Download as docx, pdf, or txt
You might also like
- Elevator (MR) Certificate Standard FormatDocument2 pagesElevator (MR) Certificate Standard FormatAkhil100% (3)
- Inspection and Test Plan (Itp) For Staircase Handrail 1 & 2Document3 pagesInspection and Test Plan (Itp) For Staircase Handrail 1 & 2Environ Support100% (1)
- Non Destructive Testing Procedure UT, RT, MT, PT (ASME)Document63 pagesNon Destructive Testing Procedure UT, RT, MT, PT (ASME)Irvan Maruli100% (2)
- Waiter System (Was1:) Workshop 5 (25) Three-Tier ApplicationDocument6 pagesWaiter System (Was1:) Workshop 5 (25) Three-Tier Applicationhayathmail9375No ratings yet
- Foam Water Deluge System Test QCDD FormDocument3 pagesFoam Water Deluge System Test QCDD FormMahmoud Hassan100% (2)
- Induction Cap Sealing Machine Performance Qualification Report - Pharmaceutical UpdatesDocument5 pagesInduction Cap Sealing Machine Performance Qualification Report - Pharmaceutical UpdatesChetan Ganesh RautNo ratings yet
- 2 Inspection FormatsDocument40 pages2 Inspection FormatsSatish ReddyNo ratings yet
- Foam Water Deluge System Test QCDD FormDocument3 pagesFoam Water Deluge System Test QCDD Formhey05321No ratings yet
- Cathye@repmet - Co.za: Calibrated by MJ. Frade Checked by SP. Mare SANAS Technical Signatory MJ. FradeDocument6 pagesCathye@repmet - Co.za: Calibrated by MJ. Frade Checked by SP. Mare SANAS Technical Signatory MJ. FradeTsiory RandriaNo ratings yet
- 4-QAP Heat EXDocument8 pages4-QAP Heat EXAjit Patil100% (1)
- Product Conformity Certificate: SPS30 Particulate Matter SensorDocument4 pagesProduct Conformity Certificate: SPS30 Particulate Matter SensorGisselle GranadaNo ratings yet
- NDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Document10 pagesNDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Md Abu Hanif RajuNo ratings yet
- LNG-80-100937-RA-6065-00023-0000 HT PipingDocument7 pagesLNG-80-100937-RA-6065-00023-0000 HT PipingMohammad AftabNo ratings yet
- 9 High Pressure Leak InspectionDocument5 pages9 High Pressure Leak InspectionMr. MonirNo ratings yet
- Modelquality Assuranceplanforpot 1Document8 pagesModelquality Assuranceplanforpot 1mouni9301997No ratings yet
- GOCOANT PPT 2021 - All MachinesDocument40 pagesGOCOANT PPT 2021 - All MachinesMohd RazaNo ratings yet
- QAP FormatsDocument13 pagesQAP Formatsavvari sureshNo ratings yet
- Procedure For Hardness TestingDocument8 pagesProcedure For Hardness TestingVinayaga MoorthiNo ratings yet
- AWSD1 1 Procedure UtDocument19 pagesAWSD1 1 Procedure UtGhilman0529No ratings yet
- TWist CounterDocument1 pageTWist Countermanish yadavNo ratings yet
- Adobe Scan 19-Apr-2024Document1 pageAdobe Scan 19-Apr-2024manish yadavNo ratings yet
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Document6 pagesInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaNo ratings yet
- Article Choosing Right Communication Protocol Fisher en 178770Document8 pagesArticle Choosing Right Communication Protocol Fisher en 178770Adnan SalihbegovicNo ratings yet
- MarinTrust DRAFT V3 Factory Standard - TACCP and VACCP TemplateDocument6 pagesMarinTrust DRAFT V3 Factory Standard - TACCP and VACCP TemplateAlina TkachenkoNo ratings yet
- NDT Procedure Casting 17.03.13Document16 pagesNDT Procedure Casting 17.03.13Jiten Karmakar100% (1)
- PharmaprocessDocument44 pagesPharmaprocessSylvain V.No ratings yet
- Awsd11 Procedure Ut CompressDocument19 pagesAwsd11 Procedure Ut Compressparag wadekarNo ratings yet
