
Pune Metro Report
Pune Metro Report
You might also like
- Ahmedabad Metro DPR 2014Document723 pagesAhmedabad Metro DPR 2014Jothimanikkam SomasundaramNo ratings yet
- Textile Internship 2 Weeks: SummerDocument80 pagesTextile Internship 2 Weeks: SummerSatadeep Datta100% (1)
- Metro Line 11 (Wadala To CSMT)Document486 pagesMetro Line 11 (Wadala To CSMT)Faihzan F Ahmad ShaikhNo ratings yet
- Mumbai-PuneExpressHighwayDocument20 pagesMumbai-PuneExpressHighwayAshwan AchaiahNo ratings yet
- Chenab Bridge - Cost, Construction, Images, Status, InaugurationDocument7 pagesChenab Bridge - Cost, Construction, Images, Status, InaugurationIndra MishraNo ratings yet
- Final Internship Report 28.02.17 CorrectedDocument70 pagesFinal Internship Report 28.02.17 Correctedraghunath reddyparadesNo ratings yet
- Metro Line 12 (Kalyan To Taloja)Document418 pagesMetro Line 12 (Kalyan To Taloja)Faihzan F Ahmad ShaikhNo ratings yet
- Greenfield Ganga ProjectDocument5 pagesGreenfield Ganga Projectanon_366624306No ratings yet
- 01bandra Worli Sea Link Project-SantoshraiDocument29 pages01bandra Worli Sea Link Project-SantoshraiPrashant PatilNo ratings yet
- MoW Module 02 Specification For Construction WorksDocument69 pagesMoW Module 02 Specification For Construction WorksKiran D Anvekar100% (1)
- 0 - BOQ For Security Upgrades and General REHABILITATION For The OFFICE Building OF UN RESIDENT COORDINATOR-1Document50 pages0 - BOQ For Security Upgrades and General REHABILITATION For The OFFICE Building OF UN RESIDENT COORDINATOR-1ayman alnossaryNo ratings yet
- Internship On Delhi-Mumbai Expressway ConstructionDocument25 pagesInternship On Delhi-Mumbai Expressway ConstructionMark JetNo ratings yet
- Howrah Bridge and Second Hooghly Bridge A Comprehensive Comparative Study 1Document6 pagesHowrah Bridge and Second Hooghly Bridge A Comprehensive Comparative Study 1Farhan BhatNo ratings yet
- Training Report On Bridge Construction Over RiverDocument5 pagesTraining Report On Bridge Construction Over RiverbhardwajNo ratings yet
- Barapullah Phase 3 - TenderDocument122 pagesBarapullah Phase 3 - TenderGuru PrasathNo ratings yet
- Metro Line 5 (Thane-Bhiwandi-Kalyan)Document285 pagesMetro Line 5 (Thane-Bhiwandi-Kalyan)Faihzan F Ahmad ShaikhNo ratings yet
- Maintenance of Roads: by D. P. GuptaDocument24 pagesMaintenance of Roads: by D. P. Guptawanroy100% (1)
- Seminar Report Amogh NewDocument21 pagesSeminar Report Amogh NewAmogh TerdalNo ratings yet
- Geotechnical Challenges of Kolkata MetroDocument8 pagesGeotechnical Challenges of Kolkata MetroCEG BangladeshNo ratings yet
- Presented To:-Prof. Rahul Bhatia: Presented By: - Honey Aggarwal - 13 Sahil Goyal - 29Document12 pagesPresented To:-Prof. Rahul Bhatia: Presented By: - Honey Aggarwal - 13 Sahil Goyal - 29naveeniscs100% (2)
- A REPORT On Rrs and Bogibeel BridgeDocument21 pagesA REPORT On Rrs and Bogibeel BridgeAnkush Agarwal33% (3)
- Honors Syllabus Metro Construction - 02.09.2021Document8 pagesHonors Syllabus Metro Construction - 02.09.2021prachi SarodeNo ratings yet
- Report On Viaduct by Nit StudentsDocument85 pagesReport On Viaduct by Nit Studentssandeep patilNo ratings yet
- Metro Line 1 (Versova To Ghatkopar)Document317 pagesMetro Line 1 (Versova To Ghatkopar)Faihzan F Ahmad ShaikhNo ratings yet
