Download as pdf or txt
You might also like
- How To Build LEGO HousesDocument98 pagesHow To Build LEGO HousesThor Southern100% (11)
- Stainless Steel CorrosionDocument10 pagesStainless Steel Corrosionsmab2162094No ratings yet
- 3 AEC Extrusion Defect - 201-1 PDFDocument39 pages3 AEC Extrusion Defect - 201-1 PDFphillip chirongweNo ratings yet
- Stp576 Galvanic and Pitting Corrosion-Field and Laboratory StudiesDocument10 pagesStp576 Galvanic and Pitting Corrosion-Field and Laboratory StudieswjawichNo ratings yet
- 3 1 Eight Forms CorrosionDocument20 pages3 1 Eight Forms CorrosionIbraheem KhressNo ratings yet
- CFA Guidance Note - Fixings and CorrosionDocument4 pagesCFA Guidance Note - Fixings and CorrosionkanekuenenNo ratings yet
- Zinc On Stainless Steel Danger PDFDocument104 pagesZinc On Stainless Steel Danger PDFLâm ThanhNo ratings yet
- Coating Din4762Document10 pagesCoating Din4762motiNo ratings yet
- Iso 3210 2010Document9 pagesIso 3210 2010Jigar GalaNo ratings yet
- Galvanic CorrDocument6 pagesGalvanic CorrdhlinvaNo ratings yet
- Review On Automotive Body Coating ProcessDocument4 pagesReview On Automotive Body Coating ProcessIJEMR JournalNo ratings yet
- Powerpoint Presentation On Magnesium SuperplasticityDocument23 pagesPowerpoint Presentation On Magnesium SuperplasticityashvaniNo ratings yet
- Et Iso 12543 3 2011Document10 pagesEt Iso 12543 3 2011freddyguzman3471No ratings yet
- Spontaneous Glass BreakageDocument4 pagesSpontaneous Glass Breakagey2kareinNo ratings yet
- PREN Number Effect On AlloyDocument6 pagesPREN Number Effect On AlloyVed JoshiNo ratings yet
- Treatment of An Anodizing Waste To Water Quality-Based Effluent LimitsDocument6 pagesTreatment of An Anodizing Waste To Water Quality-Based Effluent LimitsbaneNo ratings yet
- Rheocasting of Aluminum 201Document56 pagesRheocasting of Aluminum 201Nahid LatonaNo ratings yet
- Product Technical Guide For Self Drilling Screws Technical Information ASSET DOC LOC 1577675 PDFDocument12 pagesProduct Technical Guide For Self Drilling Screws Technical Information ASSET DOC LOC 1577675 PDFMahmoud GwailyNo ratings yet
- GlassDocument221 pagesGlassManuel CassarNo ratings yet
- 15 Aluminium PackagingDocument4 pages15 Aluminium PackagingppmasterNo ratings yet
- Chlorides CorrosionDocument12 pagesChlorides CorrosionOlgalycos100% (1)
- JPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonDocument8 pagesJPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonTamerGalhoum100% (1)
- ET Dummy Block Paper May 2016 PDFDocument17 pagesET Dummy Block Paper May 2016 PDFdjamila alfadis100% (1)
- Austenitic Stainless SteelsDocument20 pagesAustenitic Stainless Steelsvivekr84100% (1)
- Astm G 119 - 04Document6 pagesAstm G 119 - 04FRANCISCO TORRESNo ratings yet
- Tech Spot DC Vs CCDocument2 pagesTech Spot DC Vs CCLaura Bartlett100% (3)
- Paints and Varnishes - General Tests Methods - Vol 1.2 - IndexDocument6 pagesPaints and Varnishes - General Tests Methods - Vol 1.2 - IndexGilberto ManhattanNo ratings yet
- Stainless Steel Chloride Corrosion PDFDocument8 pagesStainless Steel Chloride Corrosion PDFSaut Maruli Tua SamosirNo ratings yet
- Porous Anodic Metal OxidesDocument20 pagesPorous Anodic Metal Oxidescargetoianu2357No ratings yet
