Download as pdf or txt
You might also like
- Operation Guide - RX Path ImbalanceDocument3 pagesOperation Guide - RX Path ImbalanceBiodun123456775% (4)
- Mathematical Methods of Physics PDFDocument515 pagesMathematical Methods of Physics PDFGabrielNunesNo ratings yet
- Control System QuizDocument28 pagesControl System QuizSagar Ruchandani100% (5)
- Steel Connections EnuDocument90 pagesSteel Connections EnudrilkerozerNo ratings yet
- Extrusion Process Control: Modeling, Identification, and OptimizationDocument12 pagesExtrusion Process Control: Modeling, Identification, and Optimizationvirus101No ratings yet
- Critical Issues in The Simulation of Hot Forming OperationsDocument5 pagesCritical Issues in The Simulation of Hot Forming OperationsCaio GrisottoNo ratings yet
- Recent Developments in Process Simulation For Bulk Forming ProcessesDocument8 pagesRecent Developments in Process Simulation For Bulk Forming Processesth34560No ratings yet
- LBM For 2D and 3D Chemical Reactors: Giacomo FalcucciDocument61 pagesLBM For 2D and 3D Chemical Reactors: Giacomo FalcucciAT8iNo ratings yet
- Research PaperDocument23 pagesResearch PaperAbhijeet yadavNo ratings yet
- Modeling of Multiscale and Multiphase Phenomena in MaterialsDocument8 pagesModeling of Multiscale and Multiphase Phenomena in MaterialssambitsahooNo ratings yet
- An Analysis of Fatigue Failure Mechanisms in An Additively Manufactured and Shot Peened IN 718 Nickel SuperalloyDocument11 pagesAn Analysis of Fatigue Failure Mechanisms in An Additively Manufactured and Shot Peened IN 718 Nickel SuperalloysfaNo ratings yet
- Paper Laser Welding Heat DistortionDocument9 pagesPaper Laser Welding Heat DistortionKHNo ratings yet
- 10 1016@j Addma 2019 100909Document58 pages10 1016@j Addma 2019 100909SaulPiedraNo ratings yet
- Computational Approaches For Modeling The MultiphyDocument14 pagesComputational Approaches For Modeling The MultiphyDeaNo ratings yet
- Gray 2009Document10 pagesGray 2009Jéssica GonçalvesNo ratings yet
- Numerical Simulation Using Finite ElemenDocument6 pagesNumerical Simulation Using Finite ElemenBelay AyalewNo ratings yet
- 1 s2.0 S0020768316300889 MainDocument20 pages1 s2.0 S0020768316300889 MainMeng DNo ratings yet
- Prediction of Concrete Creep and Shrinkage Past Present and FutureDocument12 pagesPrediction of Concrete Creep and Shrinkage Past Present and FutureOscar Zúñiga CuevasNo ratings yet
- Issues in Diaphragm Forming of Continuous Fiber Reinforced Thermoplastic CompositesDocument11 pagesIssues in Diaphragm Forming of Continuous Fiber Reinforced Thermoplastic CompositesclaradwisNo ratings yet
- A Holistic Approach On The Simulation of Rotary-Friction-WeldingDocument6 pagesA Holistic Approach On The Simulation of Rotary-Friction-WeldingMohammed SakhlainNo ratings yet
- Antec2018 - Effect of Stress Relaxation On Shrinkage and Warpage of Injection Molded PartsDocument6 pagesAntec2018 - Effect of Stress Relaxation On Shrinkage and Warpage of Injection Molded Parts손종인No ratings yet
- Splats Formation, Interaction and Residual Stress Evolution in Thermal Spray Coating Using A Hybrid Computational ModelDocument21 pagesSplats Formation, Interaction and Residual Stress Evolution in Thermal Spray Coating Using A Hybrid Computational ModelMahrukh ZAIDINo ratings yet
- Simulation of The Heat Treatment of An Automotive Cast PartDocument6 pagesSimulation of The Heat Treatment of An Automotive Cast Partesteban vasquezNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument8 pagesAdditive Manufacturing: Full Length ArticleMo YakoutNo ratings yet
- Research Paper 3Document13 pagesResearch Paper 3Abhijeet yadavNo ratings yet
