Download as docx, pdf, or txt
You might also like
- Wood - Magazine - 119 1999 PDFDocument112 pagesWood - Magazine - 119 1999 PDFHugo Alfredo Ordóñez Chocano50% (2)
- Level 2 Ch.3 - Culinary ArtsDocument9 pagesLevel 2 Ch.3 - Culinary ArtsNuk MooreNo ratings yet
- Chainsaw Milling ManualDocument47 pagesChainsaw Milling ManualAnonymous jbeHFUNo ratings yet
- Pallet Wood WorkbenchesDocument10 pagesPallet Wood WorkbenchesRicardo Fernandes GalliNo ratings yet
- Vehicle Standards Bulletin 01Document37 pagesVehicle Standards Bulletin 01LizardladNo ratings yet
- 00 Folding Picnic Table DIY Out of 2x4 LumberDocument48 pages00 Folding Picnic Table DIY Out of 2x4 Lumberbf100% (2)
- Hydrogen Embrittlement (Part of Shreir Handbook) PDFDocument26 pagesHydrogen Embrittlement (Part of Shreir Handbook) PDFbaneNo ratings yet
- 2020 07 18 Transformer Bushing FailuresDocument34 pages2020 07 18 Transformer Bushing FailuresPradeep SinghNo ratings yet
- Eric Priest - Magnetohydrodynamics of The Sun-Cambridge University Press (2014) PDFDocument580 pagesEric Priest - Magnetohydrodynamics of The Sun-Cambridge University Press (2014) PDFLaura Mora100% (1)
- Shop Projects and ToolsDocument150 pagesShop Projects and Toolsrhinorod100% (1)
- Cordless Drill Charge Station Cut List and Plans Hertoolbelt 1Document6 pagesCordless Drill Charge Station Cut List and Plans Hertoolbelt 1kent neitzkeNo ratings yet
- Installing a Garage Door and Opener- Special Bundle: Cake Decorating for BeginnersFrom EverandInstalling a Garage Door and Opener- Special Bundle: Cake Decorating for BeginnersNo ratings yet
- 32 MM CabinetDocument4 pages32 MM CabinetEstefanie Schuster CristofoliniNo ratings yet
- All About Gas Fireplaces PDFDocument46 pagesAll About Gas Fireplaces PDFDavidNo ratings yet
- ShopsmithDocument12 pagesShopsmithJhon Torr LueNo ratings yet
- CabinetsDocument13 pagesCabinetsAlcohol You LaterNo ratings yet
- Step of Concrete SlabDocument5 pagesStep of Concrete SlabMine MienNo ratings yet
- Sliding Barn Door Media Center: AdvancedDocument36 pagesSliding Barn Door Media Center: AdvancedMaricruz Valdivieso de PalaciosNo ratings yet
- Ten Rules For Finish CarpentryDocument12 pagesTen Rules For Finish Carpentryjosvelasco100% (1)
- Garage Base CabinetsDocument11 pagesGarage Base CabinetsStephenNo ratings yet
- Multiuse Tablesaw JigDocument2 pagesMultiuse Tablesaw Jigjahemscb100% (1)
- 7 Restoration Profits - A5 Final ProofedDocument77 pages7 Restoration Profits - A5 Final ProofedCamilet Cooray100% (1)
- Simple Table Saw Sled: Click Here For Build VideoDocument7 pagesSimple Table Saw Sled: Click Here For Build VideoJonathan ScottNo ratings yet
- Dog Tag/ Key ChainDocument13 pagesDog Tag/ Key ChainAidan O'HaraNo ratings yet
- Occasional Table: Woodworks: Intermediate ProjectDocument7 pagesOccasional Table: Woodworks: Intermediate ProjectEucap MdzNo ratings yet
- Rotors InstallDocument19 pagesRotors InstalljohnlangilleNo ratings yet
