
Parcol Cavitation
Parcol Cavitation
You might also like
- Wind Tunnel ExperimentDocument46 pagesWind Tunnel ExperimentAbhilash Mathew50% (2)
- Chapter 18Document3 pagesChapter 18Nathaniel Remandaban100% (1)
- Aca 0101Document24 pagesAca 0101jabraneNo ratings yet
- Valve Sizing Hand BookDocument24 pagesValve Sizing Hand Bookพรรษพล เจี่ยปิยะสกุล100% (1)
- Koso Parcol Control Valve Sizing HandbookDocument24 pagesKoso Parcol Control Valve Sizing Handbookcvishwas273256No ratings yet
- Control Valve Sizing 1Document23 pagesControl Valve Sizing 1Enerprec SASNo ratings yet
- Product-Data-Sheet-Catalog-12 - (Two Phase Control Valve Sizing Calculation Fisher)Document41 pagesProduct-Data-Sheet-Catalog-12 - (Two Phase Control Valve Sizing Calculation Fisher)reninbabaski100% (1)
- Introduction and Sizing Valves For Liquids: ANSI/ISA/IEC Valve SizingDocument38 pagesIntroduction and Sizing Valves For Liquids: ANSI/ISA/IEC Valve SizingMarc EdwardsNo ratings yet
- Catalog 12 Section 2 TabDocument40 pagesCatalog 12 Section 2 TabAnonymous oPInocXNo ratings yet
- PROJECT STANDARDS AND SPECIFICATIONS Valves and Control Valves Rev01 PDFDocument15 pagesPROJECT STANDARDS AND SPECIFICATIONS Valves and Control Valves Rev01 PDFJohnNo ratings yet
- Control Valve SizingDocument21 pagesControl Valve Sizingtiwarishailendra2198No ratings yet
- Single Phase W Orly PoDocument105 pagesSingle Phase W Orly PopirjoNo ratings yet
- Control Valve Technical SpecificationDocument17 pagesControl Valve Technical Specificationzainrajakmawi100% (2)
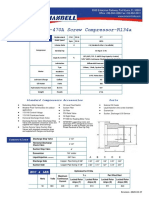
- Hanbell Spec Sheet RC2-470ADocument1 pageHanbell Spec Sheet RC2-470ATran Van TienNo ratings yet
- CE3401 Applied Hydraulic Engineering 01 - by LearnEngineering - inDocument73 pagesCE3401 Applied Hydraulic Engineering 01 - by LearnEngineering - inNANDHINI SNo ratings yet
- ELECTRICAL TEST (HOT) .XLSX - Compressor 5Document1 pageELECTRICAL TEST (HOT) .XLSX - Compressor 55jt.general.infoNo ratings yet
- Instrument Design Basis AKPGDocument37 pagesInstrument Design Basis AKPGSameer KapareNo ratings yet
- Up To 450 L/min, Up To 420 Bar: Inline Filter HF3PDocument4 pagesUp To 450 L/min, Up To 420 Bar: Inline Filter HF3PMiguel VlntìnNo ratings yet
- EN5231 3 0 01 20 - P4WEH - 10to32Document10 pagesEN5231 3 0 01 20 - P4WEH - 10to32emreali1No ratings yet
- 2-Flow ControlDocument4 pages2-Flow ControlIslam ElhabsheNo ratings yet
- Ficha Tecnica SVH 3-80-11 220V AISI316Document4 pagesFicha Tecnica SVH 3-80-11 220V AISI316Pablo Sanchez AmpueroNo ratings yet
- Ce8403 Notes Www.padeepz.netDocument73 pagesCe8403 Notes Www.padeepz.netswaranthibNo ratings yet
- KBFDG5VDocument20 pagesKBFDG5VДенис ШустовNo ratings yet
- Up To 100 L/min, Up To 280 Bar: Inline Filter or Pressure Filter For Manifold Mounting HF2PDocument4 pagesUp To 100 L/min, Up To 280 Bar: Inline Filter or Pressure Filter For Manifold Mounting HF2PMiguel VlntìnNo ratings yet
- Inundación de Polímero para Mejorar La Eficiencia Del Barrido Volumétrico en Los Procesos de Inyección de AguaDocument20 pagesInundación de Polímero para Mejorar La Eficiencia Del Barrido Volumétrico en Los Procesos de Inyección de AguaRicardoNo ratings yet