- Irc SP 50 2013 Guidelines On Urban Drainage PDFDocument72 pagesIrc SP 50 2013 Guidelines On Urban Drainage PDFRavi KumarNo ratings yet
- DMRC DBR Viaduct-Ph. III Latest-9-2Document29 pagesDMRC DBR Viaduct-Ph. III Latest-9-2Tarun Kant GoyalNo ratings yet
- Load TestDocument35 pagesLoad Testdhee2608No ratings yet
- Draft Revision of IRC-102 Planning For Bypasses Around TownsDocument53 pagesDraft Revision of IRC-102 Planning For Bypasses Around TownsShiva Pradhan100% (1)
- Swami Ramanand Teerth Marathwada University, NandedDocument4 pagesSwami Ramanand Teerth Marathwada University, NandedKanhaiyya PatilNo ratings yet
- Lts-Cvg-P01-16-0005-A4 Daar PDFDocument32 pagesLts-Cvg-P01-16-0005-A4 Daar PDFSanjoy SanyalNo ratings yet
- DBR Imphal AirportDocument66 pagesDBR Imphal AirportCreative GroupNo ratings yet
- Proof Checking of BridgesDocument18 pagesProof Checking of BridgesShuzeeNo ratings yet
- DMRC CC-34 ReportDocument140 pagesDMRC CC-34 ReportSahil KaushikNo ratings yet
- Japan Report - UICDocument7 pagesJapan Report - UICSujith SurendranNo ratings yet
- GIR Nagpur Metro R0 FinalDocument71 pagesGIR Nagpur Metro R0 FinalSandipan DharNo ratings yet
- Central Electricity Supply Utility of Odisha: FORM-1Document5 pagesCentral Electricity Supply Utility of Odisha: FORM-1DulalNo ratings yet
- Pavement Design Report-R1Document38 pagesPavement Design Report-R1Harshit MoreNo ratings yet
- IRC Standards For TrafficDocument3 pagesIRC Standards For TrafficSilvy BhatiaNo ratings yet
- Building ID-NCRTC-RRTS-BCS PKG-8MB - 563Document17 pagesBuilding ID-NCRTC-RRTS-BCS PKG-8MB - 563mayank dixitNo ratings yet
- M JNDocument254 pagesM JNShivangi MishraNo ratings yet
- DPR Phase IDocument334 pagesDPR Phase IHdNo ratings yet
- LDC Opinion On Monopile Option - Draft PDFDocument1 pageLDC Opinion On Monopile Option - Draft PDFSeetharam MahanthiNo ratings yet
- Irc Feb 2020 Low Res PDFDocument60 pagesIrc Feb 2020 Low Res PDFavmodiNo ratings yet
- BMRCL - Phase 2a & 2b-Tdr-El0-Vdc-Rep-00001-R0Document27 pagesBMRCL - Phase 2a & 2b-Tdr-El0-Vdc-Rep-00001-R0renganayagi100% (1)
- 4 ODS-OCS Phase-IV PDFDocument551 pages4 ODS-OCS Phase-IV PDFravi raghav100% (1)
- 02 PDFDocument194 pages02 PDFRaju Ranjan SinghNo ratings yet
- Developing Bus Rapid Transit System in IndiaDocument14 pagesDeveloping Bus Rapid Transit System in Indiaharishreddy1985No ratings yet
- Report For Nyamasaria Bridges 3Document32 pagesReport For Nyamasaria Bridges 3Simon Gikonyo100% (1)
- Metro Line 10 (Gaimukh To Shivaji Chowk-Mira Road)Document405 pagesMetro Line 10 (Gaimukh To Shivaji Chowk-Mira Road)Faihzan F Ahmad ShaikhNo ratings yet
- Unit - 3 Pavement Design# - A4Document41 pagesUnit - 3 Pavement Design# - A4Raghuram Vadiboyena VNo ratings yet
- VDF CalculationDocument4 pagesVDF CalculationswarupmandalNo ratings yet
- IRS T39 PSC SleepersDocument28 pagesIRS T39 PSC Sleepersradhakrishnang100% (2)
- Analysis Design and Estimation of G 4 Residential Building IJERTV10IS060051Document6 pagesAnalysis Design and Estimation of G 4 Residential Building IJERTV10IS060051PriyaNo ratings yet
- Double Decker Corrected WriteupDocument8 pagesDouble Decker Corrected WriteupVYOMESH VERMA100% (1)
- Railway & Airport Engineering: UNIT - 1 & 2Document95 pagesRailway & Airport Engineering: UNIT - 1 & 2Civil RguktNo ratings yet
