yet
- ELECT-TIC-2.6 (Continuity and Insulation Resistance Test)Document3 pagesELECT-TIC-2.6 (Continuity and Insulation Resistance Test)Muhammad Irfan100% (1)
- QAP-NI-IJ-346-21 R1-MS New Eoan AssociatesDocument2 pagesQAP-NI-IJ-346-21 R1-MS New Eoan AssociatesParampreet singhNo ratings yet
- BVI-SCCJ-0004 - ITP Grounding Grid Installation R.0Document8 pagesBVI-SCCJ-0004 - ITP Grounding Grid Installation R.0didi sudiNo ratings yet
- 5.2. Internal Light & Wiring Device Function TestDocument2 pages5.2. Internal Light & Wiring Device Function TestMariam AwadNo ratings yet
- GM 1927-62 Creativity Team Action PlanDocument13 pagesGM 1927-62 Creativity Team Action PlanJOHNNo ratings yet
- GM 1927-16b Welding Process AuditDocument5 pagesGM 1927-16b Welding Process AuditJOHNNo ratings yet
- GM 1927-16b MIG-Gas Weld Process AuditDocument5 pagesGM 1927-16b MIG-Gas Weld Process AuditJOHNNo ratings yet
- Samson s2000 ManualDocument12 pagesSamson s2000 ManualpeepoleNo ratings yet
- Ondina 22Document3 pagesOndina 22ismoyoNo ratings yet
- Mc9s12hz128val Datasheetz PDFDocument28 pagesMc9s12hz128val Datasheetz PDFCarlos Geeket' El HalabiNo ratings yet
- Oracle Server Checklist PDFDocument2 pagesOracle Server Checklist PDFangeldn06No ratings yet
- #Smpschat: Transcript From January 27, 2011 To January 27, 2011Document15 pages#Smpschat: Transcript From January 27, 2011 To January 27, 2011api-54559496No ratings yet
- Tac68 01Document32 pagesTac68 01TateNo ratings yet
- TM 200 ManualDocument50 pagesTM 200 ManualJhuno Silva PaulaNo ratings yet
- Greer RCI510 Troubleshooting W450270ADocument19 pagesGreer RCI510 Troubleshooting W450270ARam SisodiaNo ratings yet
- Strategic Information Systems PlanningDocument22 pagesStrategic Information Systems PlanningNoman10100% (2)
- Facebook TrainingDocument13 pagesFacebook TrainingAnthony GanNo ratings yet
- Chapter 2Document103 pagesChapter 2Magarsa BedasaNo ratings yet
- HT64-132 OWS Final Drawings150525Document24 pagesHT64-132 OWS Final Drawings150525jamukanak padNo ratings yet
- Onboard Data Handling and Telemetry: Lesson 2: The Complete Cdhs ArchitectureDocument42 pagesOnboard Data Handling and Telemetry: Lesson 2: The Complete Cdhs ArchitectureDavid Diaz RivasNo ratings yet
- HVX Selection enDocument44 pagesHVX Selection enDheeraj YadavNo ratings yet
- The National Shipbuilding Research ProgramDocument54 pagesThe National Shipbuilding Research Programfirdaus_stNo ratings yet
- Precise DAT400Document44 pagesPrecise DAT400Nikos Stamopoulos0% (1)
- Mtu 20VDocument2 pagesMtu 20VGLIEDRNo ratings yet
- Supply Chain Integration Through Information SharingDocument21 pagesSupply Chain Integration Through Information SharingAwetahgn TsegayNo ratings yet
- 7 Marla House With Basement DesignDocument9 pages7 Marla House With Basement DesignAli RazaNo ratings yet
- A Project Report On Brand Preference of Mobile Phones Among Ghaziabad Students: BulbulDocument42 pagesA Project Report On Brand Preference of Mobile Phones Among Ghaziabad Students: BulbulBulbul Sharma58% (19)
- Infosys Case Study 092020 - Final - CII-28Jan2021Document10 pagesInfosys Case Study 092020 - Final - CII-28Jan2021Pavan Kumar SNo ratings yet
- Ericsson T 65-Settings For Internet AccessDocument3 pagesEricsson T 65-Settings For Internet AccessMarc BengtssonNo ratings yet
- Embeded SystemsDocument19 pagesEmbeded SystemsParvathi GoudNo ratings yet
- Price List EcoLum Price List January 2021 IssueDocument8 pagesPrice List EcoLum Price List January 2021 IssueRey Jay BaratosNo ratings yet
- Maintain Training Facilities: Shop Lay OutDocument19 pagesMaintain Training Facilities: Shop Lay OutJuris Augustine MataviaNo ratings yet
- ? Generative AI 6.0 Workshop ResourcesDocument13 pages? Generative AI 6.0 Workshop ResourcesThomas BLOOMNo ratings yet
- FM Receivers With PLLDocument6 pagesFM Receivers With PLLOndrej LomjanskiNo ratings yet
- For Training Only: SAP Ariba ServicesDocument1 pageFor Training Only: SAP Ariba ServicesNaveen VuppalaNo ratings yet
- SAP ERP OverviewDocument89 pagesSAP ERP Overviewmrbasic042No ratings yet