Download as pdf or txt
You might also like
- FRW Rotoscale Kiln Feed MainDocument532 pagesFRW Rotoscale Kiln Feed Mainruchikaporwal2018No ratings yet
- Air Cooled Type Chiller: Operation ManualDocument28 pagesAir Cooled Type Chiller: Operation ManualmodussarNo ratings yet
- Kinco HMIware User ManualDocument522 pagesKinco HMIware User Manualrguzmanabundis100% (1)
- Xpthc-4: Arc Voltage Plasma Height ControllerDocument25 pagesXpthc-4: Arc Voltage Plasma Height ControllerRacer RacerNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
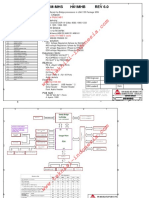
- Biostar H61MHBDocument45 pagesBiostar H61MHBAlex Manzhos100% (1)
- DRV Masterdrives MC Catalog Da 65 3 PDFDocument224 pagesDRV Masterdrives MC Catalog Da 65 3 PDFrambetsNo ratings yet
- Fbox Series Instruction Manual: 二、InstallationDocument6 pagesFbox Series Instruction Manual: 二、Installationbassit82No ratings yet
- Operator Interface Products 48-1: March 2009Document38 pagesOperator Interface Products 48-1: March 2009Herick509No ratings yet
- Powercut 900 ManualDocument72 pagesPowercut 900 Manualalex mejiaNo ratings yet
- Etiv ControllerDocument40 pagesEtiv ControllerKhalil DahabNo ratings yet
- 3adw000175r0101 - ddc2000 - NT - Read FirstDocument32 pages3adw000175r0101 - ddc2000 - NT - Read FirstAhmed MoustafaNo ratings yet
- Gas Book PLCDocument119 pagesGas Book PLCLucas MeloNo ratings yet
- External - HPT604 Fuel Sensor Installation and Calibration Instructions V2 2 300721Document7 pagesExternal - HPT604 Fuel Sensor Installation and Calibration Instructions V2 2 300721GabrielNo ratings yet
- AC310 Series Inverter Technical Manual (Detailed Version) 20230706Document380 pagesAC310 Series Inverter Technical Manual (Detailed Version) 20230706Leo MedvederNo ratings yet
- Visual LCD Studio Visual LCD Studio Visual LCD Studio: Unda TechDocument54 pagesVisual LCD Studio Visual LCD Studio Visual LCD Studio: Unda TechIsmaelNo ratings yet
- Stebon Encoder MotorsDocument2 pagesStebon Encoder Motorssales6921No ratings yet
- 20-Comm-D Devicenet Adapter: User ManualDocument256 pages20-Comm-D Devicenet Adapter: User ManualAnderson Rios SilvaNo ratings yet
- 8BVP0440HW00.000-1 Acopos Multi P0440 B&R DatasheetDocument17 pages8BVP0440HW00.000-1 Acopos Multi P0440 B&R DatasheetGerman PachecoNo ratings yet
- Shenzhen H.Y.D CNC Technology Co.,Ltd: Instruction Manual Arc Voltage Torch Height Controller Xpthc-100Document18 pagesShenzhen H.Y.D CNC Technology Co.,Ltd: Instruction Manual Arc Voltage Torch Height Controller Xpthc-100vijayNo ratings yet
- Manual Sicam FCMDocument82 pagesManual Sicam FCMRazvan MaresNo ratings yet
- Lincoln Invertec 270T ManualDocument13 pagesLincoln Invertec 270T ManualluchomnzkuNo ratings yet
- HD 61202Document5 pagesHD 61202kalangeNo ratings yet
- Biostar H61MHB - IH61M-MHS Rev 6.0Document45 pagesBiostar H61MHB - IH61M-MHS Rev 6.0El TécnicoNo ratings yet
- D/E Remote Relay Panel User Guide: This Manual Should Remain With The UnitDocument8 pagesD/E Remote Relay Panel User Guide: This Manual Should Remain With The Unitroberto sanchezNo ratings yet
- HITACHI H Series (CPU Port) : HMI SettingDocument4 pagesHITACHI H Series (CPU Port) : HMI SettingsunhuynhNo ratings yet
- As Dab User ManualDocument291 pagesAs Dab User ManualTuan Ngoc0% (1)
- Portable Plasma Torch Height Controller Manual: Type F1620Document46 pagesPortable Plasma Torch Height Controller Manual: Type F1620Syurriya LeedangNo ratings yet
- FTP Server With Letter HeadDocument25 pagesFTP Server With Letter HeadPham LongNo ratings yet