- 6.6 Capacity Testing: Standard Formatted For Publication in This Handbook by A. Bálint, 2005)Document4 pages6.6 Capacity Testing: Standard Formatted For Publication in This Handbook by A. Bálint, 2005)jigjigawNo ratings yet
- 1.Drawing Contents Supplied With Turbine (For Eh Control System) NO 号 Drawing No No.No.No Description QTY 数 Remarks 注 1 5 2 5 3 5 4 5 5 5 6 5Document4 pages1.Drawing Contents Supplied With Turbine (For Eh Control System) NO 号 Drawing No No.No.No Description QTY 数 Remarks 注 1 5 2 5 3 5 4 5 5 5 6 5Nur Kholish JauhariNo ratings yet
- Gas Rop Sizing Calculator Guide Determinar D Placa OrificioDocument11 pagesGas Rop Sizing Calculator Guide Determinar D Placa Orificiodaianedias.ifnmgNo ratings yet
- Orifice Plate Sizing CalculatorDocument11 pagesOrifice Plate Sizing Calculatormyself_riteshNo ratings yet
- Tecnair H Humidifier User Manual EngDocument24 pagesTecnair H Humidifier User Manual EngpersosamsicNo ratings yet
- lf19Document1 pagelf19Anonymous Pj14yt8b2No ratings yet
- 01 PendahuluanDocument47 pages01 PendahuluanMUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- ELECTRICAL TEST (HOT) .XLSX - Compressor 4Document1 pageELECTRICAL TEST (HOT) .XLSX - Compressor 45jt.general.infoNo ratings yet
- Bosch Rexroth ValvesDocument290 pagesBosch Rexroth ValvesNicolae CalinNo ratings yet
- 5 - Choke Performance, Pages 59-67Document9 pages5 - Choke Performance, Pages 59-67ehsanNo ratings yet
- Pressure Sequence Valve, Direct Operated: Replaces: 02.03Document8 pagesPressure Sequence Valve, Direct Operated: Replaces: 02.03André NicoliniNo ratings yet
- Laminar Flow Valve Sizing Made EasyDocument8 pagesLaminar Flow Valve Sizing Made Easy1940LaSalleNo ratings yet
- Dynamic ModelDocument81 pagesDynamic ModeldrgryNo ratings yet
- MOL MOL Pakistan Oil & Gas Co. B.V. Makori Gas Processing FacilityDocument2 pagesMOL MOL Pakistan Oil & Gas Co. B.V. Makori Gas Processing FacilityJaadi 786No ratings yet
- Therm A Conductivity DetectorDocument15 pagesTherm A Conductivity Detectoriiser1024No ratings yet
- Control Loops PDFDocument48 pagesControl Loops PDFAnonymous PTHwJyinsNo ratings yet
- Linde ClosedLoop 10Document28 pagesLinde ClosedLoop 10anandsubbiahNo ratings yet
- Section 1. True/False Questions: Written Test No.1Document7 pagesSection 1. True/False Questions: Written Test No.1Anonymous fQAeGFNo ratings yet
- ELECTRICAL TEST (HOT) .XLSX - Compressor 1Document1 pageELECTRICAL TEST (HOT) .XLSX - Compressor 15jt.general.infoNo ratings yet
- Commissioning Service Department Commissioning Standard Test Formats Description: Power Transformer TestDocument24 pagesCommissioning Service Department Commissioning Standard Test Formats Description: Power Transformer TestabderrahmaneNo ratings yet
- Chapter2-Pneumatics Components and Symbols RepresentationDocument38 pagesChapter2-Pneumatics Components and Symbols RepresentationNurainin SofiyaNo ratings yet
- Hydrothermal Properties of Materials: Experimental Data on Aqueous Phase Equilibria and Solution Properties at Elevated Temperatures and PressuresFrom EverandHydrothermal Properties of Materials: Experimental Data on Aqueous Phase Equilibria and Solution Properties at Elevated Temperatures and PressuresVladimir ValyashkoNo ratings yet