- Indian Mega ProjectDocument56 pagesIndian Mega ProjectMohammad Munazir AliNo ratings yet
- Irc SP 105 2015 Explanatory Handbook To Irc 112 2011Document36 pagesIrc SP 105 2015 Explanatory Handbook To Irc 112 2011vivekNo ratings yet
- Approach Methodology-Sharavati Bridge-CSBDocument10 pagesApproach Methodology-Sharavati Bridge-CSBSK SwainNo ratings yet
- Dalila Binti BakariDocument79 pagesDalila Binti BakariCt Izzatul AisyahNo ratings yet
- Annual Report 2019-20: National Institute of Technology TiruchirappalliDocument172 pagesAnnual Report 2019-20: National Institute of Technology TiruchirappalliAbhishek MishraNo ratings yet
- LI Technical ReportDocument62 pagesLI Technical ReportNoorNabilaNo ratings yet
- Designing Indoor Solar Products: Photovoltaic Technologies for AESFrom EverandDesigning Indoor Solar Products: Photovoltaic Technologies for AESNo ratings yet
- Select Template: Auckland Edinburgh PrincetonDocument1 pageSelect Template: Auckland Edinburgh PrincetonchetanNo ratings yet
- CII - iPATE 1.0 (2020) Candidate ManualDocument43 pagesCII - iPATE 1.0 (2020) Candidate ManualchetanNo ratings yet
- Comparison of ISO 14001:1996 With ISO 14001:2004Document16 pagesComparison of ISO 14001:1996 With ISO 14001:2004chetanNo ratings yet
- RCC Design Philosophies Comparison of Working Stress Method and Limit State Method Example For WSM & LSM CivilDigitalDocument1 pageRCC Design Philosophies Comparison of Working Stress Method and Limit State Method Example For WSM & LSM CivilDigitalchetanNo ratings yet
- Host PreviewDocument234 pagesHost PreviewchetanNo ratings yet
- Schematic Design Drawings: ETABS 2016Document10 pagesSchematic Design Drawings: ETABS 2016chetanNo ratings yet
- Purchase Order: Construction Manpower Assistance Services - (CAS)Document7 pagesPurchase Order: Construction Manpower Assistance Services - (CAS)chetanNo ratings yet
- Course BookDocument37 pagesCourse BookchetanNo ratings yet
- A. Primary and Secondary Energy SourcesDocument8 pagesA. Primary and Secondary Energy SourceschetanNo ratings yet
- Report On Summer InternshipDocument36 pagesReport On Summer Internshipchetan100% (1)
- Lecture Notes: Social ScriptsDocument3 pagesLecture Notes: Social ScriptschetanNo ratings yet
- Harbours and Ports SayyadDocument93 pagesHarbours and Ports SayyadchetanNo ratings yet
- II ReportDocument43 pagesII ReportchetanNo ratings yet
- Harbours and Ports SayyadDocument93 pagesHarbours and Ports SayyadchetanNo ratings yet
- Weathering Erosion and TransportationDocument22 pagesWeathering Erosion and TransportationchetanNo ratings yet
- A Case Study: Landside in Malin Village: Presented byDocument36 pagesA Case Study: Landside in Malin Village: Presented bychetan0% (1)
- Literature: 2.1 GeneralDocument11 pagesLiterature: 2.1 GeneralchetanNo ratings yet
- Cuplok Formworks Safety Checklist:: 23 Gul Road Singapore 629356 Tel. No.: +65 6862 6122 Fax No.: +65 6862 6133Document1 pageCuplok Formworks Safety Checklist:: 23 Gul Road Singapore 629356 Tel. No.: +65 6862 6122 Fax No.: +65 6862 6133Denny WangNo ratings yet
- 42 Formwork: DefinitionsDocument13 pages42 Formwork: DefinitionsBJNo ratings yet
- 模板数量Document11 pages模板数量Anthony LohNo ratings yet