- Risidual Stresse in WeldingDocument21 pagesRisidual Stresse in WeldingMehdi DjaghloulNo ratings yet
- A Generic Microstructure-Explicit Model of Creep IDocument11 pagesA Generic Microstructure-Explicit Model of Creep IVenkatesh PandianNo ratings yet
- Inclusion Removal in A BilletDocument9 pagesInclusion Removal in A BilletmehdihaNo ratings yet
- Measuring Mechanical Stresses On Inserts During Injection MoldingDocument6 pagesMeasuring Mechanical Stresses On Inserts During Injection Moldingtalán gybrNo ratings yet
- Very Good Explanation of Parameters That Affect Solification of A CastingDocument9 pagesVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaNo ratings yet
- Numerical Investigation On Solidification in Casting Using ProcastDocument11 pagesNumerical Investigation On Solidification in Casting Using ProcasttabibkarimNo ratings yet
- 2020res STR Hierarchy AMDocument13 pages2020res STR Hierarchy AMBhawesh SthaNo ratings yet
- Journal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashDocument11 pagesJournal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashJesus Ismael Jimenez GarciaNo ratings yet
- Computational Modeling of Microstructure Evolution in Solidification of Aluminum AlloysDocument8 pagesComputational Modeling of Microstructure Evolution in Solidification of Aluminum AlloysHarris DanielNo ratings yet
- ExtDies01 PDFDocument12 pagesExtDies01 PDFLucas ValentimNo ratings yet
- Energies 15 01165Document34 pagesEnergies 15 01165juan vargas tarazonaNo ratings yet
- Axial Turbine Rim SealingDocument22 pagesAxial Turbine Rim SealingOsman ParlakNo ratings yet
- Jo, Cement BehaviorDocument13 pagesJo, Cement Behaviorjsever1No ratings yet
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocument4 pagesCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterNo ratings yet
- Constantinescu 2004Document15 pagesConstantinescu 2004ram shyamNo ratings yet
- A Review of Research in Numerical Simulation For The Glass-Pressing Process PDFDocument11 pagesA Review of Research in Numerical Simulation For The Glass-Pressing Process PDFLuis ArmadilloNo ratings yet
- Prediction of Void Growth and Fiber Volume Fraction Based On Filament Winding Process MechanicsDocument10 pagesPrediction of Void Growth and Fiber Volume Fraction Based On Filament Winding Process MechanicsHassan HabibNo ratings yet
- Artigo 8Document14 pagesArtigo 8Edmilson LimaNo ratings yet
- A Review of Hydraulic Fracturing SimulationDocument58 pagesA Review of Hydraulic Fracturing SimulationAli MahmoudNo ratings yet
- Fatigue Design of Structures Under Thermomechanical LoadingsDocument8 pagesFatigue Design of Structures Under Thermomechanical Loadingsram shyamNo ratings yet
- 1 s2.0 S0020768319300447 MainDocument18 pages1 s2.0 S0020768319300447 MainMeng DNo ratings yet
- Mesh ModellingDocument4 pagesMesh ModellingVikas GargNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- Measurement of Forced Surface Convection in Directed Energy Deposition Additive ManufacturingDocument14 pagesMeasurement of Forced Surface Convection in Directed Energy Deposition Additive ManufacturingMarco BernardesNo ratings yet
- TF 93 ReportDocument439 pagesTF 93 ReportaeroprinceNo ratings yet
- PEER Stage2 10.1016 J.compscitech.2010.08.013Document26 pagesPEER Stage2 10.1016 J.compscitech.2010.08.013Abd BaghadNo ratings yet
- Eng 2018041216213748Document12 pagesEng 2018041216213748alirafiqNo ratings yet
- Mechanical Testing of Engineering Materials Sneak PreviewDocument16 pagesMechanical Testing of Engineering Materials Sneak PreviewprashantinnitNo ratings yet