- Stability and Control of Aircraft Systems: Introduction to Classical Feedback ControlFrom EverandStability and Control of Aircraft Systems: Introduction to Classical Feedback ControlNo ratings yet
- Golf Course Irrigation: Environmental Design and Management PracticesFrom EverandGolf Course Irrigation: Environmental Design and Management PracticesNo ratings yet
- Reactive Distillation Design and ControlFrom EverandReactive Distillation Design and ControlRating: 1 out of 5 stars1/5 (1)
- The Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationFrom EverandThe Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationNo ratings yet
- Fundamentals of Probability and Statistics for EngineersFrom EverandFundamentals of Probability and Statistics for EngineersRating: 5 out of 5 stars5/5 (1)
- Design and Characterization of Integrated Varactors for RF ApplicationsFrom EverandDesign and Characterization of Integrated Varactors for RF ApplicationsNo ratings yet
- System Integration: From Transistor Design to Large Scale Integrated CircuitsFrom EverandSystem Integration: From Transistor Design to Large Scale Integrated CircuitsNo ratings yet
- An Introduction to Numerical Analysis for Electrical and Computer EngineersFrom EverandAn Introduction to Numerical Analysis for Electrical and Computer EngineersNo ratings yet
- Fundamentals of Signal Processing for Sound and Vibration EngineersFrom EverandFundamentals of Signal Processing for Sound and Vibration EngineersRating: 5 out of 5 stars5/5 (1)
- Fluid Mechanics Lab: Detailed List of EquipmentDocument4 pagesFluid Mechanics Lab: Detailed List of EquipmentMeer UmarNo ratings yet
- Centrifugal Pumps Experiment Name: Qusai Alsaadat Section: 2Document4 pagesCentrifugal Pumps Experiment Name: Qusai Alsaadat Section: 2QusaiNo ratings yet
- Hydrodynamic Stability of Hagen Poiseuille FlowDocument2 pagesHydrodynamic Stability of Hagen Poiseuille FlowVijay KumarNo ratings yet
- Chapter 4.7-OnDocument42 pagesChapter 4.7-OnBelayneh Tadesse100% (4)
- Air Flow Analysis For Defroster and Ventilation System of A Passanger CarDocument4 pagesAir Flow Analysis For Defroster and Ventilation System of A Passanger CarSai PatilNo ratings yet
- Fluid 1 Kinematics Ch3Document29 pagesFluid 1 Kinematics Ch3Tesfaye Teferi ShoneNo ratings yet
- Assignment 1Document8 pagesAssignment 1Amit RanjanNo ratings yet
- Astm-g32-16-Standard Method of Vibratory Cavitation Erosion TestDocument16 pagesAstm-g32-16-Standard Method of Vibratory Cavitation Erosion TestIMSNo ratings yet
- Open Channel FlowDocument2 pagesOpen Channel FlowClaver G. MontesNo ratings yet
- Flow Behavior Lab ReportDocument12 pagesFlow Behavior Lab Reportapi-660099868No ratings yet
- Kind of ValvesDocument2 pagesKind of ValvesMohamed Fouad100% (1)
- Cup AnemometerDocument5 pagesCup AnemometermertikNo ratings yet
- Gas DynamicsDocument5 pagesGas DynamicsBalveer CLNo ratings yet
- Iefcl-Return Material: SL - No Item Code Oracle Description Uom QuantityDocument10 pagesIefcl-Return Material: SL - No Item Code Oracle Description Uom QuantityEZEMANo ratings yet