- Etech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingDocument4 pagesEtech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingMadan PrakashNo ratings yet
- AWSD1.1 Procedure UtDocument19 pagesAWSD1.1 Procedure Utkevin desai50% (2)
- Ultrasonic Laminations Test Report BatamDocument2 pagesUltrasonic Laminations Test Report Batamvinsensius rasaNo ratings yet
- Osiris MCERTS CertificateDocument6 pagesOsiris MCERTS CertificateMarco Villacorta SayreNo ratings yet
- Model Quality Assurance Plan For Pot-Ptfe BearingsDocument8 pagesModel Quality Assurance Plan For Pot-Ptfe Bearingsghaghra bridgeNo ratings yet
- Construction Leak Test ProcedureDocument6 pagesConstruction Leak Test Procedurezack zeeartNo ratings yet
- RQ 6705122Document20 pagesRQ 6705122zeehaseedNo ratings yet
- Mcti - CBF Current Check RelayDocument2 pagesMcti - CBF Current Check RelayTHILAKKUMARNo ratings yet
- Cotex PharamaDocument50 pagesCotex Pharamatahir royalNo ratings yet
- Free Digital Multimeter Calibration ProcedureDocument10 pagesFree Digital Multimeter Calibration ProcedureGordinhorsNo ratings yet
- 04 93453 - Quality Control Plan PDFDocument4 pages04 93453 - Quality Control Plan PDFSara mamdouhNo ratings yet
- Transformer TestingDocument37 pagesTransformer TestingVinodNo ratings yet
- Controlplan enDocument1 pageControlplan enRaquel MungcalNo ratings yet
- ServicewriterchartsDocument5 pagesServicewriterchartsThomas HallNo ratings yet
- Ultrasonic Test Procedure1Document8 pagesUltrasonic Test Procedure1MHDNo ratings yet
- Docef Relay TestingDocument7 pagesDocef Relay TestingPandrayar Maruthu100% (1)
- Itp For Staircase HandrailDocument3 pagesItp For Staircase HandrailKishoreNo ratings yet
- Inspection and Test PlanDocument2 pagesInspection and Test PlanAbdullahNo ratings yet
- NDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Document20 pagesNDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Md Abu Hanif RajuNo ratings yet
- RiskWISE Import Template StorageTank 11-Aug-2018 145718412Document41 pagesRiskWISE Import Template StorageTank 11-Aug-2018 145718412irfanlarikhotmailcomNo ratings yet
- Condensate Collection Tank Qap 290722Document3 pagesCondensate Collection Tank Qap 290722Pavul RajNo ratings yet
- Acuren Boiler Tube Inspection Oct 28 2015Document41 pagesAcuren Boiler Tube Inspection Oct 28 2015pstechnical_43312697100% (2)
- 06、轻型冷水机组出厂试验大纲(中英文)Document24 pages06、轻型冷水机组出厂试验大纲(中英文)nur hasanNo ratings yet
- Method of Statement For Current Transformer: Owner/Client Owner'S Engineer ContractorDocument9 pagesMethod of Statement For Current Transformer: Owner/Client Owner'S Engineer ContractorPandrayar MaruthuNo ratings yet
- Validation Protocol for Metal Detection and X-Ray (1)Document9 pagesValidation Protocol for Metal Detection and X-Ray (1)Prashant JadhavNo ratings yet
- Ih Setup 38tDocument1 pageIh Setup 38tmuthuselvanNo ratings yet
- Piping Qap R03 250822Document2 pagesPiping Qap R03 250822Pavul RajNo ratings yet
- Automatic Fault Detection SystemDocument26 pagesAutomatic Fault Detection Systemwazirx998No ratings yet
- FM - MKT - 02 Quality Control Process ChartDocument4 pagesFM - MKT - 02 Quality Control Process Chartbarja subarjaNo ratings yet
- Amc QapDocument8 pagesAmc QapSasanka SekharNo ratings yet
- (A Division of Testing & Calibration India (Opc) Pvt. LTD)Document1 page(A Division of Testing & Calibration India (Opc) Pvt. LTD)santanushee8No ratings yet
