Download as docx, pdf, or txt
You might also like
- Graphic Engineering Size Tolerances Assignment PDFDocument2 pagesGraphic Engineering Size Tolerances Assignment PDFXacobe PiñeiroNo ratings yet
- 1.3 Materiales de Caucho para PF Serie 60Document33 pages1.3 Materiales de Caucho para PF Serie 60ronald palomino100% (1)
- Baby Diaper MachineDocument3 pagesBaby Diaper MachinezakNo ratings yet
- Press Tool Operation and FunctionsDocument25 pagesPress Tool Operation and Functionsjagan89% (9)
- 01 Introduction To Press ToolsDocument9 pages01 Introduction To Press ToolsAngelo De DominicisNo ratings yet
- Punching - WikipediaDocument4 pagesPunching - WikipediaTahafanMaggedonNo ratings yet
- Introduction To Tools and DiesDocument4 pagesIntroduction To Tools and DiesUmair KhattakNo ratings yet
- Assignment 1Document11 pagesAssignment 1jacobkapinga02No ratings yet
- Fundamental Fitting Shop OperationsDocument9 pagesFundamental Fitting Shop Operationssuleman205100% (4)
- Discuss The Various Cutting Tools of Lathe Machine in The Machine ShopDocument2 pagesDiscuss The Various Cutting Tools of Lathe Machine in The Machine ShopMarc Augustus GarciaNo ratings yet
- DieDocument6 pagesDieAditya GoelNo ratings yet
- JIG Part 1Document11 pagesJIG Part 1Temu100% (1)
- 7 Cutting PDFDocument27 pages7 Cutting PDFAshwani KumarNo ratings yet
- Basic Machine Tool OperationsDocument18 pagesBasic Machine Tool OperationsRandy EsoleNo ratings yet
- Effect of Work On Material Properties: Yang Disusun OlehDocument14 pagesEffect of Work On Material Properties: Yang Disusun OlehFendy PujiNo ratings yet
- Basic Machine Tool OperationsDocument18 pagesBasic Machine Tool OperationsRandy EsoleNo ratings yet
- Sheet Metal WorkingDocument10 pagesSheet Metal WorkingBhupendhar HarshawardanNo ratings yet
- Expose Metal Forming and PracticeDocument11 pagesExpose Metal Forming and PracticePuwa CalvinNo ratings yet
- Presstool MasterDocument111 pagesPresstool MasterRajesh Kumar100% (2)
- Universal Grinding - Machine - Report-FinalDocument48 pagesUniversal Grinding - Machine - Report-FinalGopuNo ratings yet
- Agbedo Tochukwu M.E 212 ReportDocument10 pagesAgbedo Tochukwu M.E 212 ReportOnyi Trigghaz MekzyNo ratings yet
- Takele ManufacturingDocument21 pagesTakele Manufacturingdawit solomonNo ratings yet
- Production Engineering NotesDocument63 pagesProduction Engineering NotesShaheer KhalidNo ratings yet
- Ahmed Lab ReportDocument10 pagesAhmed Lab ReportM. AhmedNo ratings yet
- Forming ProcessesDocument8 pagesForming ProcessesKishor PatilNo ratings yet
- 2 Metal CuttingDocument89 pages2 Metal CuttingYashraj patilNo ratings yet
- Press & Press WorkDocument7 pagesPress & Press Workapi-19822628No ratings yet
- Metal FormingDocument11 pagesMetal FormingQutaibq MahameedNo ratings yet
- Metal CuttingDocument30 pagesMetal Cuttingziad almnaseerNo ratings yet
- Advantages DisadvantagesDocument7 pagesAdvantages DisadvantagesNeha kumamekarNo ratings yet
- Power Press OperationsDocument5 pagesPower Press Operationsrakeshraki16600No ratings yet
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- DiesDocument4 pagesDiesjohan pambudiNo ratings yet
- 2 Reading Matl CH - 6 Sheet Metal Parts MFG ProcessDocument62 pages2 Reading Matl CH - 6 Sheet Metal Parts MFG ProcessCaldwellNo ratings yet
- Production Engineering Lecture 2Document16 pagesProduction Engineering Lecture 2AINAMANI AMOSNo ratings yet
- FMP 221 Lecture 9 Cold WorkingDocument34 pagesFMP 221 Lecture 9 Cold WorkingSarojKumarSinghNo ratings yet
- Machining and CNC: CAD/CAM Is Said As Two WordsDocument4 pagesMachining and CNC: CAD/CAM Is Said As Two WordsIvan Mario VillcaNo ratings yet