- Hydraulic Calculation of Box Culvert: Wlu HC Hu C HLB Blu BLC WLCDocument1 pageHydraulic Calculation of Box Culvert: Wlu HC Hu C HLB Blu BLC WLCIwanTiaraMotorNo ratings yet
- ESPs Two Phase FlowDocument26 pagesESPs Two Phase FlowScott YoungNo ratings yet
- Standard BS 1042 - Part 1 - 1964Document116 pagesStandard BS 1042 - Part 1 - 1964MPChethan100% (2)
- ATA 29-Hydraulic PowerDocument71 pagesATA 29-Hydraulic PowerChristian LewisNo ratings yet
- AerodynamicsDocument24 pagesAerodynamicsmweisenb50% (2)
- China Flange: Orifice PlatesDocument12 pagesChina Flange: Orifice Platessachin2010No ratings yet
- Fluid Mechanics Group For LockheedDocument38 pagesFluid Mechanics Group For LockheedVincent J. CataldiNo ratings yet
- Phy DPP-2Document2 pagesPhy DPP-2nakshatrameshram23No ratings yet
- Pump Sizing and SelectionDocument64 pagesPump Sizing and Selectionsushil.vgi100% (1)
- Modern Helicopter AerodynamicsDocument53 pagesModern Helicopter AerodynamicsAulia®100% (1)
- Chapter 2: Principles of Hydrostatics: UNIT PRESSURE OR PRESSURE, P Refers To The Effects of A Force ActingDocument9 pagesChapter 2: Principles of Hydrostatics: UNIT PRESSURE OR PRESSURE, P Refers To The Effects of A Force ActingRochelleNo ratings yet
- Prediction of Downpull On Closing High HDocument11 pagesPrediction of Downpull On Closing High HCrimsonPoshNo ratings yet
- Butterfly Valve Head LossDocument1 pageButterfly Valve Head LosskuchaitanyaNo ratings yet
- B O M B A S: Series D &10 Bombas Impulsadas Por AireDocument24 pagesB O M B A S: Series D &10 Bombas Impulsadas Por AireBruno BrepohlNo ratings yet
























































































Download as pdf or txt
You might also like
- Wind Tunnel ExperimentDocument46 pagesWind Tunnel ExperimentAbhilash Mathew50% (2)
- Chapter 18Document3 pagesChapter 18Nathaniel Remandaban100% (1)
- Aca 0101Document24 pagesAca 0101jabraneNo ratings yet
- Valve Sizing Hand BookDocument24 pagesValve Sizing Hand Bookพรรษพล เจี่ยปิยะสกุล100% (1)
- Koso Parcol Control Valve Sizing HandbookDocument24 pagesKoso Parcol Control Valve Sizing Handbookcvishwas273256No ratings yet
- Control Valve Sizing 1Document23 pagesControl Valve Sizing 1Enerprec SASNo ratings yet
- Product-Data-Sheet-Catalog-12 - (Two Phase Control Valve Sizing Calculation Fisher)Document41 pagesProduct-Data-Sheet-Catalog-12 - (Two Phase Control Valve Sizing Calculation Fisher)reninbabaski100% (1)
- Introduction and Sizing Valves For Liquids: ANSI/ISA/IEC Valve SizingDocument38 pagesIntroduction and Sizing Valves For Liquids: ANSI/ISA/IEC Valve SizingMarc EdwardsNo ratings yet
- Catalog 12 Section 2 TabDocument40 pagesCatalog 12 Section 2 TabAnonymous oPInocXNo ratings yet
- PROJECT STANDARDS AND SPECIFICATIONS Valves and Control Valves Rev01 PDFDocument15 pagesPROJECT STANDARDS AND SPECIFICATIONS Valves and Control Valves Rev01 PDFJohnNo ratings yet
- Control Valve SizingDocument21 pagesControl Valve Sizingtiwarishailendra2198No ratings yet
- Single Phase W Orly PoDocument105 pagesSingle Phase W Orly PopirjoNo ratings yet
- Control Valve Technical SpecificationDocument17 pagesControl Valve Technical Specificationzainrajakmawi100% (2)
