Download as pdf or txt
You might also like
- Cummins L10 Series Workshop ManualDocument558 pagesCummins L10 Series Workshop ManualMarielis Contreras50% (2)
- Cummins LTA10-G Parts ManualDocument117 pagesCummins LTA10-G Parts ManualMarielis Contreras100% (4)
- Hino 1998 2004Document70 pagesHino 1998 20044736premiumauto100% (21)
- Dana T20000Document2 pagesDana T20000Franklin Labbe100% (1)
- Piston and Rings: C4.4 Engines For Caterpillar Built MachinesDocument4 pagesPiston and Rings: C4.4 Engines For Caterpillar Built MachinesDiego Alejandro QuinteroNo ratings yet
- Block de Motor - Especificaciones c15 PDFDocument19 pagesBlock de Motor - Especificaciones c15 PDFFJ OscarNo ratings yet
- Pistons and Connecting Rods - InstallDocument3 pagesPistons and Connecting Rods - Installhenry lavieraNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument13 pagesUnit Injector - Install: Disassembly and AssemblyAnung Nugroho100% (1)
- DD 200 Catalogue PageDocument2 pagesDD 200 Catalogue PageAditya Bikram Singh0% (1)
- A340 VacTestLocationsDocument8 pagesA340 VacTestLocationsMauricio Exequiel ChavezNo ratings yet
- D75KS Manual Partes PDFDocument806 pagesD75KS Manual Partes PDFSara100% (3)
- C4Document4 pagesC4tommy lanyonNo ratings yet
- Fuel Injection Pump - InstallDocument3 pagesFuel Injection Pump - InstallMuhammad Ary safartaNo ratings yet
- CAT 3208 Dieselengine Parts Manual Album Modeltrucks25 Completo 182 PaginasDocument178 pagesCAT 3208 Dieselengine Parts Manual Album Modeltrucks25 Completo 182 PaginasLuis Manuel100% (1)
- Renr9214 18 00 All - MANUALS SERVICE MODULESDocument78 pagesRenr9214 18 00 All - MANUALS SERVICE MODULESait mimouneNo ratings yet
- Diesel Generator Set QSX15 Series Engine: Power GenerationDocument4 pagesDiesel Generator Set QSX15 Series Engine: Power GenerationsdasdNo ratings yet
- Cat 3176c Montagem Da Cabeça.Document7 pagesCat 3176c Montagem Da Cabeça.César PérezNo ratings yet
- Dokumen - Tips - Caterpillar Cat 426f2 Backhoe Loader Prefix Ej2 Service Repair Manual Ej200001 00249Document19 pagesDokumen - Tips - Caterpillar Cat 426f2 Backhoe Loader Prefix Ej2 Service Repair Manual Ej200001 00249NEMANI PATIL100% (1)
- 2013-02-09 042054 3116 Valve LashDocument4 pages2013-02-09 042054 3116 Valve LashSamsul Hadi Wong NenjapNo ratings yet
- Procedimiento de Pulido CrankshaftsDocument19 pagesProcedimiento de Pulido CrankshaftsJavier Hector CayaNo ratings yet
- 3054E and 3056E Industrial Engines-Engine SafetyDocument12 pages3054E and 3056E Industrial Engines-Engine SafetySantiago Capiato33% (3)
- C9 Valve SpecDocument7 pagesC9 Valve SpecWa TokeNo ratings yet
- Manual: SafetyDocument94 pagesManual: SafetyRichard ChuaNo ratings yet
- Systems Operation Testing and AdjustingDocument56 pagesSystems Operation Testing and AdjustingAbdul Khaliq100% (1)
- Pistons PDFDocument22 pagesPistons PDFJacques Van Niekerk100% (1)
- C4.4 NRP Maintenance SchedDocument3 pagesC4.4 NRP Maintenance SchedDerrick AramNo ratings yet
- Industrial Diesel Engine: 1996 EPA and CARB Non-Road Emissions CertifiedDocument2 pagesIndustrial Diesel Engine: 1996 EPA and CARB Non-Road Emissions CertifiedJozefNo ratings yet