- Fire Detection and Alarm System QCDD Form (Record of Inspection and Testing)Document2 pagesFire Detection and Alarm System QCDD Form (Record of Inspection and Testing)Ronie PaduaNo ratings yet
- UMTS Performance Measurement: A Practical Guide to KPIs for the UTRAN EnvironmentFrom EverandUMTS Performance Measurement: A Practical Guide to KPIs for the UTRAN EnvironmentNo ratings yet
- Adaptive Tests of Significance Using Permutations of Residuals with R and SASFrom EverandAdaptive Tests of Significance Using Permutations of Residuals with R and SASNo ratings yet
- PreservativeDocument2 pagesPreservativejaimurugeshNo ratings yet
- Calibration of HPLCDocument4 pagesCalibration of HPLCjaimurugeshNo ratings yet
- Preparation of MFR in Pharmaceutical Industry.Document4 pagesPreparation of MFR in Pharmaceutical Industry.jaimurugesh100% (1)
- Homogeneity DemonstrationDocument2 pagesHomogeneity DemonstrationjaimurugeshNo ratings yet
- Determination of Levomycetin and AnesthesinDocument1 pageDetermination of Levomycetin and AnesthesinjaimurugeshNo ratings yet
- Corrugated Box TestingDocument2 pagesCorrugated Box TestingjaimurugeshNo ratings yet
- HPLC CalibrationDocument5 pagesHPLC CalibrationjaimurugeshNo ratings yet
- Fronting and TailingDocument2 pagesFronting and TailingjaimurugeshNo ratings yet
- Macrogol Cetostearyl EtherDocument2 pagesMacrogol Cetostearyl EtherjaimurugeshNo ratings yet
- Ulcer & Its TreatmentDocument11 pagesUlcer & Its TreatmentjaimurugeshNo ratings yet
- Is 7182Document29 pagesIs 7182jaimurugeshNo ratings yet
- Drugs With Primary Amino Group in Their StructureDocument8 pagesDrugs With Primary Amino Group in Their StructurejaimurugeshNo ratings yet
- Paracetamol BPDocument4 pagesParacetamol BPjaimurugeshNo ratings yet
- Pharmaceutical ExcipientsDocument8 pagesPharmaceutical ExcipientsjaimurugeshNo ratings yet
- Hard Paraffin BPDocument2 pagesHard Paraffin BPjaimurugeshNo ratings yet
- Pyridoxine Hydrochloride BPDocument5 pagesPyridoxine Hydrochloride BPjaimurugeshNo ratings yet
- Citrate Buffer RecipeDocument6 pagesCitrate Buffer RecipejaimurugeshNo ratings yet
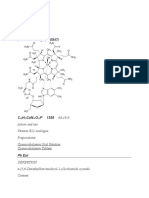
- Cyanocobalamin BPDocument4 pagesCyanocobalamin BPjaimurugeshNo ratings yet
- Topical Formulation DevelopmentDocument5 pagesTopical Formulation DevelopmentjaimurugeshNo ratings yet
- Methyl Salicylate USPNFDocument5 pagesMethyl Salicylate USPNFjaimurugeshNo ratings yet
- Topical FormulationsDocument8 pagesTopical FormulationsjaimurugeshNo ratings yet
- Govt. Notification On Generic and Brand Name and Schedule H ImplementatioDocument6 pagesGovt. Notification On Generic and Brand Name and Schedule H ImplementatiojaimurugeshNo ratings yet
- Herb-Infused OilsDocument13 pagesHerb-Infused OilsjaimurugeshNo ratings yet
- Microbial Assay of AntibioticsDocument31 pagesMicrobial Assay of AntibioticsjaimurugeshNo ratings yet
- Principle of Karl Fischer TitrationDocument1 pagePrinciple of Karl Fischer TitrationjaimurugeshNo ratings yet
- AntibioticDocument37 pagesAntibioticjaimurugeshNo ratings yet
- DV 300 User's Manual Foreword PDF Power Inverter Power SupplyDocument1 pageDV 300 User's Manual Foreword PDF Power Inverter Power Supplyifeanyi youngNo ratings yet
- Project Management Case Study Case PLCDocument4 pagesProject Management Case Study Case PLCVignesh AyyathuraiNo ratings yet
- Module 3 Assignment (Blasingame)Document3 pagesModule 3 Assignment (Blasingame)Freddy Mendoza CoronelNo ratings yet