- Power Mate H Motion CntrollerDocument448 pagesPower Mate H Motion CntrollerViru ShahNo ratings yet
- Eacon Inv Ec500Document74 pagesEacon Inv Ec500michalis zisisNo ratings yet
- Baldwin Panel InstructionsDocument10 pagesBaldwin Panel InstructionsJORGEACOSTAvelez100% (1)
- Simatic ET 200S Distributed I/O 4AI I 2WIRE ST Analog Electronic Module (6ES7134-4GD00-0AB0)Document24 pagesSimatic ET 200S Distributed I/O 4AI I 2WIRE ST Analog Electronic Module (6ES7134-4GD00-0AB0)Oleksandr HusievNo ratings yet
- BB Electronics (2010)Document148 pagesBB Electronics (2010)Jorge_Andril_5370No ratings yet
- Euromap 12 PDFDocument2 pagesEuromap 12 PDFBruce0% (1)
- Continuum+Security+Family Andover ControlsDocument20 pagesContinuum+Security+Family Andover ControlspujFierrosNo ratings yet
- Sanmotion R-3e-Ad eDocument172 pagesSanmotion R-3e-Ad eM.D. Niyaz100% (2)
- ABB Drives Rtac-01 Pulse Encoder Interface Module User's ManualDocument23 pagesABB Drives Rtac-01 Pulse Encoder Interface Module User's ManualJohn SimancaNo ratings yet
- Manual Pi130Document129 pagesManual Pi130Denis ChitoragaNo ratings yet
- Prospecto SPS D BH3000Document4 pagesProspecto SPS D BH3000Marcos Zimmermann100% (1)
- Panelrouter UkDocument40 pagesPanelrouter UkОлег ДавыдовNo ratings yet
- Installation Manual: Washer Extractor W575N, W585N, W5105N, W5130N, W5180N, W5250N, W5330NDocument48 pagesInstallation Manual: Washer Extractor W575N, W585N, W5105N, W5130N, W5180N, W5250N, W5330NmayNo ratings yet
- OEZ - Circuit BreakerDocument296 pagesOEZ - Circuit Breaker600sNo ratings yet
- Weg Automation Cfw-09 Users ManualDocument363 pagesWeg Automation Cfw-09 Users ManualSebas GambaNo ratings yet
- PowerCut 1600Document168 pagesPowerCut 1600napalitoNo ratings yet
- SVM 1047 PW345CDocument80 pagesSVM 1047 PW345CZack “Archimede38” BenNo ratings yet
- FX Series User's Manual - Data Communication EditionDocument726 pagesFX Series User's Manual - Data Communication EditionJohn Forbes Nash100% (3)
- DELTA IA-PLC EtherNet-IP OP EN 20190513Document132 pagesDELTA IA-PLC EtherNet-IP OP EN 20190513edevaldwilsonNo ratings yet
- MaxDNA Contents - C2Document8 pagesMaxDNA Contents - C2dinkarbhel0% (1)
- Developer's Quick Start Manual: Power PMAC-NC16Document30 pagesDeveloper's Quick Start Manual: Power PMAC-NC16ИгорьNo ratings yet
- Tutorial - SimCoder With TI F28335 TargetDocument12 pagesTutorial - SimCoder With TI F28335 TargetjebasinghjsNo ratings yet
- PT 38 ReposiçãoDocument8 pagesPT 38 ReposiçãoRicardo CalmonNo ratings yet
- Dspic30F Data Sheet: General Purpose and Sensor FamiliesDocument248 pagesDspic30F Data Sheet: General Purpose and Sensor FamiliesEFRENNo ratings yet
- VLT 5000 Modbus RTU ManualDocument32 pagesVLT 5000 Modbus RTU ManualHuan VoNo ratings yet
- Xpthc-4: Arc Voltage Plasma Height ControllerDocument24 pagesXpthc-4: Arc Voltage Plasma Height ControllerElizael FilhoNo ratings yet
- XPTHC-Portable300 Arc Voltage Torch Height ControllerDocument8 pagesXPTHC-Portable300 Arc Voltage Torch Height ControllerRacer RacerNo ratings yet
- XPTHC-100V EnglishDocument26 pagesXPTHC-100V EnglishEnriqueNo ratings yet
- PTHC-200DC ManualDocument24 pagesPTHC-200DC ManualAlaa Abu KhurjNo ratings yet
- Arc Voltage Torch Height Controller XPTHC-100 Instruction ManualDocument22 pagesArc Voltage Torch Height Controller XPTHC-100 Instruction ManualOscar Lendechy MendezNo ratings yet
- Cold Plate ATS CP 1003Document2 pagesCold Plate ATS CP 1003reneNo ratings yet
- EGS 2200 DriveDocument68 pagesEGS 2200 DrivevihaanNo ratings yet
- S&C VISTA Bulletin-680-30Document8 pagesS&C VISTA Bulletin-680-30Luis CamargoNo ratings yet