- Workshop Manual: 20 Technical Data EDocument40 pagesWorkshop Manual: 20 Technical Data EbootsmotorenstockNo ratings yet
- Labor Requirement Guide: C9 Diesel EngineDocument97 pagesLabor Requirement Guide: C9 Diesel EngineDjebali MouradNo ratings yet
- Sa6d125e-2a-7 SN 60721-UpDocument189 pagesSa6d125e-2a-7 SN 60721-UpHelioNo ratings yet
- SPARK Technical Specification - AutodataDocument6 pagesSPARK Technical Specification - AutodataAlexey KolmakovNo ratings yet
- Acert Technology c9Document71 pagesAcert Technology c9eng_ebrahim_200067% (3)
- Kubota Engine SpecsDocument84 pagesKubota Engine Specsjmbcp96100% (1)
- Swing Gear and Bearing - Install (RENR8648-32)Document7 pagesSwing Gear and Bearing - Install (RENR8648-32)Anderson Oliveira SilvaNo ratings yet
- Elantra 2005 2.0LDocument276 pagesElantra 2005 2.0LSergio RocaNo ratings yet
- Ajuste Serie 400Document64 pagesAjuste Serie 400Javier Robles FontalvoNo ratings yet
- Tractor Fiat 480 Firing OrderDocument2 pagesTractor Fiat 480 Firing OrderRehan RashidNo ratings yet
- C4.4 Valve LashDocument2 pagesC4.4 Valve LashTom CleggNo ratings yet
- Torque Specifications: 1A-100 Engine Mechanical (4Hk1, 6Hk1)Document1 pageTorque Specifications: 1A-100 Engine Mechanical (4Hk1, 6Hk1)Владимир ШведNo ratings yet
- C15 and C18 - Finding Top Center Position For No. 1 Piston - Caterpillar Engines TroubleshootingDocument3 pagesC15 and C18 - Finding Top Center Position For No. 1 Piston - Caterpillar Engines Troubleshootingmohd arif fahmi mohamad saleh100% (1)
- Visual Inspection Main & Connecting RodDocument56 pagesVisual Inspection Main & Connecting RodmkNo ratings yet
- Accent 2003 1.6LDocument215 pagesAccent 2003 1.6LMiguel GarciaNo ratings yet
- Operation and Maintenance Manual: C7.1 Industrial EngineDocument144 pagesOperation and Maintenance Manual: C7.1 Industrial EngineAlonso FernandoNo ratings yet
- CAT C9 ACERT Engine PDFDocument4 pagesCAT C9 ACERT Engine PDFettoscar100% (2)
- Yanmar Parts Catalog 4LHA-STEDocument107 pagesYanmar Parts Catalog 4LHA-STEAzael Enrique Vergara Gonzalez100% (1)
- Engine Valve Lash - Inspect/Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesDocument5 pagesEngine Valve Lash - Inspect/Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesRidho Bagus Fitriyanto100% (1)
- Cat c15 Cylinder Head RemovalDocument6 pagesCat c15 Cylinder Head RemovalMUHSIN MTNo ratings yet
- Installation Guide For Diesel EnginesDocument250 pagesInstallation Guide For Diesel EnginesJose Fava100% (1)
- Ac650 Mandrinadora Vertical P Cilindros y Bloques PDFDocument8 pagesAc650 Mandrinadora Vertical P Cilindros y Bloques PDFJoseDavidSanchezYepesNo ratings yet
- Valves, Valve Springs, Valve Rotocoils, and LocksDocument55 pagesValves, Valve Springs, Valve Rotocoils, and Locksbetoven8437No ratings yet
- Rodamientos de Alternadores CAT GILBERTO PANTOJADocument16 pagesRodamientos de Alternadores CAT GILBERTO PANTOJAGilberto PantojaNo ratings yet
- Mitsubishi K3G Manual PDFDocument148 pagesMitsubishi K3G Manual PDFdeNo ratings yet