- Reinforced Concrete Design II - ACI 318: Design of Two Way SlabsDocument60 pagesReinforced Concrete Design II - ACI 318: Design of Two Way Slabsmedo eidNo ratings yet
- EngineersSkillDevelopment22.8.2016 SurajSinghDocument29 pagesEngineersSkillDevelopment22.8.2016 SurajSinghP Eng Suraj Singh100% (1)
- KEDIRDocument40 pagesKEDIRMarkos KochitoNo ratings yet
- Rules of Thumb - Structural Engineering Other Technical Topics FAQ - Eng-Tips Beams PDFDocument2 pagesRules of Thumb - Structural Engineering Other Technical Topics FAQ - Eng-Tips Beams PDFPranshuBansalNo ratings yet
- Taking Off & EstimationDocument22 pagesTaking Off & EstimationOlawale OnikeNo ratings yet
- Ab - B11a&b - MS Beam Slab and Column Formwork - RV00Document35 pagesAb - B11a&b - MS Beam Slab and Column Formwork - RV00sokeara phoungNo ratings yet
- Flat Plates: The University of LahoreDocument16 pagesFlat Plates: The University of Lahoresyed zakiNo ratings yet
- M.E. (Full Time) Construction Engineering and Management: Anna University Chennai-25. Syllabus ForDocument40 pagesM.E. (Full Time) Construction Engineering and Management: Anna University Chennai-25. Syllabus ForSaravana ChandhranNo ratings yet
- CRSI Notes PDFDocument8 pagesCRSI Notes PDFRajha RajeswaranNo ratings yet
- Book of Standards: Formworks SystemDocument43 pagesBook of Standards: Formworks SystemEli RamosNo ratings yet
- Project Resources: Double - Storey BungalowDocument6 pagesProject Resources: Double - Storey BungalowKhalidah Abdul Aziz100% (1)
- Metode Pengangkatan Kerja Hanging Slab - 20!09!17Document12 pagesMetode Pengangkatan Kerja Hanging Slab - 20!09!17Muhammad Nur Akromuzzaman100% (1)
- MS For Raft Concrete Works (3 Files Merged)Document13 pagesMS For Raft Concrete Works (3 Files Merged)Himanshu KumarNo ratings yet
- Site VisitDocument17 pagesSite VisitShantanuShahNo ratings yet
- R.C.C Project Upto Plinth Level: Abstract SheetDocument10 pagesR.C.C Project Upto Plinth Level: Abstract SheetVivÊk Síngh PâlNo ratings yet
- X4o0Z5CxUpSv - BOQ FOR LITENDocument19 pagesX4o0Z5CxUpSv - BOQ FOR LITENsunjeyNo ratings yet
- K.U.S Aluminium FormworkDocument11 pagesK.U.S Aluminium FormworksovannchhoemNo ratings yet
- General Requirements ADocument3 pagesGeneral Requirements AJean Senen GaloNo ratings yet
- JSA Formwork (Shuttering), Concrete Pouring, Curing, Surface PreparationDocument10 pagesJSA Formwork (Shuttering), Concrete Pouring, Curing, Surface PreparationMohammad Al Masa'dehNo ratings yet
- Panel FormworkDocument14 pagesPanel FormworkMadhu Chandra Raje UrsNo ratings yet
- Lecture 3.1 - Design of Two-Way Floor Slab SystemDocument20 pagesLecture 3.1 - Design of Two-Way Floor Slab SystemAbdul HafeezNo ratings yet
- Scaffolding For LifeDocument27 pagesScaffolding For LifeSameer Kulkarni100% (1)
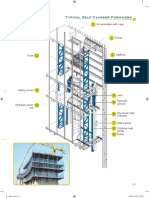
- Typical Self Climber Formwork: Access Ladder With CageDocument7 pagesTypical Self Climber Formwork: Access Ladder With CageJinxian XuNo ratings yet
- Manual (Aitech) : ON Accreditation of Innovative Technologies For HousingDocument48 pagesManual (Aitech) : ON Accreditation of Innovative Technologies For HousingJohn Ray Esmama CalasicasNo ratings yet
- ArcelorMittal Cofrastra 70 Brochure enDocument12 pagesArcelorMittal Cofrastra 70 Brochure enNedesca BogdanNo ratings yet





































































