- Hanbell Spec Sheet RC2-470ADocument1 pageHanbell Spec Sheet RC2-470ATran Van TienNo ratings yet
- CE3401 Applied Hydraulic Engineering 01 - by LearnEngineering - inDocument73 pagesCE3401 Applied Hydraulic Engineering 01 - by LearnEngineering - inNANDHINI SNo ratings yet
- ELECTRICAL TEST (HOT) .XLSX - Compressor 5Document1 pageELECTRICAL TEST (HOT) .XLSX - Compressor 55jt.general.infoNo ratings yet
- Instrument Design Basis AKPGDocument37 pagesInstrument Design Basis AKPGSameer KapareNo ratings yet
- Up To 450 L/min, Up To 420 Bar: Inline Filter HF3PDocument4 pagesUp To 450 L/min, Up To 420 Bar: Inline Filter HF3PMiguel VlntìnNo ratings yet
- EN5231 3 0 01 20 - P4WEH - 10to32Document10 pagesEN5231 3 0 01 20 - P4WEH - 10to32emreali1No ratings yet
- 2-Flow ControlDocument4 pages2-Flow ControlIslam ElhabsheNo ratings yet
- Ficha Tecnica SVH 3-80-11 220V AISI316Document4 pagesFicha Tecnica SVH 3-80-11 220V AISI316Pablo Sanchez AmpueroNo ratings yet
- Ce8403 Notes Www.padeepz.netDocument73 pagesCe8403 Notes Www.padeepz.netswaranthibNo ratings yet
- KBFDG5VDocument20 pagesKBFDG5VДенис ШустовNo ratings yet
- Up To 100 L/min, Up To 280 Bar: Inline Filter or Pressure Filter For Manifold Mounting HF2PDocument4 pagesUp To 100 L/min, Up To 280 Bar: Inline Filter or Pressure Filter For Manifold Mounting HF2PMiguel VlntìnNo ratings yet
- Inundación de Polímero para Mejorar La Eficiencia Del Barrido Volumétrico en Los Procesos de Inyección de AguaDocument20 pagesInundación de Polímero para Mejorar La Eficiencia Del Barrido Volumétrico en Los Procesos de Inyección de AguaRicardoNo ratings yet
- 6.6 Capacity Testing: Standard Formatted For Publication in This Handbook by A. Bálint, 2005)Document4 pages6.6 Capacity Testing: Standard Formatted For Publication in This Handbook by A. Bálint, 2005)jigjigawNo ratings yet
- 1.Drawing Contents Supplied With Turbine (For Eh Control System) NO 号 Drawing No No.No.No Description QTY 数 Remarks 注 1 5 2 5 3 5 4 5 5 5 6 5Document4 pages1.Drawing Contents Supplied With Turbine (For Eh Control System) NO 号 Drawing No No.No.No Description QTY 数 Remarks 注 1 5 2 5 3 5 4 5 5 5 6 5Nur Kholish JauhariNo ratings yet
- Gas Rop Sizing Calculator Guide Determinar D Placa OrificioDocument11 pagesGas Rop Sizing Calculator Guide Determinar D Placa Orificiodaianedias.ifnmgNo ratings yet
- Orifice Plate Sizing CalculatorDocument11 pagesOrifice Plate Sizing Calculatormyself_riteshNo ratings yet
- Tecnair H Humidifier User Manual EngDocument24 pagesTecnair H Humidifier User Manual EngpersosamsicNo ratings yet
- lf19Document1 pagelf19Anonymous Pj14yt8b2No ratings yet
- 01 PendahuluanDocument47 pages01 PendahuluanMUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- ELECTRICAL TEST (HOT) .XLSX - Compressor 4Document1 pageELECTRICAL TEST (HOT) .XLSX - Compressor 45jt.general.infoNo ratings yet
- Bosch Rexroth ValvesDocument290 pagesBosch Rexroth ValvesNicolae CalinNo ratings yet
- 5 - Choke Performance, Pages 59-67Document9 pages5 - Choke Performance, Pages 59-67ehsanNo ratings yet
- Pressure Sequence Valve, Direct Operated: Replaces: 02.03Document8 pagesPressure Sequence Valve, Direct Operated: Replaces: 02.03André NicoliniNo ratings yet
