Download as pdf or txt
You might also like
- Schaums Outline of Thermodynamics for Engineers, Fourth EditionFrom EverandSchaums Outline of Thermodynamics for Engineers, Fourth EditionRating: 5 out of 5 stars5/5 (5)
- 2006 Asee VCVD PaperDocument21 pages2006 Asee VCVD PaperAika AshimbayevaNo ratings yet
- Fred Stern, Marian Muste, Surageet Ghosh, Jun Shao, Don Yarbrough The University of IowaDocument16 pagesFred Stern, Marian Muste, Surageet Ghosh, Jun Shao, Don Yarbrough The University of Iowawinowich5813No ratings yet
- Aircraft System and Product Development: Teaching The Conceptual PhaseDocument8 pagesAircraft System and Product Development: Teaching The Conceptual PhasedavpaffNo ratings yet
- Artigo TCC Felipe Souza SanchesDocument12 pagesArtigo TCC Felipe Souza SanchesJuniorNo ratings yet
- A Progressively Open Ended Laboratory To Promote Active LearningDocument11 pagesA Progressively Open Ended Laboratory To Promote Active LearningKashif MuhammadNo ratings yet
- Developing and Implementing Hands On Laboratory Exercises and Design Projects For First Year Engineering StudentsDocument12 pagesDeveloping and Implementing Hands On Laboratory Exercises and Design Projects For First Year Engineering StudentsIvan Claude HawilNo ratings yet
- Chemical EngineeringDocument8 pagesChemical Engineeringharlicks200No ratings yet
- Industry-Based Projects in Academia - What Works and What Doesn'tDocument14 pagesIndustry-Based Projects in Academia - What Works and What Doesn'tPravin sawantNo ratings yet
- Coastdown Paper FinalDocument17 pagesCoastdown Paper Finalsebring12hNo ratings yet
- Developing Engineering Thinking During An Ill-Structured Activity For Kinetics and Reactor Design: A Technology SolutionDocument6 pagesDeveloping Engineering Thinking During An Ill-Structured Activity For Kinetics and Reactor Design: A Technology SolutionucheNo ratings yet
- Sneakers As A First Step in Chemical Engineering Author Margot Vigeant, Richard MooreDocument12 pagesSneakers As A First Step in Chemical Engineering Author Margot Vigeant, Richard MooreTyler VintNo ratings yet
- Ac 2011-459: Preparing Engineering Students For Work in The 21St CenturyDocument9 pagesAc 2011-459: Preparing Engineering Students For Work in The 21St CenturyAlphonse SambranoNo ratings yet
- Curriculum Design of UG Engineering ProgramsDocument31 pagesCurriculum Design of UG Engineering ProgramsUdaya Kumar SusarlaNo ratings yet
- A Pedagogical Module Framework To Improve Scaffolded Active Learning in Manufacturing Engineering EducationDocument15 pagesA Pedagogical Module Framework To Improve Scaffolded Active Learning in Manufacturing Engineering EducationAlexei OchoaNo ratings yet
- Chemical EngineeringDocument10 pagesChemical EngineeringSulfuric Acid Chem100% (1)
- Industrial Tour BenefitsDocument13 pagesIndustrial Tour BenefitssurajitbijoyNo ratings yet
- Enhancing Engineering Problem Solving Skills in A Mechatronics CourseDocument8 pagesEnhancing Engineering Problem Solving Skills in A Mechatronics CourseMehdi ArroubNo ratings yet
- Ac 2012-5069: Using Automotive Safety in A Service-Learning Project For Undergraduate DynamicsDocument13 pagesAc 2012-5069: Using Automotive Safety in A Service-Learning Project For Undergraduate DynamicsOmar Al-AniNo ratings yet
- Embry-Riddle Aerospace Engineering Course OutlineDocument6 pagesEmbry-Riddle Aerospace Engineering Course OutlineBilly NguyenNo ratings yet
- Mechanical Engineering Case Studies On The Web PDFDocument9 pagesMechanical Engineering Case Studies On The Web PDFHua Hidari YangNo ratings yet
- Developing Technical Competency and Enhancing The Soft Skills of Undergraduate Mechanical Engineering Students Through Service LearningDocument6 pagesDeveloping Technical Competency and Enhancing The Soft Skills of Undergraduate Mechanical Engineering Students Through Service LearningAna Carolina Camargo ChristovamNo ratings yet
