
Avoid Potential Repeated Failure (Cracked Gas Compressor Line) Through Proper Material Assessment
Avoid Potential Repeated Failure (Cracked Gas Compressor Line) Through Proper Material Assessment
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Seamless Tube Plants: Staying Ahead With Quality and Cost EfficiencyDocument44 pagesSeamless Tube Plants: Staying Ahead With Quality and Cost EfficiencyFilipNo ratings yet
- BV Elevator Links ManualDocument54 pagesBV Elevator Links ManualMikeCao1384No ratings yet
- Aerosol Paints Know How Plant Setting FormulationsDocument1 pageAerosol Paints Know How Plant Setting FormulationsAudrey Patrick Kalla67% (3)
- Rotational Lining System and Use of High-Performance ThermoplasticsDocument11 pagesRotational Lining System and Use of High-Performance ThermoplasticsMubeenNo ratings yet
- Qualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarDocument13 pagesQualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarMubeenNo ratings yet
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- Study of Raw Material Failure During Manufacturing of ERW PipesDocument9 pagesStudy of Raw Material Failure During Manufacturing of ERW PipesMubeenNo ratings yet
- Sanicro 35, A New Super Austenitic Stainless SteelDocument6 pagesSanicro 35, A New Super Austenitic Stainless SteelMubeen100% (1)
- RTIndexDocument18 pagesRTIndexMubeenNo ratings yet
- Donald Deskey PDFDocument21 pagesDonald Deskey PDFDiksha GuptaNo ratings yet
- Conventional Manufacturing Process 20ME33: Class 01Document16 pagesConventional Manufacturing Process 20ME33: Class 01Vinayaka G PNo ratings yet
- Corrosion Guide Galvanic Chart SummaryDocument1 pageCorrosion Guide Galvanic Chart SummaryDan CosacNo ratings yet
- Conduit Pipe Catalog Elbows PDFDocument4 pagesConduit Pipe Catalog Elbows PDFJosé MiguelNo ratings yet
- CN1056907A - A Kind of Process For Brightly Plating of Zinc For Metal Wire - Google PatentsDocument6 pagesCN1056907A - A Kind of Process For Brightly Plating of Zinc For Metal Wire - Google PatentsMuhammad SaqibNo ratings yet
- Bosses: Figure 7: Boss Design GuidelinesDocument3 pagesBosses: Figure 7: Boss Design GuidelinesAaselNo ratings yet
- F 73 - 96 - RJCZLTK2 PDFDocument3 pagesF 73 - 96 - RJCZLTK2 PDFYayan RnsNo ratings yet
- Rolling Technology Training Programme - AnnealingDocument52 pagesRolling Technology Training Programme - Annealingrabikm100% (1)
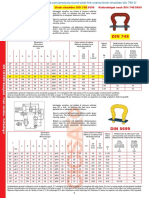
- Katalog - CICSA Chain DIN 764 & Shackle DIN 745Document2 pagesKatalog - CICSA Chain DIN 764 & Shackle DIN 745Jupiter GoNo ratings yet
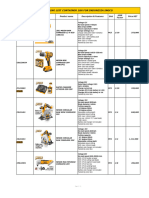
- Daftar Barang Masuk Kontainer 18h 2021Document5 pagesDaftar Barang Masuk Kontainer 18h 2021Mandiri JayaNo ratings yet
- Chapter Four Design and Analysis of Mixer: Material SelectionDocument48 pagesChapter Four Design and Analysis of Mixer: Material SelectionHailemariam WeldegebralNo ratings yet
- Kingpins: Holland Kingpins Meet or Exceed Industry Standards For Quality and PrecisionDocument8 pagesKingpins: Holland Kingpins Meet or Exceed Industry Standards For Quality and PrecisionMisael CastroNo ratings yet
- Din 7504 K ReDocument3 pagesDin 7504 K ReSmartVision2014No ratings yet
- Coupling CatalogDocument84 pagesCoupling CatalogTuan buivietNo ratings yet
- Lesson Plan Sheet Metal & Welder For 12 Jan 23Document2 pagesLesson Plan Sheet Metal & Welder For 12 Jan 23ASHVIN YADAVNo ratings yet