- Unit IV 180208091907Document153 pagesUnit IV 180208091907tamilselvan nNo ratings yet
- SWEPDocument11 pagesSWEPRizzleNo ratings yet
- Forging and Its TypesDocument9 pagesForging and Its TypesHarinath GowdNo ratings yet
- MT II - 2 Marks With AnswersDocument40 pagesMT II - 2 Marks With AnswersArulNo ratings yet
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- Module 3. Midterms. Workshop Theory and Practice. MidtermsDocument10 pagesModule 3. Midterms. Workshop Theory and Practice. MidtermsmanuelNo ratings yet
- Sheet Metal Working: Unit No. VDocument67 pagesSheet Metal Working: Unit No. VMahesh SalotagiNo ratings yet
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Document14 pages202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY ANo ratings yet
- DrillingDocument61 pagesDrillingAjay RanaNo ratings yet
- Die FormingDocument4 pagesDie FormingMohit KambojNo ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Sheet Metal DesignDocument33 pagesSheet Metal DesignNanda Sagar100% (3)
- Manufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal ProcessDocument51 pagesManufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal Processabhinav_bitspilani8991No ratings yet
- Fitting - Fabrication Manual 2020Document14 pagesFitting - Fabrication Manual 2020Malik AbubakerNo ratings yet
- Sheet MetalDocument14 pagesSheet Metal019SAURABH GUPTANo ratings yet
- Plastic DeformationDocument3 pagesPlastic DeformationCleng LaynesNo ratings yet
- Course Conducted For PgditdDocument30 pagesCourse Conducted For Pgditdਹਰਪ੍ਰੀਤ ਸਿੰਘNo ratings yet
- Sheet Metal OperationsDocument7 pagesSheet Metal OperationsThabiso MmesoNo ratings yet
- Forging and Press 1Document18 pagesForging and Press 1Sumedh sonawane100% (1)
- Different Types of Sheet Metal Operations Are:: 1. Shearing OperationDocument10 pagesDifferent Types of Sheet Metal Operations Are:: 1. Shearing OperationSai Asrith KonagallaNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Turning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelFrom EverandTurning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelRating: 4.5 out of 5 stars4.5/5 (3)
- Project Supervisor: Professor Shehzad Project Group: F (Itezaz Ranjha 18-IM-132, Abdul Muqeet 18-IM-106, Ahmed Attar 18-IM-122)Document1 pageProject Supervisor: Professor Shehzad Project Group: F (Itezaz Ranjha 18-IM-132, Abdul Muqeet 18-IM-106, Ahmed Attar 18-IM-122)itezaz ahmedNo ratings yet
- FYDP#Group FDocument20 pagesFYDP#Group Fitezaz ahmedNo ratings yet
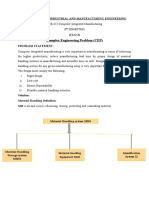
- Department of Industrial and Manufacturing EngineeringDocument7 pagesDepartment of Industrial and Manufacturing Engineeringitezaz ahmedNo ratings yet
- Experiment No 2: To Measure The Height of Work Piece by Using Vernier Height Gauge. ApparatusDocument3 pagesExperiment No 2: To Measure The Height of Work Piece by Using Vernier Height Gauge. Apparatusitezaz ahmedNo ratings yet
- Literature Review (PLO 1& PLO 3)Document3 pagesLiterature Review (PLO 1& PLO 3)itezaz ahmedNo ratings yet
- 04-02-01 Sheet Metal Working Basics-1Document39 pages04-02-01 Sheet Metal Working Basics-1itezaz ahmedNo ratings yet
- Literature Review Main PointsDocument4 pagesLiterature Review Main Pointsitezaz ahmedNo ratings yet
- Farwa Imtiaz: Math TeacherDocument1 pageFarwa Imtiaz: Math Teacheritezaz ahmedNo ratings yet
- Apparatus:: Use The Vernier Caliper To Measure The Dimension of PinsDocument4 pagesApparatus:: Use The Vernier Caliper To Measure The Dimension of Pinsitezaz ahmedNo ratings yet