Download as pdf or txt
You might also like
- Ahmedabad Metro DPR 2014Document723 pagesAhmedabad Metro DPR 2014Jothimanikkam SomasundaramNo ratings yet
- Textile Internship 2 Weeks: SummerDocument80 pagesTextile Internship 2 Weeks: SummerSatadeep Datta100% (1)
- Metro Line 11 (Wadala To CSMT)Document486 pagesMetro Line 11 (Wadala To CSMT)Faihzan F Ahmad ShaikhNo ratings yet
- Mumbai-PuneExpressHighwayDocument20 pagesMumbai-PuneExpressHighwayAshwan AchaiahNo ratings yet
- Chenab Bridge - Cost, Construction, Images, Status, InaugurationDocument7 pagesChenab Bridge - Cost, Construction, Images, Status, InaugurationIndra MishraNo ratings yet
- Final Internship Report 28.02.17 CorrectedDocument70 pagesFinal Internship Report 28.02.17 Correctedraghunath reddyparadesNo ratings yet
- Metro Line 12 (Kalyan To Taloja)Document418 pagesMetro Line 12 (Kalyan To Taloja)Faihzan F Ahmad ShaikhNo ratings yet
- Greenfield Ganga ProjectDocument5 pagesGreenfield Ganga Projectanon_366624306No ratings yet
- 01bandra Worli Sea Link Project-SantoshraiDocument29 pages01bandra Worli Sea Link Project-SantoshraiPrashant PatilNo ratings yet
- MoW Module 02 Specification For Construction WorksDocument69 pagesMoW Module 02 Specification For Construction WorksKiran D Anvekar100% (1)
- 0 - BOQ For Security Upgrades and General REHABILITATION For The OFFICE Building OF UN RESIDENT COORDINATOR-1Document50 pages0 - BOQ For Security Upgrades and General REHABILITATION For The OFFICE Building OF UN RESIDENT COORDINATOR-1ayman alnossaryNo ratings yet
- Internship On Delhi-Mumbai Expressway ConstructionDocument25 pagesInternship On Delhi-Mumbai Expressway ConstructionMark JetNo ratings yet
- Howrah Bridge and Second Hooghly Bridge A Comprehensive Comparative Study 1Document6 pagesHowrah Bridge and Second Hooghly Bridge A Comprehensive Comparative Study 1Farhan BhatNo ratings yet
- Training Report On Bridge Construction Over RiverDocument5 pagesTraining Report On Bridge Construction Over RiverbhardwajNo ratings yet
- Barapullah Phase 3 - TenderDocument122 pagesBarapullah Phase 3 - TenderGuru PrasathNo ratings yet
- Metro Line 5 (Thane-Bhiwandi-Kalyan)Document285 pagesMetro Line 5 (Thane-Bhiwandi-Kalyan)Faihzan F Ahmad ShaikhNo ratings yet
- Maintenance of Roads: by D. P. GuptaDocument24 pagesMaintenance of Roads: by D. P. Guptawanroy100% (1)
- Seminar Report Amogh NewDocument21 pagesSeminar Report Amogh NewAmogh TerdalNo ratings yet
- Geotechnical Challenges of Kolkata MetroDocument8 pagesGeotechnical Challenges of Kolkata MetroCEG BangladeshNo ratings yet
- Presented To:-Prof. Rahul Bhatia: Presented By: - Honey Aggarwal - 13 Sahil Goyal - 29Document12 pagesPresented To:-Prof. Rahul Bhatia: Presented By: - Honey Aggarwal - 13 Sahil Goyal - 29naveeniscs100% (2)
- A REPORT On Rrs and Bogibeel BridgeDocument21 pagesA REPORT On Rrs and Bogibeel BridgeAnkush Agarwal33% (3)
- Honors Syllabus Metro Construction - 02.09.2021Document8 pagesHonors Syllabus Metro Construction - 02.09.2021prachi SarodeNo ratings yet
- Report On Viaduct by Nit StudentsDocument85 pagesReport On Viaduct by Nit Studentssandeep patilNo ratings yet
- Metro Line 1 (Versova To Ghatkopar)Document317 pagesMetro Line 1 (Versova To Ghatkopar)Faihzan F Ahmad ShaikhNo ratings yet