- Table Saw Fence & Guide Rail: PresentationDocument6 pagesTable Saw Fence & Guide Rail: PresentationSKT ProductionsNo ratings yet
- FinishDocument4 pagesFinishGsmHelpNo ratings yet
- 2x4-Banco de PalletDocument9 pages2x4-Banco de Palletbaixaki InfinitoNo ratings yet
- BSD-102 Understanding Attic Ventilation Rev2013Document20 pagesBSD-102 Understanding Attic Ventilation Rev2013Jason BelliveauNo ratings yet
- Guide To Building Your First ShedDocument10 pagesGuide To Building Your First Shedpatience peters100% (1)
- 2009 Samsung LCD Products Training ManualDocument59 pages2009 Samsung LCD Products Training ManualIKremkov100% (6)
- RJWDocument158 pagesRJWPierre799es100% (2)
- CNC 02 Flat Pack FurnitureDocument41 pagesCNC 02 Flat Pack Furnituremarius_danila8736100% (1)
- How To Make A SOFA That Turns Into A BEDDocument16 pagesHow To Make A SOFA That Turns Into A BEDKalid Kemal100% (1)
- Lowes Deck Design ForDocument13 pagesLowes Deck Design ForCarmen C BejaranNo ratings yet
- Jig Creation Instruction ManualDocument14 pagesJig Creation Instruction ManualBig Deal VolumesNo ratings yet
- Eastern Wood Fence BrochureDocument10 pagesEastern Wood Fence BrochureSunrise Custom Fence East Inc100% (1)
- Value Chain of The Wooden Furniture IndustryDocument3 pagesValue Chain of The Wooden Furniture Industryjacalyn_19900% (1)
- Traditional Picnic TableDocument13 pagesTraditional Picnic TableRyan Samuel C. CervasNo ratings yet
- Getting The Most From The Festool Domino Machine PDFDocument79 pagesGetting The Most From The Festool Domino Machine PDFHenrique RampazzoNo ratings yet
- 6 Welding Tips and Tricks - How To Weld The Right WayDocument12 pages6 Welding Tips and Tricks - How To Weld The Right Wayisaias.prestesNo ratings yet
- Workshop Assignment: By: Sneha Motghare Div: B Roll No:26 Batch:2 Taught By: Vilas SirDocument15 pagesWorkshop Assignment: By: Sneha Motghare Div: B Roll No:26 Batch:2 Taught By: Vilas SirVinay MotghareNo ratings yet
- Dehumidification Kiln Plans PDFDocument16 pagesDehumidification Kiln Plans PDFhacikadiNo ratings yet
- Octagon Picnic TableDocument24 pagesOctagon Picnic TableAttila Dienes100% (2)
- Hinge Information Guide and CatalogueDocument24 pagesHinge Information Guide and CatalogueglynisNo ratings yet
- Design Layout, Build Plans and Cut List.: Sawdust Girl Master ClosetDocument15 pagesDesign Layout, Build Plans and Cut List.: Sawdust Girl Master Closetgasparin001100% (1)
- Csmio/Ip-S: 6-Axis CNC Controller (Step/dir)Document95 pagesCsmio/Ip-S: 6-Axis CNC Controller (Step/dir)jhoan sebastianNo ratings yet
- Router Table Building With Cabinet StorageDocument17 pagesRouter Table Building With Cabinet StorageLonebeavNo ratings yet
- Fusion 360 CAM 1 Tool Library StepsDocument10 pagesFusion 360 CAM 1 Tool Library Stepsnitishhdesai100% (1)
- Westfarthing Woodworks: 50 Woodworking TipsDocument25 pagesWestfarthing Woodworks: 50 Woodworking TipsJd DiazNo ratings yet