- Laminar Flow Valve Sizing Made EasyDocument8 pagesLaminar Flow Valve Sizing Made Easy1940LaSalleNo ratings yet
- Dynamic ModelDocument81 pagesDynamic ModeldrgryNo ratings yet
- MOL MOL Pakistan Oil & Gas Co. B.V. Makori Gas Processing FacilityDocument2 pagesMOL MOL Pakistan Oil & Gas Co. B.V. Makori Gas Processing FacilityJaadi 786No ratings yet
- Therm A Conductivity DetectorDocument15 pagesTherm A Conductivity Detectoriiser1024No ratings yet
- Control Loops PDFDocument48 pagesControl Loops PDFAnonymous PTHwJyinsNo ratings yet
- Linde ClosedLoop 10Document28 pagesLinde ClosedLoop 10anandsubbiahNo ratings yet
- Section 1. True/False Questions: Written Test No.1Document7 pagesSection 1. True/False Questions: Written Test No.1Anonymous fQAeGFNo ratings yet
- ELECTRICAL TEST (HOT) .XLSX - Compressor 1Document1 pageELECTRICAL TEST (HOT) .XLSX - Compressor 15jt.general.infoNo ratings yet
- Commissioning Service Department Commissioning Standard Test Formats Description: Power Transformer TestDocument24 pagesCommissioning Service Department Commissioning Standard Test Formats Description: Power Transformer TestabderrahmaneNo ratings yet
- Chapter2-Pneumatics Components and Symbols RepresentationDocument38 pagesChapter2-Pneumatics Components and Symbols RepresentationNurainin SofiyaNo ratings yet
- Hydrothermal Properties of Materials: Experimental Data on Aqueous Phase Equilibria and Solution Properties at Elevated Temperatures and PressuresFrom EverandHydrothermal Properties of Materials: Experimental Data on Aqueous Phase Equilibria and Solution Properties at Elevated Temperatures and PressuresVladimir ValyashkoNo ratings yet
- Stability and Control of Aircraft Systems: Introduction to Classical Feedback ControlFrom EverandStability and Control of Aircraft Systems: Introduction to Classical Feedback ControlNo ratings yet
- Golf Course Irrigation: Environmental Design and Management PracticesFrom EverandGolf Course Irrigation: Environmental Design and Management PracticesNo ratings yet
- Reactive Distillation Design and ControlFrom EverandReactive Distillation Design and ControlRating: 1 out of 5 stars1/5 (1)
- The Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationFrom EverandThe Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationNo ratings yet
- Fundamentals of Probability and Statistics for EngineersFrom EverandFundamentals of Probability and Statistics for EngineersRating: 5 out of 5 stars5/5 (1)
- Design and Characterization of Integrated Varactors for RF ApplicationsFrom EverandDesign and Characterization of Integrated Varactors for RF ApplicationsNo ratings yet
- System Integration: From Transistor Design to Large Scale Integrated CircuitsFrom EverandSystem Integration: From Transistor Design to Large Scale Integrated CircuitsNo ratings yet
- An Introduction to Numerical Analysis for Electrical and Computer EngineersFrom EverandAn Introduction to Numerical Analysis for Electrical and Computer EngineersNo ratings yet
- Fundamentals of Signal Processing for Sound and Vibration EngineersFrom EverandFundamentals of Signal Processing for Sound and Vibration EngineersRating: 5 out of 5 stars5/5 (1)