- International Journal of Fatigue: A. Launay, M.H. Maitournam, Y. Marco, I. RaoultDocument8 pagesInternational Journal of Fatigue: A. Launay, M.H. Maitournam, Y. Marco, I. RaoultMickNo ratings yet
- Thermomechanical FatigueDocument14 pagesThermomechanical Fatigue9 xNo ratings yet
- Analysis of Innovative Incremental Cold Forming Process For The Manufacturing of Aerospace Rotating Parts MSEC2017-2774 - RevisedversionDocument11 pagesAnalysis of Innovative Incremental Cold Forming Process For The Manufacturing of Aerospace Rotating Parts MSEC2017-2774 - RevisedversionHusen TaufiqNo ratings yet
- Prediction of Forming Limits and Parameter in TheDocument17 pagesPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiNo ratings yet
- Study of Hygrothermal Ageing of Glass Fibre Reinforced PET CompositesDocument10 pagesStudy of Hygrothermal Ageing of Glass Fibre Reinforced PET CompositesNavid HoseiniNo ratings yet
- New Mass-Transfer Correlations For Packed Towers: Aiche Journal January 2012Document22 pagesNew Mass-Transfer Correlations For Packed Towers: Aiche Journal January 2012tuti tutuarimaNo ratings yet
- Composites: Part A: M. Mulle, F. Collombet, P. Olivier, Y.-H. GrunevaldDocument11 pagesComposites: Part A: M. Mulle, F. Collombet, P. Olivier, Y.-H. GrunevaldPrasanna DissanayakeNo ratings yet
- Lastic AlluminiumDocument11 pagesLastic AlluminiumDarshan R GorpadeNo ratings yet
- Papazoglou 1982Document6 pagesPapazoglou 1982Loki TroliNo ratings yet
- Evaluation - of - Erosion-Corrosion - in - Multiphase - Flow (Imprt)Document10 pagesEvaluation - of - Erosion-Corrosion - in - Multiphase - Flow (Imprt)Mahfoud AMMOURNo ratings yet
- Printable Solar CellsFrom EverandPrintable Solar CellsNurdan Demirci SankirNo ratings yet
- State of The Art: Venous ImpotenceDocument8 pagesState of The Art: Venous ImpotenceGoutham EzhilarasuNo ratings yet
- Paper 4Document5 pagesPaper 4Goutham EzhilarasuNo ratings yet
- Mathematical Modeling of Laser Induced Heating and Melting in SolidsDocument5 pagesMathematical Modeling of Laser Induced Heating and Melting in SolidsGoutham EzhilarasuNo ratings yet
- SSD1327 DatasheetDocument68 pagesSSD1327 DatasheetGoutham EzhilarasuNo ratings yet
- Max 6971Document12 pagesMax 6971Goutham EzhilarasuNo ratings yet
- KWM 30881CWBDocument11 pagesKWM 30881CWBGoutham EzhilarasuNo ratings yet
- Mic 5891Document18 pagesMic 5891Goutham EzhilarasuNo ratings yet
- How-To Design LED 3 PDFDocument8 pagesHow-To Design LED 3 PDFGoutham EzhilarasuNo ratings yet
- whiteLED Matrix DisplayDocument6 pageswhiteLED Matrix DisplayGoutham EzhilarasuNo ratings yet
- Goutham Ezhilarasu UCLA ID# 204588284 HW1: EE279ASDocument2 pagesGoutham Ezhilarasu UCLA ID# 204588284 HW1: EE279ASGoutham EzhilarasuNo ratings yet
- Terahertz For Space Applications: Sivachandra Jangam, Goutham EzhilarasuDocument5 pagesTerahertz For Space Applications: Sivachandra Jangam, Goutham EzhilarasuGoutham EzhilarasuNo ratings yet
- Assuming A 500um Coating Thickness, Epsr Cap/length (PF/M) 1 54.85 5 63.528 10 67.848 20 71.307 30 72.791 40 50 70 90Document2 pagesAssuming A 500um Coating Thickness, Epsr Cap/length (PF/M) 1 54.85 5 63.528 10 67.848 20 71.307 30 72.791 40 50 70 90Goutham EzhilarasuNo ratings yet
- For Given Values, Da Is VarriedDocument6 pagesFor Given Values, Da Is VarriedGoutham EzhilarasuNo ratings yet
- Reading: (1.) (2.) (3.) (4.) : Omework DUE Hurs AN in ClassDocument2 pagesReading: (1.) (2.) (3.) (4.) : Omework DUE Hurs AN in ClassGoutham EzhilarasuNo ratings yet
- Assignment 4:: Due On Thursday March 2Document1 pageAssignment 4:: Due On Thursday March 2Goutham EzhilarasuNo ratings yet