- GHD PlansDocument4 pagesGHD PlansRyan BezzNo ratings yet
- Inverted Jigsaw TableDocument6 pagesInverted Jigsaw Tableboon1961100% (1)
- Seaton ToolchestDocument1 pageSeaton Toolchestanthony_watkins_5No ratings yet
- Free Garage Cabinet PlanDocument10 pagesFree Garage Cabinet PlanSeth TownsendNo ratings yet
- Air Drying of Lumber: Forest ServiceDocument66 pagesAir Drying of Lumber: Forest Servicejing ledesmaNo ratings yet
- Article - Firestone-Metal-Roofing-Systems-Design-GuideDocument21 pagesArticle - Firestone-Metal-Roofing-Systems-Design-GuideRobertNo ratings yet
- Pella Windows InstallationDocument8 pagesPella Windows InstallationFrank SmithNo ratings yet
- 2 Piece Convertible Picnic TableDocument15 pages2 Piece Convertible Picnic TableMar PopNo ratings yet
- How To Install DrywallDocument9 pagesHow To Install Drywallbwatkins6No ratings yet
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)From EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Rating: 4.5 out of 5 stars4.5/5 (5)
- Roldanas MétricasDocument1 pageRoldanas MétricasHugo Alfredo Ordóñez ChocanoNo ratings yet
- Epal Cp3 Pallet: Facts & Figures Handling MarkingsDocument2 pagesEpal Cp3 Pallet: Facts & Figures Handling MarkingsHugo Alfredo Ordóñez ChocanoNo ratings yet
- Tuercas Medidas MétricasDocument1 pageTuercas Medidas MétricasHugo Alfredo Ordóñez ChocanoNo ratings yet
- Poner A Punto El Cepillo de CarpinteroDocument9 pagesPoner A Punto El Cepillo de CarpinteroHugo Alfredo Ordóñez ChocanoNo ratings yet
- Epal Cp1 Pallet: Facts & Figures Handling MarkingsDocument2 pagesEpal Cp1 Pallet: Facts & Figures Handling MarkingsHugo Alfredo Ordóñez ChocanoNo ratings yet
- Tabla de Identificación Del Tornillo y La Broca para EncaminarloDocument1 pageTabla de Identificación Del Tornillo y La Broca para EncaminarloHugo Alfredo Ordóñez ChocanoNo ratings yet
- Epal Cp1 Pallet: Facts & Figures Handling MarkingsDocument2 pagesEpal Cp1 Pallet: Facts & Figures Handling MarkingsHugo Alfredo Ordóñez ChocanoNo ratings yet
- Epal Cp2 Pallet: Facts & Figures Handling MarkingsDocument2 pagesEpal Cp2 Pallet: Facts & Figures Handling MarkingsHugo Alfredo Ordóñez ChocanoNo ratings yet
- Tabla Con Los Diámtetros de Los Tornillos para MaderaDocument1 pageTabla Con Los Diámtetros de Los Tornillos para MaderaHugo Alfredo Ordóñez ChocanoNo ratings yet
- Guía para Cantear o Escuadrar MaderaDocument1 pageGuía para Cantear o Escuadrar MaderaHugo Alfredo Ordóñez ChocanoNo ratings yet
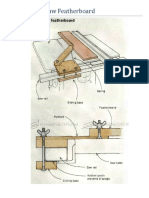
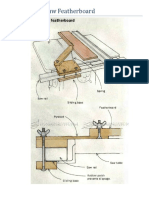
- DIY Table Saw FeatherboardDocument2 pagesDIY Table Saw FeatherboardHugo Alfredo Ordóñez ChocanoNo ratings yet
- DIY Table Saw FeatherboardDocument2 pagesDIY Table Saw FeatherboardHugo Alfredo Ordóñez ChocanoNo ratings yet
- Ih61h-Mhs & Ih61k-Mhs & Ih61m-Mhs - Bios - 110406Document32 pagesIh61h-Mhs & Ih61k-Mhs & Ih61m-Mhs - Bios - 110406WanAbboodNo ratings yet