- Session # 3B Using The Nationally Normed Sme Fundamentals of Manufacturing Examination As A Program Outcomes IndicatorDocument5 pagesSession # 3B Using The Nationally Normed Sme Fundamentals of Manufacturing Examination As A Program Outcomes IndicatorSergey ShkapovNo ratings yet
- Ministry of Education: Test Blueprint For Ethiopian Higher Education Institutions' Exit Examination Band-1 ProgramDocument15 pagesMinistry of Education: Test Blueprint For Ethiopian Higher Education Institutions' Exit Examination Band-1 ProgramŤêk Mãñ JôśÿNo ratings yet
- Faculty Development Through Industrial InternshipDocument10 pagesFaculty Development Through Industrial InternshipNikhil PatelNo ratings yet
- Design of Experiment and Project Management Methodologies Support A Senior Project Research Course and Its AssessmentDocument10 pagesDesign of Experiment and Project Management Methodologies Support A Senior Project Research Course and Its AssessmentSDASDASDFADFSASDFNo ratings yet
- A Product Dissection Project Designed For Student Motivation and Retention in An Introduction To Engineering CourseDocument8 pagesA Product Dissection Project Designed For Student Motivation and Retention in An Introduction To Engineering CourseJ.C.VNo ratings yet
- Handbook PDFDocument25 pagesHandbook PDFgsudhanta1604No ratings yet
- The Industrial Practice of Chemical Process EngineeringDocument236 pagesThe Industrial Practice of Chemical Process EngineeringChen Chun Min100% (5)
- A Practice Learning of On Board Diagnosis Obd Implementations With Embedded SystemsDocument12 pagesA Practice Learning of On Board Diagnosis Obd Implementations With Embedded SystemsKefin TajebNo ratings yet
- WCM Introduction-And-Application-Of-Lean-Manufacturing-TechniquesDocument19 pagesWCM Introduction-And-Application-Of-Lean-Manufacturing-TechniquesJustformedia JustformediaNo ratings yet
- A Web Based Case Study For The Chemical Engineering Capstone CourseDocument9 pagesA Web Based Case Study For The Chemical Engineering Capstone CourseMikael SalamancaNo ratings yet
- PS in US CollegesDocument8 pagesPS in US CollegesTE-Petro-Student MITNo ratings yet
- Innovative STEM-preneur Learning Modules For A FreDocument10 pagesInnovative STEM-preneur Learning Modules For A FreWONG LING WEI KPM-GuruNo ratings yet
- Eng Mechatronic CareersDocument6 pagesEng Mechatronic CareersAnjireddy ThatiparthyNo ratings yet
- Using A Mechanical Engineering Laboratory Course For AssessmentDocument18 pagesUsing A Mechanical Engineering Laboratory Course For Assessmentray malonjaoNo ratings yet
- Efficient and Effective Instruction in Process Simulation Across The Chemical HAGO CLASES SIMULACIONDocument24 pagesEfficient and Effective Instruction in Process Simulation Across The Chemical HAGO CLASES SIMULACIONerojas.g21No ratings yet
- Virtual Product Development Within A Fourth Year Option in The Mechanical Engineering CurriculumDocument10 pagesVirtual Product Development Within A Fourth Year Option in The Mechanical Engineering CurriculumzazaNo ratings yet
- Ac 2012-3113: An Example Mapping of The Four Pillars of Manufacturing Engineering Onto An Existing Accredited ProgramDocument19 pagesAc 2012-3113: An Example Mapping of The Four Pillars of Manufacturing Engineering Onto An Existing Accredited ProgramMoamenNo ratings yet
- Articulo 3Document15 pagesArticulo 3ygiseth12No ratings yet
- University of Illinois Civil Engineering CourseworkDocument6 pagesUniversity of Illinois Civil Engineering Courseworkf5dbf38y100% (1)
- Undergraduate Studies Calendar - University of WaterlooDocument7 pagesUndergraduate Studies Calendar - University of WaterlooShirley ChanNo ratings yet