- Computing FundamentalsDocument10 pagesComputing Fundamentalsitezaz ahmedNo ratings yet
- Manufacturing Process-II Lab ManualDocument43 pagesManufacturing Process-II Lab Manualitezaz ahmedNo ratings yet
- Rankine CycleDocument15 pagesRankine Cycleitezaz ahmedNo ratings yet
- Axius SC Sanitary Rupture Disc R14301 Datasheet ENDocument3 pagesAxius SC Sanitary Rupture Disc R14301 Datasheet ENeng_823664768No ratings yet
- Industrial Training Presentation BY Vaibhav Singh (Mechanical Engineering)Document10 pagesIndustrial Training Presentation BY Vaibhav Singh (Mechanical Engineering)Vaibhav SinghNo ratings yet
- Carpentry and MasonryDocument25 pagesCarpentry and MasonryAijunful TabayNo ratings yet
- 14 WosDocument6 pages14 WosATUL KURZEKARNo ratings yet
- 17-07-23-Catalog of STEEL WORLDDocument4 pages17-07-23-Catalog of STEEL WORLDRajan BhardwajNo ratings yet
- Aircraft Fabric CoveringDocument57 pagesAircraft Fabric CoveringBo BoNo ratings yet
- Acctg 1102 Module 7 - Economies of Scale and ScopeDocument4 pagesAcctg 1102 Module 7 - Economies of Scale and ScopeElj Grace BaronNo ratings yet
- Catalogue JagmaDocument20 pagesCatalogue JagmaAllied EngineeringNo ratings yet
- Ep 300Document2 pagesEp 300mathewsujith31No ratings yet
- Advanced MaterialsDocument30 pagesAdvanced Materialskmp pssrNo ratings yet
- Bulletin 2 Cement Cemeneticious Material and Cement Type SelectionDocument21 pagesBulletin 2 Cement Cemeneticious Material and Cement Type Selectionenergy8001No ratings yet
- Fiberfrax Duraboard Products: Product Information SheetDocument4 pagesFiberfrax Duraboard Products: Product Information SheetShashank MishraNo ratings yet
- 2 3 Basic Machine Tool Operations Drilling MachinesDocument34 pages2 3 Basic Machine Tool Operations Drilling MachinesJiggy Lawrence BathanNo ratings yet
- WC67K EngDocument8 pagesWC67K Engclaudio ponceNo ratings yet
- L-G Slideway OilDocument2 pagesL-G Slideway OilAdnanNo ratings yet
- S2B2 Chapter 5Document195 pagesS2B2 Chapter 5Arpit PatwariNo ratings yet
- Calcium-Aluminothermal Production of Niobium and Mineral Composition of The Slag - GorkunovDocument15 pagesCalcium-Aluminothermal Production of Niobium and Mineral Composition of The Slag - Gorkunovmaa bloNo ratings yet
- ICS 5000 Flue System: High Positive PressureDocument28 pagesICS 5000 Flue System: High Positive PressureSebastian StefanescuNo ratings yet
- PDF Manufacturing Technology Vol 1 5Th Edition Rao Ebook Full ChapterDocument53 pagesPDF Manufacturing Technology Vol 1 5Th Edition Rao Ebook Full Chaptermichael.jones152100% (4)
- Br. Kade Postupak I Ime Preparata Konc. (%) Temp (°C) Miješanje Otopine Materijal Kade Br. Faze (Al I Fe) Vrijeme Obrade PH, ProvodljivostDocument3 pagesBr. Kade Postupak I Ime Preparata Konc. (%) Temp (°C) Miješanje Otopine Materijal Kade Br. Faze (Al I Fe) Vrijeme Obrade PH, ProvodljivostBranko BrezecNo ratings yet
- Z Purlin Spec SheetDocument2 pagesZ Purlin Spec SheetMeeNo ratings yet
- Dokumen - Tips Bs 6615 Iso 8062 Ct7Document2 pagesDokumen - Tips Bs 6615 Iso 8062 Ct7luizNo ratings yet
- CPAP Nightstand: Eternal Harvest Decor Free PlansDocument12 pagesCPAP Nightstand: Eternal Harvest Decor Free PlansKevin VoNo ratings yet
- Design of Food Product Using Quality Function Deployment in Food IndustryDocument16 pagesDesign of Food Product Using Quality Function Deployment in Food IndustryFahrillNo ratings yet
- Butt Joint Upload 1Document6 pagesButt Joint Upload 1Aminda FernandoNo ratings yet
- 1.Cicoseal PU 40 5Document2 pages1.Cicoseal PU 40 5mohamed ragabNo ratings yet
- DEVIHALLIDocument2 pagesDEVIHALLInelamangalaNo ratings yet