- Fluid Mechanics Lab: Detailed List of EquipmentDocument4 pagesFluid Mechanics Lab: Detailed List of EquipmentMeer UmarNo ratings yet
- Centrifugal Pumps Experiment Name: Qusai Alsaadat Section: 2Document4 pagesCentrifugal Pumps Experiment Name: Qusai Alsaadat Section: 2QusaiNo ratings yet
- Hydrodynamic Stability of Hagen Poiseuille FlowDocument2 pagesHydrodynamic Stability of Hagen Poiseuille FlowVijay KumarNo ratings yet
- Chapter 4.7-OnDocument42 pagesChapter 4.7-OnBelayneh Tadesse100% (4)
- Air Flow Analysis For Defroster and Ventilation System of A Passanger CarDocument4 pagesAir Flow Analysis For Defroster and Ventilation System of A Passanger CarSai PatilNo ratings yet
- Fluid 1 Kinematics Ch3Document29 pagesFluid 1 Kinematics Ch3Tesfaye Teferi ShoneNo ratings yet
- Assignment 1Document8 pagesAssignment 1Amit RanjanNo ratings yet
- Astm-g32-16-Standard Method of Vibratory Cavitation Erosion TestDocument16 pagesAstm-g32-16-Standard Method of Vibratory Cavitation Erosion TestIMSNo ratings yet
- Open Channel FlowDocument2 pagesOpen Channel FlowClaver G. MontesNo ratings yet
- Flow Behavior Lab ReportDocument12 pagesFlow Behavior Lab Reportapi-660099868No ratings yet
- Kind of ValvesDocument2 pagesKind of ValvesMohamed Fouad100% (1)
- Cup AnemometerDocument5 pagesCup AnemometermertikNo ratings yet
- Gas DynamicsDocument5 pagesGas DynamicsBalveer CLNo ratings yet
- Iefcl-Return Material: SL - No Item Code Oracle Description Uom QuantityDocument10 pagesIefcl-Return Material: SL - No Item Code Oracle Description Uom QuantityEZEMANo ratings yet
- Hydraulic Calculation of Box Culvert: Wlu HC Hu C HLB Blu BLC WLCDocument1 pageHydraulic Calculation of Box Culvert: Wlu HC Hu C HLB Blu BLC WLCIwanTiaraMotorNo ratings yet
- ESPs Two Phase FlowDocument26 pagesESPs Two Phase FlowScott YoungNo ratings yet
- Standard BS 1042 - Part 1 - 1964Document116 pagesStandard BS 1042 - Part 1 - 1964MPChethan100% (2)
- ATA 29-Hydraulic PowerDocument71 pagesATA 29-Hydraulic PowerChristian LewisNo ratings yet
- AerodynamicsDocument24 pagesAerodynamicsmweisenb50% (2)
- China Flange: Orifice PlatesDocument12 pagesChina Flange: Orifice Platessachin2010No ratings yet
- Fluid Mechanics Group For LockheedDocument38 pagesFluid Mechanics Group For LockheedVincent J. CataldiNo ratings yet
- Phy DPP-2Document2 pagesPhy DPP-2nakshatrameshram23No ratings yet
- Pump Sizing and SelectionDocument64 pagesPump Sizing and Selectionsushil.vgi100% (1)
- Modern Helicopter AerodynamicsDocument53 pagesModern Helicopter AerodynamicsAulia®100% (1)
- Chapter 2: Principles of Hydrostatics: UNIT PRESSURE OR PRESSURE, P Refers To The Effects of A Force ActingDocument9 pagesChapter 2: Principles of Hydrostatics: UNIT PRESSURE OR PRESSURE, P Refers To The Effects of A Force ActingRochelleNo ratings yet
- Prediction of Downpull On Closing High HDocument11 pagesPrediction of Downpull On Closing High HCrimsonPoshNo ratings yet
- Butterfly Valve Head LossDocument1 pageButterfly Valve Head LosskuchaitanyaNo ratings yet
- B O M B A S: Series D &10 Bombas Impulsadas Por AireDocument24 pagesB O M B A S: Series D &10 Bombas Impulsadas Por AireBruno BrepohlNo ratings yet