- Ficha Tecnica Iloform RS 5116Document2 pagesFicha Tecnica Iloform RS 5116Victor Manuel Gonzalez PerezNo ratings yet
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape Metal (Fox Chapel Publishing) Over 400 Step-by-Step Photos to Help You Learn Hands-On Welding and Avoid Common Mistakes - Andrew PearceDocument6 pagesFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape Metal (Fox Chapel Publishing) Over 400 Step-by-Step Photos to Help You Learn Hands-On Welding and Avoid Common Mistakes - Andrew Pearcecazikoce0% (1)
- Catarman Builders Pricelist FINALDocument32 pagesCatarman Builders Pricelist FINALJonnel CatadmanNo ratings yet
- TDS Zingaceram HS ENG-v2.3Document3 pagesTDS Zingaceram HS ENG-v2.3asankaNo ratings yet
- Documents - Tips - Aws A511 A511m 2010 PDFDocument53 pagesDocuments - Tips - Aws A511 A511m 2010 PDFclnNo ratings yet
- Workshop Machine TenderDocument16 pagesWorkshop Machine TenderYohannes GebreNo ratings yet
- OPS Modular Bridge StructuresDocument6 pagesOPS Modular Bridge StructuresKévin JacobNo ratings yet
- Accessories and Attachments of Lathe MachineDocument6 pagesAccessories and Attachments of Lathe MachinejadeNo ratings yet
- Homework - Mechanical SpecificationDocument2 pagesHomework - Mechanical SpecificationJose Rowell MacabantiNo ratings yet
- POLYTOP Product Range 2021Document100 pagesPOLYTOP Product Range 2021Mohsen GolmohammadiNo ratings yet
- Welding Management As A Tool For Innovative, Competitive and Sustainable Manufacturing: Case Study - West AfricaDocument12 pagesWelding Management As A Tool For Innovative, Competitive and Sustainable Manufacturing: Case Study - West AfricaAlex MazabuelNo ratings yet
- Oxyfuel Gas WeldingDocument19 pagesOxyfuel Gas WeldingHAZEL BELLONo ratings yet










































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Seamless Tube Plants: Staying Ahead With Quality and Cost EfficiencyDocument44 pagesSeamless Tube Plants: Staying Ahead With Quality and Cost EfficiencyFilipNo ratings yet
- BV Elevator Links ManualDocument54 pagesBV Elevator Links ManualMikeCao1384No ratings yet
- Aerosol Paints Know How Plant Setting FormulationsDocument1 pageAerosol Paints Know How Plant Setting FormulationsAudrey Patrick Kalla67% (3)
- Rotational Lining System and Use of High-Performance ThermoplasticsDocument11 pagesRotational Lining System and Use of High-Performance ThermoplasticsMubeenNo ratings yet
- Qualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarDocument13 pagesQualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarMubeenNo ratings yet
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- Study of Raw Material Failure During Manufacturing of ERW PipesDocument9 pagesStudy of Raw Material Failure During Manufacturing of ERW PipesMubeenNo ratings yet
- Sanicro 35, A New Super Austenitic Stainless SteelDocument6 pagesSanicro 35, A New Super Austenitic Stainless SteelMubeen100% (1)
- RTIndexDocument18 pagesRTIndexMubeenNo ratings yet
- Donald Deskey PDFDocument21 pagesDonald Deskey PDFDiksha GuptaNo ratings yet
- Conventional Manufacturing Process 20ME33: Class 01Document16 pagesConventional Manufacturing Process 20ME33: Class 01Vinayaka G PNo ratings yet
- Corrosion Guide Galvanic Chart SummaryDocument1 pageCorrosion Guide Galvanic Chart SummaryDan CosacNo ratings yet