- Irc SP 50 2013 Guidelines On Urban Drainage PDFDocument72 pagesIrc SP 50 2013 Guidelines On Urban Drainage PDFRavi KumarNo ratings yet
- DMRC DBR Viaduct-Ph. III Latest-9-2Document29 pagesDMRC DBR Viaduct-Ph. III Latest-9-2Tarun Kant GoyalNo ratings yet
- Load TestDocument35 pagesLoad Testdhee2608No ratings yet
- Draft Revision of IRC-102 Planning For Bypasses Around TownsDocument53 pagesDraft Revision of IRC-102 Planning For Bypasses Around TownsShiva Pradhan100% (1)
- Swami Ramanand Teerth Marathwada University, NandedDocument4 pagesSwami Ramanand Teerth Marathwada University, NandedKanhaiyya PatilNo ratings yet
- Lts-Cvg-P01-16-0005-A4 Daar PDFDocument32 pagesLts-Cvg-P01-16-0005-A4 Daar PDFSanjoy SanyalNo ratings yet
- DBR Imphal AirportDocument66 pagesDBR Imphal AirportCreative GroupNo ratings yet
- Proof Checking of BridgesDocument18 pagesProof Checking of BridgesShuzeeNo ratings yet
- DMRC CC-34 ReportDocument140 pagesDMRC CC-34 ReportSahil KaushikNo ratings yet
- Japan Report - UICDocument7 pagesJapan Report - UICSujith SurendranNo ratings yet
- GIR Nagpur Metro R0 FinalDocument71 pagesGIR Nagpur Metro R0 FinalSandipan DharNo ratings yet
- Central Electricity Supply Utility of Odisha: FORM-1Document5 pagesCentral Electricity Supply Utility of Odisha: FORM-1DulalNo ratings yet
- Pavement Design Report-R1Document38 pagesPavement Design Report-R1Harshit MoreNo ratings yet
- IRC Standards For TrafficDocument3 pagesIRC Standards For TrafficSilvy BhatiaNo ratings yet
- Building ID-NCRTC-RRTS-BCS PKG-8MB - 563Document17 pagesBuilding ID-NCRTC-RRTS-BCS PKG-8MB - 563mayank dixitNo ratings yet
- M JNDocument254 pagesM JNShivangi MishraNo ratings yet
- DPR Phase IDocument334 pagesDPR Phase IHdNo ratings yet
- LDC Opinion On Monopile Option - Draft PDFDocument1 pageLDC Opinion On Monopile Option - Draft PDFSeetharam MahanthiNo ratings yet
- Irc Feb 2020 Low Res PDFDocument60 pagesIrc Feb 2020 Low Res PDFavmodiNo ratings yet
- BMRCL - Phase 2a & 2b-Tdr-El0-Vdc-Rep-00001-R0Document27 pagesBMRCL - Phase 2a & 2b-Tdr-El0-Vdc-Rep-00001-R0renganayagi100% (1)
- 4 ODS-OCS Phase-IV PDFDocument551 pages4 ODS-OCS Phase-IV PDFravi raghav100% (1)
- 02 PDFDocument194 pages02 PDFRaju Ranjan SinghNo ratings yet
- Developing Bus Rapid Transit System in IndiaDocument14 pagesDeveloping Bus Rapid Transit System in Indiaharishreddy1985No ratings yet
- Report For Nyamasaria Bridges 3Document32 pagesReport For Nyamasaria Bridges 3Simon Gikonyo100% (1)
- Metro Line 10 (Gaimukh To Shivaji Chowk-Mira Road)Document405 pagesMetro Line 10 (Gaimukh To Shivaji Chowk-Mira Road)Faihzan F Ahmad ShaikhNo ratings yet
- Unit - 3 Pavement Design# - A4Document41 pagesUnit - 3 Pavement Design# - A4Raghuram Vadiboyena VNo ratings yet
- VDF CalculationDocument4 pagesVDF CalculationswarupmandalNo ratings yet
- IRS T39 PSC SleepersDocument28 pagesIRS T39 PSC Sleepersradhakrishnang100% (2)
- Analysis Design and Estimation of G 4 Residential Building IJERTV10IS060051Document6 pagesAnalysis Design and Estimation of G 4 Residential Building IJERTV10IS060051PriyaNo ratings yet
- Double Decker Corrected WriteupDocument8 pagesDouble Decker Corrected WriteupVYOMESH VERMA100% (1)