- Lab Step-Down DC-DC ConverterDocument2 pagesLab Step-Down DC-DC ConverterPanuwat NiyomkitjakankulNo ratings yet
- Cutler-Hammer: Magnum Ratings, Characteristics, Weights and DimensionsDocument4 pagesCutler-Hammer: Magnum Ratings, Characteristics, Weights and Dimensionsbaskaranjay5502No ratings yet
- COE/EE 243 Sample Exam #4 SolutionDocument4 pagesCOE/EE 243 Sample Exam #4 SolutionM Naveed ShakirNo ratings yet
- Motion Mountain - Vol. 3 - Light, Charges and Brains - The Adventure of PhysicsDocument455 pagesMotion Mountain - Vol. 3 - Light, Charges and Brains - The Adventure of Physicsmotionmountain92% (12)
- Three-Phase AC Power Electronics: Electricity and New EnergyDocument34 pagesThree-Phase AC Power Electronics: Electricity and New Energygoonzaalo_22No ratings yet
- Irobot Scooba 230 - ManualDocument12 pagesIrobot Scooba 230 - ManualMelin FifeeNo ratings yet
- OPzV2 350Document2 pagesOPzV2 350suryadiNo ratings yet
- JPR8080 5aDocument273 pagesJPR8080 5aqwazelbeeNo ratings yet
- Difference Between Single Phase Wiring and Three Phase (Latest)Document14 pagesDifference Between Single Phase Wiring and Three Phase (Latest)shumwenjunNo ratings yet
- Hko 00180Document4 pagesHko 00180Benyoucef SmainiNo ratings yet
- Using Dielectric Losses To De-Ice Power Transmission Lines With 100 KHZ High-Voltage ExcitationDocument5 pagesUsing Dielectric Losses To De-Ice Power Transmission Lines With 100 KHZ High-Voltage ExcitationramsesiNo ratings yet
- Catalog Nurse Call Code Blue System ExcelcommDocument27 pagesCatalog Nurse Call Code Blue System ExcelcommJuniar Putra TheflyingdeadmanNo ratings yet
- 27 Brochure PDFDocument32 pages27 Brochure PDFfadilaNo ratings yet
- Midterm Practice 1Document10 pagesMidterm Practice 1Kaw PongwanitNo ratings yet
- Icstation Dual USB 5V 1A 2.1A DIY Power Bank Mainboard 18650 Battery Charger PCB With LCD DisplayDocument2 pagesIcstation Dual USB 5V 1A 2.1A DIY Power Bank Mainboard 18650 Battery Charger PCB With LCD Displaymaster chibukingNo ratings yet
- Panasonic CR123ADocument1 pagePanasonic CR123AMedSparkNo ratings yet
- Harman Kardon HK 3380 - Mk2 Service ManualDocument54 pagesHarman Kardon HK 3380 - Mk2 Service ManualDimceStereophileski100% (2)
- Electus Distribution Reference Data Sheet ... - Jaycar ElectronicsDocument3 pagesElectus Distribution Reference Data Sheet ... - Jaycar ElectronicsSinésio GomesNo ratings yet
- Delta Ia-Mds Vfd-Ed Um en 20201006Document389 pagesDelta Ia-Mds Vfd-Ed Um en 20201006Oscar ThrasherNo ratings yet
- Galaxy VS - GVSUPS10KB4HSDocument3 pagesGalaxy VS - GVSUPS10KB4HSTamo PloddeeNo ratings yet
- Parul University: Q.1 Objective Type QuestionsDocument2 pagesParul University: Q.1 Objective Type QuestionskunjanNo ratings yet
- Fault StudyDocument12 pagesFault StudypasanhesharaNo ratings yet
- Chapter 1 Electrostatics (Q) - 1819Document24 pagesChapter 1 Electrostatics (Q) - 1819Praveen HariNo ratings yet
- GBDocument2 pagesGBRolando SoledadNo ratings yet
- Zirconia Oxygen Analyzer Converter (Single-Channel Type) : Instruction ManualDocument27 pagesZirconia Oxygen Analyzer Converter (Single-Channel Type) : Instruction ManualArvind NangareNo ratings yet
- Decoupled Center Spaced PWM Techniques For Open End Winding Induction Motor DriveDocument6 pagesDecoupled Center Spaced PWM Techniques For Open End Winding Induction Motor Driveicees2018 EEENo ratings yet
- Siemens Electrification Solutions - IEEE 20160913Document21 pagesSiemens Electrification Solutions - IEEE 20160913Victor Manuel BonettoNo ratings yet