- Operation and Maintenance Manual-Sm-Perkins 1100 Series 1106c Industrial Engine-EDocument20 pagesOperation and Maintenance Manual-Sm-Perkins 1100 Series 1106c Industrial Engine-EDardan Husi100% (1)
- Fuel Injection Pump - Install - Delphi DP210Document4 pagesFuel Injection Pump - Install - Delphi DP210bagoesNo ratings yet
- Detroit Diesel - Series 50 - Service Manual - 6SE50 - 1995 - OCR - 1044 PagesDocument1,044 pagesDetroit Diesel - Series 50 - Service Manual - 6SE50 - 1995 - OCR - 1044 Pagesnahomigandara493No ratings yet
- Cat 320 D PDFDocument5 pagesCat 320 D PDFAditya Ramadhanch Aj100% (1)
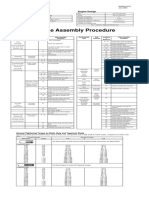
- 3406 Engine Assem ProcedureDocument2 pages3406 Engine Assem ProcedureOli MijanaNo ratings yet
- TCD 7.8 L6 SM ExDocument8 pagesTCD 7.8 L6 SM ExСемен ШиловNo ratings yet
- Dokumen - Tips - John Deere Powertech 68l Diesel Engines Mechanical Fuel Systems Component Service Repair Technical Manual ctm207Document15 pagesDokumen - Tips - John Deere Powertech 68l Diesel Engines Mechanical Fuel Systems Component Service Repair Technical Manual ctm207Valeriy Valkovets100% (1)
- Parts Catalog: 2008/7 (Jul.) PublishedDocument30 pagesParts Catalog: 2008/7 (Jul.) PublishedВиталий Рогожинский100% (1)
- Diesel Engine Product Guide 201608Document28 pagesDiesel Engine Product Guide 201608bethadio rizkyNo ratings yet
- Cylinder Block: Cerrar SIS Pantalla AnteriorDocument6 pagesCylinder Block: Cerrar SIS Pantalla AnteriorJefferson HuamanNo ratings yet
- SEBF8155 цил.головка 3500Document30 pagesSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- Cylinder Block: SpecificationsDocument4 pagesCylinder Block: SpecificationsBeniamin Kowoll100% (1)
- Piston GrptsDocument46 pagesPiston GrptsPramono AdiNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- System ConnectorsDocument16 pagesSystem ConnectorsMarielis Contreras100% (1)
- Yanmar 4tne106tDocument23 pagesYanmar 4tne106tMarielis Contreras100% (2)
- T-Brake Motor: Parts InformationDocument8 pagesT-Brake Motor: Parts InformationMarielis ContrerasNo ratings yet
- Caja Termostatica Kta38mDocument3 pagesCaja Termostatica Kta38mMarielis ContrerasNo ratings yet
- Manifold de Escape Kta38mDocument2 pagesManifold de Escape Kta38mMarielis ContrerasNo ratings yet
- Cummins L10 Operation and Maintence ManualDocument212 pagesCummins L10 Operation and Maintence ManualMarielis Contreras100% (5)
- Detroit Diesel Series 53 Service Manual 07Document82 pagesDetroit Diesel Series 53 Service Manual 07Marielis ContrerasNo ratings yet
- Detroit Diesel Series 53 Service Manual 03Document68 pagesDetroit Diesel Series 53 Service Manual 03Marielis ContrerasNo ratings yet
- Holsetpartnumbers 2008Document1 pageHolsetpartnumbers 2008Marielis ContrerasNo ratings yet
- CatalogoCompatibilida de TurbosDocument118 pagesCatalogoCompatibilida de TurbosMarielis ContrerasNo ratings yet
- Manual Reparación Motor Pegeot 206Document1 pageManual Reparación Motor Pegeot 206Marielis ContrerasNo ratings yet
