Download as docx, pdf, or txt
You might also like
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- Impeders, Carbides - Scarfing TipsDocument1 pageImpeders, Carbides - Scarfing TipsAbdurahmanNo ratings yet
- Donner CompanyDocument2 pagesDonner CompanyIslam IssaNo ratings yet
- Me PADSDocument2 pagesMe PADSJoshua Ndalo100% (1)
- NO NO Extruder 1 480 480 480 480 3 240+1 120 NO NODocument10 pagesNO NO Extruder 1 480 480 480 480 3 240+1 120 NO NOanthony saadNo ratings yet
- Flow DiagramDocument6 pagesFlow DiagramSergio Rivera StapperNo ratings yet
- Flow Diagram CalculationsDocument1 pageFlow Diagram CalculationsSergio Rivera StapperNo ratings yet
- Tops & Dress Division: "A Person Who Never Made A Mistake Never Tried Anything New."Document13 pagesTops & Dress Division: "A Person Who Never Made A Mistake Never Tried Anything New."Megha SharmaNo ratings yet
- Donner Case Operations ManagementDocument3 pagesDonner Case Operations Managementleeladon0% (1)
- Session 6: Measuring Capacity in Customized and Variety Driven ProcessesDocument30 pagesSession 6: Measuring Capacity in Customized and Variety Driven ProcessesAniket BorseNo ratings yet
- Powerbox SettingsDocument1 pagePowerbox Settingsيماني شامخNo ratings yet
- Product Catalog: Waso WasoDocument169 pagesProduct Catalog: Waso WasoNay Lin နေလင်းNo ratings yet
- Water Jet PortfoliaDocument7 pagesWater Jet PortfoliaSagar KumarNo ratings yet
- Company Profile PT Buana Merdeka JayaDocument22 pagesCompany Profile PT Buana Merdeka JayaLanCez100% (1)
- With - Load - New Equipment Data (Main File)Document8 pagesWith - Load - New Equipment Data (Main File)Munir RasheedNo ratings yet
- A9 GroupAssignment Draft OMDocument7 pagesA9 GroupAssignment Draft OMsomechnitjNo ratings yet
- Plazma Power Source Tech - Specs Sheet-V2Document1 pagePlazma Power Source Tech - Specs Sheet-V2aniketgunjalNo ratings yet
- PFA Fittings: Tube Bonding FittingDocument4 pagesPFA Fittings: Tube Bonding FittingnithinNo ratings yet
- 2023_PWS_PacketDocument9 pages2023_PWS_PacketHilal AchrafNo ratings yet
- Centauro S.P.A: Wood Working MachineryDocument2 pagesCentauro S.P.A: Wood Working MachineryMaged MagdyNo ratings yet
- Accusharp-Knife-Sharpener Related Us 2023-12-27Document3 pagesAccusharp-Knife-Sharpener Related Us 2023-12-27Raheel AbbasiNo ratings yet
- Paperless Recorder TrainingDocument9 pagesPaperless Recorder TrainingRexCrazyMindNo ratings yet
- Hoshi Company ProfileDocument35 pagesHoshi Company Profilepashamr1No ratings yet
- Profile NV Precision NewDocument26 pagesProfile NV Precision Newkiet trannguyenNo ratings yet
- B2 V3.TPDDocument11 pagesB2 V3.TPDMacp63 cpNo ratings yet
- Ukupno Vrijeme U Sekundama Ukupno Vrijeme U Sekundama 294 Zbog Nabavke CNC Skipper-A Mašine Koje Su Radile Otvore Su Zamijenjene Za Tu MašinuDocument6 pagesUkupno Vrijeme U Sekundama Ukupno Vrijeme U Sekundama 294 Zbog Nabavke CNC Skipper-A Mašine Koje Su Radile Otvore Su Zamijenjene Za Tu MašinuAdmir HericNo ratings yet
- Quotation Scheme Jstomi: Equiptech (PVT.) LTDDocument4 pagesQuotation Scheme Jstomi: Equiptech (PVT.) LTDvasiliy vasilievichNo ratings yet
- 15-2-2024 - CC-01 NGDocument1 page15-2-2024 - CC-01 NGrama.chandranNo ratings yet