- Machining in ME FINALDocument10 pagesMachining in ME FINALSantiago OrtegaNo ratings yet
- Integration of Computational Fluid Dynamics Analysis in Undergraduate Research ProgramDocument10 pagesIntegration of Computational Fluid Dynamics Analysis in Undergraduate Research ProgramPradheep RajasekaranNo ratings yet
- A Hands On Experience in Air Pollution Engineering Courses Implementing AnDocument15 pagesA Hands On Experience in Air Pollution Engineering Courses Implementing AnSyed touseef AliNo ratings yet
- Implementation of Industry Technology Into The Construction ManagDocument11 pagesImplementation of Industry Technology Into The Construction Managmrbernard90No ratings yet
- A New Software Engineering Course For UnDocument8 pagesA New Software Engineering Course For UnTony Espinosa AtocheNo ratings yet
- Mapúa Institute of Technology: VisionDocument5 pagesMapúa Institute of Technology: VisionJJ EnzonNo ratings yet
- Senior Capstone Project in Green Technologies Study of Electromagnetic Braking As Prospective Enhancement of Friction Based Automotive Braking SystemDocument15 pagesSenior Capstone Project in Green Technologies Study of Electromagnetic Braking As Prospective Enhancement of Friction Based Automotive Braking Systemaashma sigdelNo ratings yet
- Additive Manufacturing in Capstone Design Projects at Materials Innovation Guild at University of LouisvilleDocument8 pagesAdditive Manufacturing in Capstone Design Projects at Materials Innovation Guild at University of LouisvilleEducourse KoreaNo ratings yet
- Purdue Mechanical Engineering CourseworkDocument6 pagesPurdue Mechanical Engineering Courseworkzgctgvvcf100% (2)
- Design of Industry Inspired Mechanical Engineering Curriculum FINAL 1Document61 pagesDesign of Industry Inspired Mechanical Engineering Curriculum FINAL 1MaKz ManlapazNo ratings yet
- Development of A Novel Engine Test Rig For Research and Educational PurposesDocument13 pagesDevelopment of A Novel Engine Test Rig For Research and Educational PurposesDemang KartosuroNo ratings yet
- CS10-1L SyllabusDocument6 pagesCS10-1L SyllabusakladffjaNo ratings yet
- L06 6031 New Approach To Teaching of Engineering FinalDocument9 pagesL06 6031 New Approach To Teaching of Engineering Finalpatidaewor1438No ratings yet
- The Vertical Integration of Design in Chemical Engineering: Session 2213Document22 pagesThe Vertical Integration of Design in Chemical Engineering: Session 2213Calvin Lin Jia RongNo ratings yet
- GT Lab Manual PDFDocument92 pagesGT Lab Manual PDFDharmaraaj RajalinggamNo ratings yet
- Student's InclinationDocument4 pagesStudent's InclinationCorey PageNo ratings yet
- A Case Study Final4Document7 pagesA Case Study Final4leo.paquiao18No ratings yet
- Teaching and Learning in STEM With Computation, Modeling, and Simulation Practices: A Guide for Practitioners and ResearchersFrom EverandTeaching and Learning in STEM With Computation, Modeling, and Simulation Practices: A Guide for Practitioners and ResearchersNo ratings yet
- Zakharov 2017Document4 pagesZakharov 2017JesusDavidDeantonioPelaezNo ratings yet
- A Simple Approach To Fine Wire Diameter Measurement Using A High-Resolution Flatbed ScannerDocument8 pagesA Simple Approach To Fine Wire Diameter Measurement Using A High-Resolution Flatbed ScannerJesusDavidDeantonioPelaezNo ratings yet
- Tevaporación Aumentada - UntitledDocument1 pageTevaporación Aumentada - UntitledJesusDavidDeantonioPelaezNo ratings yet
- Knowledge Management: A Competitive Advantage / Gestión Del Conocimiento: Una Ventaja CompetitivaDocument8 pagesKnowledge Management: A Competitive Advantage / Gestión Del Conocimiento: Una Ventaja CompetitivaJesusDavidDeantonioPelaezNo ratings yet
- INTERCAMBIADORES TERMICOS LAURA Caso 11 ShortcutsDocument3 pagesINTERCAMBIADORES TERMICOS LAURA Caso 11 ShortcutsJesusDavidDeantonioPelaezNo ratings yet