- COMPACTING ROLLER - BW211D-40 DATA SHEET (10,2 Ton)Document4 pagesCOMPACTING ROLLER - BW211D-40 DATA SHEET (10,2 Ton)Triyono S. SiNo ratings yet
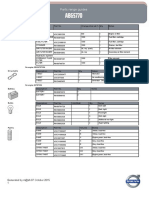
- Parts Range Guides: For Engine RM 80787096Document1 pageParts Range Guides: For Engine RM 80787096Astrit StratiNo ratings yet
- D01. Denso PartsDocument13 pagesD01. Denso PartsFx_205No ratings yet
- Dual Relay ValveDocument4 pagesDual Relay ValveHaythem DhriouaNo ratings yet
- Wheel Loder CLG856Document16 pagesWheel Loder CLG856Atha Waliyah100% (1)
- Especificacion Pve21 PDFDocument28 pagesEspecificacion Pve21 PDFarmando vara chavezNo ratings yet
- Aprilia RS250 Repair Manual 1998Document351 pagesAprilia RS250 Repair Manual 1998Enzo ScottaNo ratings yet
- Liability SheetDocument1 pageLiability Sheetaakashgupta viaanshNo ratings yet
- Service Bulletin 21-008-06Document8 pagesService Bulletin 21-008-06Red Hat2KNo ratings yet
- Service Parts List 12MY ExigeDocument367 pagesService Parts List 12MY ExigeChris HainesNo ratings yet
- 17MY PAJERO S TechnicalspecDocument2 pages17MY PAJERO S TechnicalspecGuntaraNo ratings yet
- Automatic Braking System With Pneumatic Bumper by Using Proximity SensorsDocument3 pagesAutomatic Braking System With Pneumatic Bumper by Using Proximity SensorsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 19B-137-151 Audi A4 A5 A6 A7 0aw Multitronic CVT 8 Speed General InformationDocument15 pages19B-137-151 Audi A4 A5 A6 A7 0aw Multitronic CVT 8 Speed General InformationRusNo ratings yet
- Note!: Shock Absorber For YAMAHA N-Max 155/2020Document8 pagesNote!: Shock Absorber For YAMAHA N-Max 155/2020AdityaArnasNo ratings yet
- MPE080VG (A287) MPE060VG (A292) Parts Manual: Yale Materials Handling CorporationDocument182 pagesMPE080VG (A287) MPE060VG (A292) Parts Manual: Yale Materials Handling CorporationАлександр ФедоровNo ratings yet
- gx120 Parts ManualDocument11 pagesgx120 Parts Manualjunior hernandezNo ratings yet
- Edited - VCDS TutorialDocument153 pagesEdited - VCDS TutorialCherles Ponte100% (3)
- SIL98-9B Service LetterDocument4 pagesSIL98-9B Service LettermahmoodchowdhuryNo ratings yet
- Brinkmann Estrich Boy DC450 Ulotka Informacyjna enDocument2 pagesBrinkmann Estrich Boy DC450 Ulotka Informacyjna enAnonymous japNfeNo ratings yet
- Diff Ratio InformationDocument1 pageDiff Ratio InformationMangoma nNo ratings yet
- Vag Maxiscan Vag405 User ManualDocument11 pagesVag Maxiscan Vag405 User ManuallucasNo ratings yet
- 10237045594CE4E27887CDDDocument782 pages10237045594CE4E27887CDDmarinush1977No ratings yet
- Engine Power 90,0 KW / 121 HP at 2.200 RPM Operating Weight 12.670 - 15.200 KG Bucket Capacity Max. 0,97 MDocument24 pagesEngine Power 90,0 KW / 121 HP at 2.200 RPM Operating Weight 12.670 - 15.200 KG Bucket Capacity Max. 0,97 MPhong ExcavatorNo ratings yet
- Over-View of WeichaiDocument19 pagesOver-View of Weichai雨王0% (1)
- Rolls RoyceDocument3 pagesRolls RoycePraveen KumarNo ratings yet
- Diff. SpicerDocument113 pagesDiff. SpicerAdal Vera100% (3)
- Motion On Land : Four-Stroke Engine ExerciseDocument2 pagesMotion On Land : Four-Stroke Engine Exercisesharinhanum50% (2)