- Conduit Pipe Catalog Elbows PDFDocument4 pagesConduit Pipe Catalog Elbows PDFJosé MiguelNo ratings yet
- CN1056907A - A Kind of Process For Brightly Plating of Zinc For Metal Wire - Google PatentsDocument6 pagesCN1056907A - A Kind of Process For Brightly Plating of Zinc For Metal Wire - Google PatentsMuhammad SaqibNo ratings yet
- Bosses: Figure 7: Boss Design GuidelinesDocument3 pagesBosses: Figure 7: Boss Design GuidelinesAaselNo ratings yet
- F 73 - 96 - RJCZLTK2 PDFDocument3 pagesF 73 - 96 - RJCZLTK2 PDFYayan RnsNo ratings yet
- Rolling Technology Training Programme - AnnealingDocument52 pagesRolling Technology Training Programme - Annealingrabikm100% (1)
- Katalog - CICSA Chain DIN 764 & Shackle DIN 745Document2 pagesKatalog - CICSA Chain DIN 764 & Shackle DIN 745Jupiter GoNo ratings yet
- Daftar Barang Masuk Kontainer 18h 2021Document5 pagesDaftar Barang Masuk Kontainer 18h 2021Mandiri JayaNo ratings yet
- Chapter Four Design and Analysis of Mixer: Material SelectionDocument48 pagesChapter Four Design and Analysis of Mixer: Material SelectionHailemariam WeldegebralNo ratings yet
- Kingpins: Holland Kingpins Meet or Exceed Industry Standards For Quality and PrecisionDocument8 pagesKingpins: Holland Kingpins Meet or Exceed Industry Standards For Quality and PrecisionMisael CastroNo ratings yet
- Din 7504 K ReDocument3 pagesDin 7504 K ReSmartVision2014No ratings yet
- Coupling CatalogDocument84 pagesCoupling CatalogTuan buivietNo ratings yet
- Lesson Plan Sheet Metal & Welder For 12 Jan 23Document2 pagesLesson Plan Sheet Metal & Welder For 12 Jan 23ASHVIN YADAVNo ratings yet
- Ficha Tecnica Iloform RS 5116Document2 pagesFicha Tecnica Iloform RS 5116Victor Manuel Gonzalez PerezNo ratings yet
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape Metal (Fox Chapel Publishing) Over 400 Step-by-Step Photos to Help You Learn Hands-On Welding and Avoid Common Mistakes - Andrew PearceDocument6 pagesFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape Metal (Fox Chapel Publishing) Over 400 Step-by-Step Photos to Help You Learn Hands-On Welding and Avoid Common Mistakes - Andrew Pearcecazikoce0% (1)
- Catarman Builders Pricelist FINALDocument32 pagesCatarman Builders Pricelist FINALJonnel CatadmanNo ratings yet
- TDS Zingaceram HS ENG-v2.3Document3 pagesTDS Zingaceram HS ENG-v2.3asankaNo ratings yet
- Documents - Tips - Aws A511 A511m 2010 PDFDocument53 pagesDocuments - Tips - Aws A511 A511m 2010 PDFclnNo ratings yet
- Workshop Machine TenderDocument16 pagesWorkshop Machine TenderYohannes GebreNo ratings yet
- OPS Modular Bridge StructuresDocument6 pagesOPS Modular Bridge StructuresKévin JacobNo ratings yet
- Accessories and Attachments of Lathe MachineDocument6 pagesAccessories and Attachments of Lathe MachinejadeNo ratings yet
- Homework - Mechanical SpecificationDocument2 pagesHomework - Mechanical SpecificationJose Rowell MacabantiNo ratings yet
- POLYTOP Product Range 2021Document100 pagesPOLYTOP Product Range 2021Mohsen GolmohammadiNo ratings yet
- Welding Management As A Tool For Innovative, Competitive and Sustainable Manufacturing: Case Study - West AfricaDocument12 pagesWelding Management As A Tool For Innovative, Competitive and Sustainable Manufacturing: Case Study - West AfricaAlex MazabuelNo ratings yet
- Oxyfuel Gas WeldingDocument19 pagesOxyfuel Gas WeldingHAZEL BELLONo ratings yet