- Orsat ApparatusDocument7 pagesOrsat ApparatusTejas Desai100% (1)
- Electronic StructureDocument26 pagesElectronic StructureAlyssa Crizel CalotesNo ratings yet
- Background To Fatigue Load ModelsDocument11 pagesBackground To Fatigue Load ModelsrwaidaabbasNo ratings yet
- Flex Appliance AdministrationDocument196 pagesFlex Appliance Administrationrolhan17No ratings yet
- Computers and Automation (1968)Document22 pagesComputers and Automation (1968)Edgardo CánepaNo ratings yet
- FRICK® POWERPAC BE Spec PowerpacDocument24 pagesFRICK® POWERPAC BE Spec PowerpacEdwin Angel Solis VitorNo ratings yet
- Micro X Ray Fluorescence Spectroscopy First Edition PDFDocument31 pagesMicro X Ray Fluorescence Spectroscopy First Edition PDFAlberto Núñez CardezoNo ratings yet
- B 4 Qoq Pa PRDG 6 C XPDocument9 pagesB 4 Qoq Pa PRDG 6 C XPdhaval.desai98No ratings yet
- Audio Stegnography-Presentation1Document8 pagesAudio Stegnography-Presentation1I NoNo ratings yet
- Lesson 6 Dependent and Independent T TestsDocument7 pagesLesson 6 Dependent and Independent T Testsdermha LuigiNo ratings yet
- M257 316 2012 Lecture 24 PDFDocument6 pagesM257 316 2012 Lecture 24 PDFTeferiNo ratings yet
- Sensorless Field OrientedDocument8 pagesSensorless Field Orientedmv1970No ratings yet
- Mash MellowDocument3 pagesMash MellowNicole MeraNo ratings yet
- KSB PUMPS Co. Ama DrainerDocument2 pagesKSB PUMPS Co. Ama DrainerHuzaifa KhanNo ratings yet
- PROFINET - The Industrial Ethernet Standard: © Siemens AG 2013. Alle Rechte VorbehaltenDocument22 pagesPROFINET - The Industrial Ethernet Standard: © Siemens AG 2013. Alle Rechte VorbehaltenKhaled Ouni100% (2)
- Basu 1985Document18 pagesBasu 1985sandraNo ratings yet
- Leadshine 86 Series TwoDocument4 pagesLeadshine 86 Series TwoCornel BordeiNo ratings yet
- Sparx Enterprise Architect GuidelinesDocument19 pagesSparx Enterprise Architect GuidelinesPedro Humberto Ramirez GuzmanNo ratings yet
- CMD-105 - Migrating Your CONTROL-M Environment To The Latest VersionDocument37 pagesCMD-105 - Migrating Your CONTROL-M Environment To The Latest Versionsam33961No ratings yet
- Physics 7E: Practice MidtermDocument5 pagesPhysics 7E: Practice MidtermFUSION AcademicsNo ratings yet
- Take PHP Quiz & Online Test To Test Your KnowledgeDocument8 pagesTake PHP Quiz & Online Test To Test Your KnowledgeSara Akbari0% (1)
- Karnaugh Map: Engr. Pablo B. Asi Engr. Leni A. Bulan Engr. Liza R. MaderazoDocument18 pagesKarnaugh Map: Engr. Pablo B. Asi Engr. Leni A. Bulan Engr. Liza R. MaderazoDexter DoteNo ratings yet
- FDocument4 pagesFYoniwo Edward TsemiNo ratings yet
- Blank 6 Panel Comic StripDocument2 pagesBlank 6 Panel Comic Stripapi-524714491No ratings yet
- Structural Design of RCC CWR KL Capacity At-Dist - : 550 Abc NagaurDocument30 pagesStructural Design of RCC CWR KL Capacity At-Dist - : 550 Abc NagaurARSENo ratings yet
- Artifical Intelligence - For IT AuditorsDocument16 pagesArtifical Intelligence - For IT AuditorssumairianNo ratings yet