- Inhoud Handbooks Paints & VarnishesDocument22 pagesInhoud Handbooks Paints & VarnishesLauraMilenaHernándezTorresNo ratings yet
- Brazing Allloy Cusil ABADocument12 pagesBrazing Allloy Cusil ABADheeraj SharmaNo ratings yet
- Steel Heat Treatment Handbook Chapter 12Document46 pagesSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- Thermomechanical Streaking Defects in Architectural Aluminium ExtrusionsDocument250 pagesThermomechanical Streaking Defects in Architectural Aluminium ExtrusionszhaomingbaoNo ratings yet
- History of Stainless SteelDocument65 pagesHistory of Stainless SteelMayank100% (1)
- Aluminium and CorrosionDocument12 pagesAluminium and CorrosionMehman Nasibov100% (1)
- Aluminum Silicon PDFDocument126 pagesAluminum Silicon PDFandrea_a48100% (1)
- Soetens 2008Document37 pagesSoetens 2008jvs11021102No ratings yet
- Viracon Architectural Glass: Tech TalkDocument4 pagesViracon Architectural Glass: Tech TalkJohn LeungNo ratings yet
- Iso 8510 1 1990Document8 pagesIso 8510 1 1990altug deniz CantekinNo ratings yet
- Sealant PrimerDocument10 pagesSealant PrimerAlex BeldnerNo ratings yet
- Corrosion ResistanceDocument482 pagesCorrosion ResistanceJosé Ramírez100% (1)
- ASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesDocument227 pagesASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesAldin Bubic100% (2)
- Atlas Coatings Durability White Paper 2015Document40 pagesAtlas Coatings Durability White Paper 2015gowtham50% (2)
- Metallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)Document51 pagesMetallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)DmitriyNo ratings yet
- Foil Catalogue Web VersionDocument44 pagesFoil Catalogue Web VersionNeeraj SinghalNo ratings yet
- Guidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumDocument2 pagesGuidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumAnwar100% (1)
- PRC 5006 CurrentDocument10 pagesPRC 5006 CurrentHoang TanNo ratings yet
- Forging AluminiumDocument3 pagesForging Aluminiumnadeem_mechNo ratings yet
- Corrosion of Aluminum and Its Alloys: Forms of CorrosionDocument3 pagesCorrosion of Aluminum and Its Alloys: Forms of CorrosionInternational Journal of computational Engineering research (IJCER)No ratings yet
- Handbook No.1Document125 pagesHandbook No.1Dhinakar AnnaduraiNo ratings yet
- White Rust CoatingDocument32 pagesWhite Rust Coatingyslabortek100% (1)
- Outokumpu Corrosion Management News Acom 3 2014Document11 pagesOutokumpu Corrosion Management News Acom 3 2014Joshua WalkerNo ratings yet
- Thermal Spray ProcessesDocument235 pagesThermal Spray ProcessesHasham AyubNo ratings yet
- ASTM E384-11e1Document43 pagesASTM E384-11e1Brathly Ore AlattaNo ratings yet
- Corrosion, Prevention and ControlDocument60 pagesCorrosion, Prevention and ControlCherry Obias100% (1)
- Proteksi InggrisDocument9 pagesProteksi Inggrisbo_lankNo ratings yet
- 3 1 Eight Forms CorrosionDocument20 pages3 1 Eight Forms Corrosionmpptanks100% (1)
- Pitting CorrosionDocument29 pagesPitting Corrosionatikahj_3No ratings yet
- L O-3 4Document3 pagesL O-3 4KALOY SANTOSNo ratings yet