- Entropy SDocument1 pageEntropy SGoutham EzhilarasuNo ratings yet
- AbstractDocument1 pageAbstractGoutham EzhilarasuNo ratings yet
- Terahertz For Space Applications: Sivachandra Jangam, Goutham EzhilarasuDocument5 pagesTerahertz For Space Applications: Sivachandra Jangam, Goutham EzhilarasuGoutham EzhilarasuNo ratings yet
- Application of Interferometers: LIGODocument4 pagesApplication of Interferometers: LIGOGoutham EzhilarasuNo ratings yet
- CE 111 - 02a Hydraulic Machinery-Turbines PDFDocument18 pagesCE 111 - 02a Hydraulic Machinery-Turbines PDFAyeeSerranoNo ratings yet
- Bouss2D: SMS 11.2 TutorialDocument22 pagesBouss2D: SMS 11.2 TutorialOentoeng KartonoNo ratings yet
- Assignment 2Document6 pagesAssignment 2Soe Thit HtunNo ratings yet
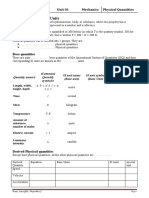
- U01 - Mec - Physical QuantitiesDocument10 pagesU01 - Mec - Physical QuantitiesTesting AcountNo ratings yet
- Mounded Stoarge Vessel C P SystemDocument5 pagesMounded Stoarge Vessel C P SystemRakesh AgrawalNo ratings yet
- By The ASCE Task Committee On Design Criteria For Composite Structures in Steel and Concrete ABSTRACT: This Commentary Complements The "Proposed Specification For StrucDocument25 pagesBy The ASCE Task Committee On Design Criteria For Composite Structures in Steel and Concrete ABSTRACT: This Commentary Complements The "Proposed Specification For StrucPrapa KaranNo ratings yet
- Prokon - PedestalDocument6 pagesProkon - PedestalihpeterNo ratings yet
- Spherical Plain Bearings, Plain Bushes, Rod Ends: Catalogue 238Document181 pagesSpherical Plain Bearings, Plain Bushes, Rod Ends: Catalogue 238durvalmedinasNo ratings yet
- FlammablePresentation 2016Document162 pagesFlammablePresentation 2016gulfpipinggmailcomNo ratings yet
- Problems Hydrology Lecture NotesDocument14 pagesProblems Hydrology Lecture NotesAlvin DeliroNo ratings yet
- Maths EMDocument7 pagesMaths EMSubramanyam K.V.RNo ratings yet
- H6105JUDocument1 pageH6105JUhunghiepvanNo ratings yet
- Nitomortar TC2000Document3 pagesNitomortar TC2000grtunaNo ratings yet
- EE593Document4 pagesEE593hassanNo ratings yet
- 80113-334 ERBE US VIO 300 D V 2 2 X D044265Document170 pages80113-334 ERBE US VIO 300 D V 2 2 X D044265RodrigoGutierrezDjmoscuNo ratings yet
- Productflyer - 978 0 387 74364 6Document1 pageProductflyer - 978 0 387 74364 6Dhruv PatelNo ratings yet
- Catalog # 74b: Belting Specification SheetDocument1 pageCatalog # 74b: Belting Specification SheetEder MendozaNo ratings yet
- Seminar ReportDocument26 pagesSeminar ReportChirag TambadeNo ratings yet
- EITN90 Radar and Remote Sensing Lecture 4: Characteristics of ClutterDocument56 pagesEITN90 Radar and Remote Sensing Lecture 4: Characteristics of Cluttertdtiog hohdedkkNo ratings yet
- Voice Morphing 101113123852 Phpapp01 121221072434 Phpapp01 PDFDocument24 pagesVoice Morphing 101113123852 Phpapp01 121221072434 Phpapp01 PDFAswin SNo ratings yet
- 10 Coil Tubing 31-10-11Document87 pages10 Coil Tubing 31-10-11Kachur Aleksey100% (1)
- Separation Variables2Document17 pagesSeparation Variables2apk bozzNo ratings yet
- WT7515Document11 pagesWT7515Mohsin Ali AbroNo ratings yet
- Advances in LPC Monitoring in CMP SlurriesDocument20 pagesAdvances in LPC Monitoring in CMP SlurriesAverage JoeNo ratings yet
- A Design Approach & Selected Wind-Tunnel Results at High Subsonic Speeds For Wing-Tip Mounted Winglets PDFDocument33 pagesA Design Approach & Selected Wind-Tunnel Results at High Subsonic Speeds For Wing-Tip Mounted Winglets PDFsubha_aeroNo ratings yet
- Ansys Progamming, UpfDocument5 pagesAnsys Progamming, UpfshirbhatenjNo ratings yet