- Dell Latitude E6420 Beep Codes Diagnostic IndicatorsDocument3 pagesDell Latitude E6420 Beep Codes Diagnostic IndicatorsrayNo ratings yet
- Intersil ISL9238IRTZ DatasheetDocument45 pagesIntersil ISL9238IRTZ Datasheetxingyiservice.mdy123No ratings yet
- TBH00131 PSRPT 2020-06-15 17.55.34uuuuuu PDFDocument6 pagesTBH00131 PSRPT 2020-06-15 17.55.34uuuuuu PDFMohammad MakhloufNo ratings yet
- Scrum Qs 3 1695174161Document202 pagesScrum Qs 3 1695174161Nour ShaffouniNo ratings yet
- 1 Dados TecnicosDocument44 pages1 Dados TecnicosYutt WattNo ratings yet
- What Is A Project? - Definition and Key CharacteristicsDocument6 pagesWhat Is A Project? - Definition and Key Characteristicschandan kumarNo ratings yet
- Hasanuddin Sirait Artikel KomputerDocument11 pagesHasanuddin Sirait Artikel KomputerPerayaan NatalNo ratings yet
- Extrusora Geomembranas Pro XDocument2 pagesExtrusora Geomembranas Pro XPaul Alex Quiroz BarrionuevoNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhNo ratings yet
- 100 - Generator Stator Earth Fault ProtectionDocument10 pages100 - Generator Stator Earth Fault ProtectionPraneeth ReddyNo ratings yet
- KGP-931D: Differential GPS NAVIGATORDocument2 pagesKGP-931D: Differential GPS NAVIGATORueg liepajaNo ratings yet
- Replacement Pumps & Parts A10V-31 / A10V-52/53: W W W. F L U I D Y N E F P. C O MDocument4 pagesReplacement Pumps & Parts A10V-31 / A10V-52/53: W W W. F L U I D Y N E F P. C O MPedro Jose Sepulveda100% (1)
- Mary Joy Chapters 123Document25 pagesMary Joy Chapters 123Mary Joy IgnacioNo ratings yet
- Peavey Electronics Escort 2000 Service ManualDocument24 pagesPeavey Electronics Escort 2000 Service ManualhumbertodosallegorretaNo ratings yet
- Grundfos CRCRNDocument73 pagesGrundfos CRCRNsmile4hariNo ratings yet
- Manual Screen Changer For Extrusion Processes: Your Benefi TsDocument2 pagesManual Screen Changer For Extrusion Processes: Your Benefi Tsneuro4761No ratings yet
- Computer Networks: Krishna KantDocument27 pagesComputer Networks: Krishna KantAh RifatNo ratings yet
- Design of Experiments - Individual Final ReportDocument223 pagesDesign of Experiments - Individual Final ReportRafael OrtizNo ratings yet
- Department of Computer Science and EngineeringDocument25 pagesDepartment of Computer Science and EngineeringjesudosssNo ratings yet
- Strength Analysis of Jacket Platform Based On ANSYS: REN HongweiDocument4 pagesStrength Analysis of Jacket Platform Based On ANSYS: REN HongweiColleHanzoHasashiMaNo ratings yet
- Unit V Map Design & LayoutDocument32 pagesUnit V Map Design & LayoutRashkv428 kvNo ratings yet
- 2017.10 OEM Bulletin Volvo Coolant 1Document1 page2017.10 OEM Bulletin Volvo Coolant 1Limosh BsNo ratings yet
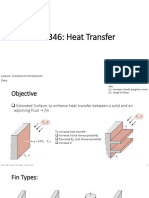
- ME 346: Heat Transfer: Instructor: Ankit JainDocument23 pagesME 346: Heat Transfer: Instructor: Ankit JainDeepankar Sakya KusumaNo ratings yet
- Image Encryption Using Elliptic Curve Cryptography: SciencedirectDocument10 pagesImage Encryption Using Elliptic Curve Cryptography: SciencedirectNguyễn Quang HuyNo ratings yet
- Exercises With Finite State Machines: CS 64: Computer Organization and Design Logic Lecture #17 Winter 2019Document17 pagesExercises With Finite State Machines: CS 64: Computer Organization and Design Logic Lecture #17 Winter 2019Gabriel CañadasNo ratings yet
- 3G3J2218433724Document1 page3G3J2218433724Tanuj ShrivastavaNo ratings yet