- Railway & Airport Engineering: UNIT - 1 & 2Document95 pagesRailway & Airport Engineering: UNIT - 1 & 2Civil RguktNo ratings yet
- Indian Mega ProjectDocument56 pagesIndian Mega ProjectMohammad Munazir AliNo ratings yet
- Irc SP 105 2015 Explanatory Handbook To Irc 112 2011Document36 pagesIrc SP 105 2015 Explanatory Handbook To Irc 112 2011vivekNo ratings yet
- Approach Methodology-Sharavati Bridge-CSBDocument10 pagesApproach Methodology-Sharavati Bridge-CSBSK SwainNo ratings yet
- Dalila Binti BakariDocument79 pagesDalila Binti BakariCt Izzatul AisyahNo ratings yet
- Annual Report 2019-20: National Institute of Technology TiruchirappalliDocument172 pagesAnnual Report 2019-20: National Institute of Technology TiruchirappalliAbhishek MishraNo ratings yet
- LI Technical ReportDocument62 pagesLI Technical ReportNoorNabilaNo ratings yet
- Designing Indoor Solar Products: Photovoltaic Technologies for AESFrom EverandDesigning Indoor Solar Products: Photovoltaic Technologies for AESNo ratings yet
- Select Template: Auckland Edinburgh PrincetonDocument1 pageSelect Template: Auckland Edinburgh PrincetonchetanNo ratings yet
- CII - iPATE 1.0 (2020) Candidate ManualDocument43 pagesCII - iPATE 1.0 (2020) Candidate ManualchetanNo ratings yet
- Comparison of ISO 14001:1996 With ISO 14001:2004Document16 pagesComparison of ISO 14001:1996 With ISO 14001:2004chetanNo ratings yet
- RCC Design Philosophies Comparison of Working Stress Method and Limit State Method Example For WSM & LSM CivilDigitalDocument1 pageRCC Design Philosophies Comparison of Working Stress Method and Limit State Method Example For WSM & LSM CivilDigitalchetanNo ratings yet
- Host PreviewDocument234 pagesHost PreviewchetanNo ratings yet
- Schematic Design Drawings: ETABS 2016Document10 pagesSchematic Design Drawings: ETABS 2016chetanNo ratings yet
- Purchase Order: Construction Manpower Assistance Services - (CAS)Document7 pagesPurchase Order: Construction Manpower Assistance Services - (CAS)chetanNo ratings yet
- Course BookDocument37 pagesCourse BookchetanNo ratings yet
- A. Primary and Secondary Energy SourcesDocument8 pagesA. Primary and Secondary Energy SourceschetanNo ratings yet
- Report On Summer InternshipDocument36 pagesReport On Summer Internshipchetan100% (1)
- Lecture Notes: Social ScriptsDocument3 pagesLecture Notes: Social ScriptschetanNo ratings yet
- Harbours and Ports SayyadDocument93 pagesHarbours and Ports SayyadchetanNo ratings yet
- II ReportDocument43 pagesII ReportchetanNo ratings yet
- Harbours and Ports SayyadDocument93 pagesHarbours and Ports SayyadchetanNo ratings yet
- Weathering Erosion and TransportationDocument22 pagesWeathering Erosion and TransportationchetanNo ratings yet
- A Case Study: Landside in Malin Village: Presented byDocument36 pagesA Case Study: Landside in Malin Village: Presented bychetan0% (1)
- Literature: 2.1 GeneralDocument11 pagesLiterature: 2.1 GeneralchetanNo ratings yet
- Cuplok Formworks Safety Checklist:: 23 Gul Road Singapore 629356 Tel. No.: +65 6862 6122 Fax No.: +65 6862 6133Document1 pageCuplok Formworks Safety Checklist:: 23 Gul Road Singapore 629356 Tel. No.: +65 6862 6122 Fax No.: +65 6862 6133Denny WangNo ratings yet
- 42 Formwork: DefinitionsDocument13 pages42 Formwork: DefinitionsBJNo ratings yet
- 模板数量Document11 pages模板数量Anthony LohNo ratings yet