- 01 P40s Alfons Haar Complete ManualDocument377 pages01 P40s Alfons Haar Complete ManualCristian RomeroNo ratings yet
- Bsil PebDocument75 pagesBsil PebSukrito Kumar MittraNo ratings yet
- Lathe and VMC Cycle Time CalculatorDocument3 pagesLathe and VMC Cycle Time Calculatorchandra shekarNo ratings yet
- BM18 Tekni̇k DökümanDocument4 pagesBM18 Tekni̇k DökümanahmetNo ratings yet
- Siddh UpdatedDocument33 pagesSiddh UpdatedVikrantNo ratings yet
- KeywordIO PricetonDocument8 pagesKeywordIO PricetonakshaytftNo ratings yet
- Zhafir Plastics MachineryDocument22 pagesZhafir Plastics MachineryERDALNo ratings yet
- New Microsoft Excel WorksheetDocument5 pagesNew Microsoft Excel WorksheetMalikFarooq AslamNo ratings yet
- Process Cost 2012Document9 pagesProcess Cost 2012phutthawongdanchai041215No ratings yet
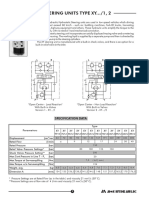
- Catalog XY.. HKU.. HKUQ.. HKUS..Document34 pagesCatalog XY.. HKU.. HKUQ.. HKUS..KADNo ratings yet
- Group 10 - ABC Case Study Corelio PrintingDocument10 pagesGroup 10 - ABC Case Study Corelio Printingmuhammad ifwatNo ratings yet
- ADDONDocument10 pagesADDONPrakash viswanathanNo ratings yet
- ARBURG ALLROUNDER 170S TD 525600 en GBDocument6 pagesARBURG ALLROUNDER 170S TD 525600 en GBIsmail ElisNo ratings yet
- Steel Base Plate DesignDocument5 pagesSteel Base Plate DesignMichael AbandeNo ratings yet
- Data Book SERIES 3D 60Hz Bombas CentrífugasDocument47 pagesData Book SERIES 3D 60Hz Bombas Centrífugasagromecanica2024No ratings yet
- Lathe Feed CalculationDocument4 pagesLathe Feed CalculationScribdTranslationsNo ratings yet
- Submersible Stainless Steel Rewindable Motor: Quality For Your BorewellDocument6 pagesSubmersible Stainless Steel Rewindable Motor: Quality For Your BorewellSherin PaulNo ratings yet
- Wirutex Tools For Biesse Edgebanding Machines AKRON 400 JADE 300Document12 pagesWirutex Tools For Biesse Edgebanding Machines AKRON 400 JADE 300aidma05No ratings yet
- Lab CAD CNCDocument2 pagesLab CAD CNCArun AntonyNo ratings yet
- Photo Continental PricelistDocument6 pagesPhoto Continental PricelistdenymdanNo ratings yet
- Accomplishment Breakdown 5200011752Document1 pageAccomplishment Breakdown 5200011752Jeneth GalisteNo ratings yet
- Base Plate Design by PROKON.: Input DataDocument4 pagesBase Plate Design by PROKON.: Input Datasam_antony2005No ratings yet
- Number One Machining Equipment ListDocument5 pagesNumber One Machining Equipment Listlocalintheknow100% (1)
- C35 Positive Displacement FlowMeterDocument4 pagesC35 Positive Displacement FlowMetersanjay6969100% (1)
- Downtime 2021Document83 pagesDowntime 2021Borno ShahinNo ratings yet
- Capxon (Radial) 2011 HY SeriesDocument2 pagesCapxon (Radial) 2011 HY Serieshes545No ratings yet
- RH120E - Boom and Stick InfoDocument30 pagesRH120E - Boom and Stick InfoConnor TabainNo ratings yet
- Global Pulley Specification - QFDocument1 pageGlobal Pulley Specification - QFrrobles011No ratings yet
- Paramount Pistons Production Monitoring Record: Machine EfficiencyDocument4 pagesParamount Pistons Production Monitoring Record: Machine EfficiencyMechtek LabNo ratings yet
- Bom AllDocument6 pagesBom AllSwapnil CallaNo ratings yet