- Aerodynamic and Aerothermodynamic Analysis of Space Mission Vehicles (Viviani-Pezzella) PDFDocument918 pagesAerodynamic and Aerothermodynamic Analysis of Space Mission Vehicles (Viviani-Pezzella) PDFJesusDavidDeantonioPelaez100% (1)
- NuevoDocumento 2019-10-18 18.10.10Document5 pagesNuevoDocumento 2019-10-18 18.10.10JesusDavidDeantonioPelaezNo ratings yet
- NuevoDocumento 2019-04-09 04.28.15Document3 pagesNuevoDocumento 2019-04-09 04.28.15JesusDavidDeantonioPelaezNo ratings yet
- PerdidasDocument7 pagesPerdidasJesusDavidDeantonioPelaezNo ratings yet
- BT08 PDFDocument4 pagesBT08 PDFAfdhalNo ratings yet
- Activity 6Document4 pagesActivity 6Junior SmithNo ratings yet
- GregormendelandhispeasreadingandquestionsDocument2 pagesGregormendelandhispeasreadingandquestionsapi-248015505No ratings yet
- Petrochemical Standards (PDFDrive)Document68 pagesPetrochemical Standards (PDFDrive)fatimahNo ratings yet
- Dear JohnDocument3 pagesDear JohnporxchNo ratings yet
- Pennisetum PurpureumDocument3 pagesPennisetum PurpureumHildan H GNo ratings yet
- English RevisionDocument3 pagesEnglish RevisionKhanssaa AboutayabNo ratings yet
- Acmepacket4500 InstallationDocument112 pagesAcmepacket4500 InstallationfujiNo ratings yet
- Market Structure and Market PerformanceDocument22 pagesMarket Structure and Market PerformanceAishwarya SudhirNo ratings yet
- Panasonic hc-vx870 hc-vx878 hc-v770 hc-v777 Series SMDocument71 pagesPanasonic hc-vx870 hc-vx878 hc-v770 hc-v777 Series SMhector mirandaNo ratings yet
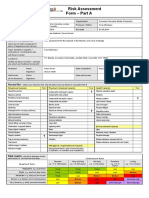
- Risk AssessmentDocument2 pagesRisk AssessmentFaraiMbudaya0% (1)
- Brochure Leaching 4824 01 23 en MNGDocument8 pagesBrochure Leaching 4824 01 23 en MNGOsamaNo ratings yet
- Emily Demjanenko ResumeDocument1 pageEmily Demjanenko Resumeapi-354589335No ratings yet
- BIOL UA16 v201903Document2 pagesBIOL UA16 v201903Pam HNo ratings yet
- Oxygen Scavenger Boiler Water TreatmentDocument6 pagesOxygen Scavenger Boiler Water TreatmentDarius DsouzaNo ratings yet
- Passive VoiceDocument2 pagesPassive Voicenguyen hong phuong63% (19)
- Evaluation of Antimicrobial and Antioxidant Activity of Crude Methanol Extract and Its Fractions of Mussaenda Philippica LeavesDocument14 pagesEvaluation of Antimicrobial and Antioxidant Activity of Crude Methanol Extract and Its Fractions of Mussaenda Philippica Leavesiaset123No ratings yet
- 1672298032245-ICE CE-29 - RevisionDocument86 pages1672298032245-ICE CE-29 - RevisionSoumyaranjan NayakNo ratings yet
- Week 10 12. ULO C. Substantive Test of Property Plant and EquipmentDocument15 pagesWeek 10 12. ULO C. Substantive Test of Property Plant and EquipmentkrizmyrelatadoNo ratings yet
- Xoco Bistro MainMenu PDFDocument2 pagesXoco Bistro MainMenu PDFDaniel GerzinaNo ratings yet
- Selectivemarine.comDocument76 pagesSelectivemarine.comisraelieliteforceNo ratings yet
- hw4 SolDocument3 pageshw4 SoladvifulNo ratings yet
- BELSummer Training ReportDocument33 pagesBELSummer Training ReportPalak MeenaNo ratings yet
- Query ManualDocument37 pagesQuery ManualstraNo ratings yet
- Main Hydraulic System M315CDocument8 pagesMain Hydraulic System M315CMEULEYENo ratings yet
- Wissman Stroke Center PDFDocument2 pagesWissman Stroke Center PDFyasinNo ratings yet
- How Index Fossils Help Define Geologic TimeDocument2 pagesHow Index Fossils Help Define Geologic Timelasxdkasdas sdadwdacNo ratings yet
- Text - Cambay BasinDocument58 pagesText - Cambay BasinBidyut MandalNo ratings yet
- Analysis of Defects in Clean Fabrication Process of Friction Stir WeldingDocument10 pagesAnalysis of Defects in Clean Fabrication Process of Friction Stir WeldingV.v. TaguisNo ratings yet
- Information Technology Research Paper TitlesDocument7 pagesInformation Technology Research Paper Titlesfzkk43h9100% (1)