- Reinforced Concrete Design II - ACI 318: Design of Two Way SlabsDocument60 pagesReinforced Concrete Design II - ACI 318: Design of Two Way Slabsmedo eidNo ratings yet
- EngineersSkillDevelopment22.8.2016 SurajSinghDocument29 pagesEngineersSkillDevelopment22.8.2016 SurajSinghP Eng Suraj Singh100% (1)
- KEDIRDocument40 pagesKEDIRMarkos KochitoNo ratings yet
- Rules of Thumb - Structural Engineering Other Technical Topics FAQ - Eng-Tips Beams PDFDocument2 pagesRules of Thumb - Structural Engineering Other Technical Topics FAQ - Eng-Tips Beams PDFPranshuBansalNo ratings yet
- Taking Off & EstimationDocument22 pagesTaking Off & EstimationOlawale OnikeNo ratings yet
- Ab - B11a&b - MS Beam Slab and Column Formwork - RV00Document35 pagesAb - B11a&b - MS Beam Slab and Column Formwork - RV00sokeara phoungNo ratings yet
- Flat Plates: The University of LahoreDocument16 pagesFlat Plates: The University of Lahoresyed zakiNo ratings yet
- M.E. (Full Time) Construction Engineering and Management: Anna University Chennai-25. Syllabus ForDocument40 pagesM.E. (Full Time) Construction Engineering and Management: Anna University Chennai-25. Syllabus ForSaravana ChandhranNo ratings yet
- CRSI Notes PDFDocument8 pagesCRSI Notes PDFRajha RajeswaranNo ratings yet
- Book of Standards: Formworks SystemDocument43 pagesBook of Standards: Formworks SystemEli RamosNo ratings yet
- Project Resources: Double - Storey BungalowDocument6 pagesProject Resources: Double - Storey BungalowKhalidah Abdul Aziz100% (1)
- Metode Pengangkatan Kerja Hanging Slab - 20!09!17Document12 pagesMetode Pengangkatan Kerja Hanging Slab - 20!09!17Muhammad Nur Akromuzzaman100% (1)
- MS For Raft Concrete Works (3 Files Merged)Document13 pagesMS For Raft Concrete Works (3 Files Merged)Himanshu KumarNo ratings yet
- Site VisitDocument17 pagesSite VisitShantanuShahNo ratings yet
- R.C.C Project Upto Plinth Level: Abstract SheetDocument10 pagesR.C.C Project Upto Plinth Level: Abstract SheetVivÊk Síngh PâlNo ratings yet
- X4o0Z5CxUpSv - BOQ FOR LITENDocument19 pagesX4o0Z5CxUpSv - BOQ FOR LITENsunjeyNo ratings yet
- K.U.S Aluminium FormworkDocument11 pagesK.U.S Aluminium FormworksovannchhoemNo ratings yet
- General Requirements ADocument3 pagesGeneral Requirements AJean Senen GaloNo ratings yet
- JSA Formwork (Shuttering), Concrete Pouring, Curing, Surface PreparationDocument10 pagesJSA Formwork (Shuttering), Concrete Pouring, Curing, Surface PreparationMohammad Al Masa'dehNo ratings yet
- Panel FormworkDocument14 pagesPanel FormworkMadhu Chandra Raje UrsNo ratings yet
- Lecture 3.1 - Design of Two-Way Floor Slab SystemDocument20 pagesLecture 3.1 - Design of Two-Way Floor Slab SystemAbdul HafeezNo ratings yet
- Scaffolding For LifeDocument27 pagesScaffolding For LifeSameer Kulkarni100% (1)
- Typical Self Climber Formwork: Access Ladder With CageDocument7 pagesTypical Self Climber Formwork: Access Ladder With CageJinxian XuNo ratings yet
- Manual (Aitech) : ON Accreditation of Innovative Technologies For HousingDocument48 pagesManual (Aitech) : ON Accreditation of Innovative Technologies For HousingJohn Ray Esmama CalasicasNo ratings yet
- ArcelorMittal Cofrastra 70 Brochure enDocument12 pagesArcelorMittal Cofrastra 70 Brochure enNedesca BogdanNo ratings yet