- Chemistry AssignmentDocument10 pagesChemistry AssignmentGurupungav NarayananNo ratings yet
- SG - Product CatalogueDocument12 pagesSG - Product CatalogueManish JhaNo ratings yet
- RubberDocument36 pagesRubbermohanad ghanimNo ratings yet
- InvarDocument5 pagesInvardusan.papez9216No ratings yet
- Railway EngineeringDocument40 pagesRailway Engineeringlals_rckstrNo ratings yet
- Jotul Gas Stove PartsDocument2 pagesJotul Gas Stove PartshighvoltkvNo ratings yet
- All Terrain Crane 120 T Terex-Demag Ac 100/4LDocument12 pagesAll Terrain Crane 120 T Terex-Demag Ac 100/4Lkarol1301No ratings yet
- DraftDocument9 pagesDraftnshimemmy2No ratings yet
- Apit-G G-clamp G-夹具 Gerudi Drill Gunting ScissorsDocument5 pagesApit-G G-clamp G-夹具 Gerudi Drill Gunting ScissorsYih MingNo ratings yet
- 04-02 - AVK - SS 316 Rod - Extension - Spindle - Fixed - Gate - ValveDocument2 pages04-02 - AVK - SS 316 Rod - Extension - Spindle - Fixed - Gate - Valveminov minovitchNo ratings yet
- Ductwork DesignDocument26 pagesDuctwork DesignHafiz Hassan100% (1)
- Urban Development (Kabul)Document31 pagesUrban Development (Kabul)Jama 'Figo' MustafaNo ratings yet
- A B C D: Ground Floor Plan Second Floor Plan Third Floor PlanDocument1 pageA B C D: Ground Floor Plan Second Floor Plan Third Floor Planjay vasquezNo ratings yet
- Design & Development of Insertion Mechanism For Assemblage of Shell & Tube Heat ExchangerDocument8 pagesDesign & Development of Insertion Mechanism For Assemblage of Shell & Tube Heat ExchangerVaibhav DhandeNo ratings yet
- IGBC Sample Questions & Answers - 2 - KiranDocument21 pagesIGBC Sample Questions & Answers - 2 - KiranAnonymous Qm0zbNkNo ratings yet
- Elastopir PDF enDocument2 pagesElastopir PDF enpauldasman1No ratings yet
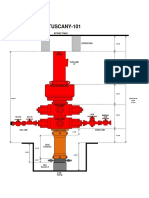
- Bop Stack 11x5m Section A Rig 101Document1 pageBop Stack 11x5m Section A Rig 101axel correaNo ratings yet
- Introduction To Steel StructureDocument51 pagesIntroduction To Steel Structureshemal100% (1)
- Do 400 000Document6 pagesDo 400 000utkuNo ratings yet
- Saddle v1-5: Fixed Saddle Sliding SaddleDocument9 pagesSaddle v1-5: Fixed Saddle Sliding Saddleduf fuNo ratings yet
- DSR2012 PDFDocument448 pagesDSR2012 PDFvijayapandimohanNo ratings yet
- Final Zapan Brochure A3Document16 pagesFinal Zapan Brochure A3chaitanya kulkarniNo ratings yet
- Pep 20083221Document221 pagesPep 20083221imri ssNo ratings yet
- ACI - Troubleshooting Surface ImperfectionsDocument18 pagesACI - Troubleshooting Surface ImperfectionsADav100% (3)
- Matching Monitoring, Risk Allocation and Geotechnical Baseline ReportsDocument6 pagesMatching Monitoring, Risk Allocation and Geotechnical Baseline ReportsAdeshola FunmilayoNo ratings yet
- Seepage, FlownetsDocument5 pagesSeepage, FlownetsNicole CruzNo ratings yet
- Effect of Time On Pipe RoughnessDocument11 pagesEffect of Time On Pipe Roughnessmostafa shahrabiNo ratings yet
- Guide To PavementDocument74 pagesGuide To PavementCristian GiurgeaNo ratings yet
- Reference Panel Guidance NotesDocument22 pagesReference Panel Guidance Notesanele_amisNo ratings yet
- Chemical Feed & Disinfection: JET Tablet FeedersDocument2 pagesChemical Feed & Disinfection: JET Tablet FeedersErick Reyna ChirinosNo ratings yet