Download as pdf or txt
You might also like
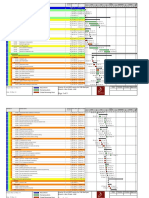
- PM Schedule Interior Fit Out Works For DIB Baniyas Branch Abu Dhabi UAE PDFDocument5 pagesPM Schedule Interior Fit Out Works For DIB Baniyas Branch Abu Dhabi UAE PDFXozan100% (1)
- Maintenance Management in Flexible Manufacturing Systems: A Case Study in A Painting RobotDocument10 pagesMaintenance Management in Flexible Manufacturing Systems: A Case Study in A Painting Robotamir.bouguerra55No ratings yet
- Maintenancesystemforheavyearthmovingequipment PDFDocument9 pagesMaintenancesystemforheavyearthmovingequipment PDFchaitanya devNo ratings yet
- Group Technology in Design of Manufacturing Systems-A ReviewDocument7 pagesGroup Technology in Design of Manufacturing Systems-A ReviewTemesgen HenokNo ratings yet
- Rcim 2014Document9 pagesRcim 2014Amit BhaleraoNo ratings yet
- Cmms JurnalDocument8 pagesCmms Jurnallacoste11111No ratings yet
- Sparepart Criticality AssesmentDocument15 pagesSparepart Criticality AssesmentRian IrfansyahNo ratings yet
- Algoritmi Upravljanja Mehatronickih SistemaDocument19 pagesAlgoritmi Upravljanja Mehatronickih SistemazileNo ratings yet
- Skill-Based Dynamic Task Allocation in Human-Robot-CooperationDocument9 pagesSkill-Based Dynamic Task Allocation in Human-Robot-CooperationDokajanNo ratings yet
- Two Cases of Study For Control Reconfiguration of Discrete Event Systems (DES)Document11 pagesTwo Cases of Study For Control Reconfiguration of Discrete Event Systems (DES)Mr KevinNo ratings yet
- 1 en 23 Chapter OnlinePDFDocument26 pages1 en 23 Chapter OnlinePDFsamuel.getanen2752No ratings yet
- Electronics 10 02453 v2Document26 pagesElectronics 10 02453 v2youssef el filaliNo ratings yet
- Role of Automation in Manufacturing Industries: Conference PaperDocument8 pagesRole of Automation in Manufacturing Industries: Conference PaperdreamspacearchitectsNo ratings yet
- Spare Parts' Criticality Assessment and Prioritization For Enhancing Manufacturing Systems' Availability and ReliabilityDocument15 pagesSpare Parts' Criticality Assessment and Prioritization For Enhancing Manufacturing Systems' Availability and Reliabilitypeter.phamNo ratings yet
- 3-SaiDocument16 pages3-SaiKumarNo ratings yet
- Reliability Based Maintenance Strategy Selection in Process Plants: A Case StudyDocument8 pagesReliability Based Maintenance Strategy Selection in Process Plants: A Case StudyAline MariaNo ratings yet
- Prediction of Failures by Using Crow/AMSAA Model in Microsoft ExcelDocument8 pagesPrediction of Failures by Using Crow/AMSAA Model in Microsoft Excelrafaelliscano20No ratings yet
- Corrosion Loop Development - AndikaandDocument20 pagesCorrosion Loop Development - AndikaandThanh Dat DoanNo ratings yet
- Using Reliability-Centred Maintenance To Reduce Process Loss in Valves System: A Case StudyDocument10 pagesUsing Reliability-Centred Maintenance To Reduce Process Loss in Valves System: A Case Studyvva manasNo ratings yet
- Block Chain Scada Quality Control For in Industrial AutomationDocument6 pagesBlock Chain Scada Quality Control For in Industrial AutomationIJRASETPublicationsNo ratings yet
- The Performance Study of Flexible ManufaDocument7 pagesThe Performance Study of Flexible ManufaDr. Mahesh GopalNo ratings yet
- A Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsDocument24 pagesA Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsBung RifandiNo ratings yet
- SSRN Id3815301Document11 pagesSSRN Id3815301John MendozaNo ratings yet
- Machine Efficiency and Man Power Utilization On PRDocument7 pagesMachine Efficiency and Man Power Utilization On PRsudhakarrajam2002100% (1)
- Ojsadmin,+jarte 1-1 13740Document11 pagesOjsadmin,+jarte 1-1 13740HugoNo ratings yet
- Performance Analysis of A Flexible Manufacturing SDocument6 pagesPerformance Analysis of A Flexible Manufacturing SAbhijeet desavaleNo ratings yet
- Market Driven Strategies and The Design of Flexible Production Systems: Evidence From The Electronics IndustryDocument14 pagesMarket Driven Strategies and The Design of Flexible Production Systems: Evidence From The Electronics Industrysheetal manojNo ratings yet
- Predictive Maint IJESIT201406 17Document12 pagesPredictive Maint IJESIT201406 17No NameNo ratings yet
- Line Balancing in Sewing Assembly Line of Garment IndustryDocument8 pagesLine Balancing in Sewing Assembly Line of Garment Industrytop 100No ratings yet
- 机械设计英文版 PDFDocument390 pages机械设计英文版 PDFArifa Jamal100% (1)
- TL10 The Secret To Reducing MTTR and Increasing MTBF 0Document2 pagesTL10 The Secret To Reducing MTTR and Increasing MTBF 0ManankNo ratings yet
- Reliability Analysis For Refinery Plants: February 2017Document11 pagesReliability Analysis For Refinery Plants: February 2017DilipSinghNo ratings yet
- IMEC&APM-IE-20: Ripon Kumar Chakrabortty, Md. Mosharraf Hossain, Md. Mahbubar Rahman and Md. Sanouar HossainDocument6 pagesIMEC&APM-IE-20: Ripon Kumar Chakrabortty, Md. Mosharraf Hossain, Md. Mahbubar Rahman and Md. Sanouar HossainanishaNo ratings yet
- Control Perspective of Manufacturing SystemsDocument13 pagesControl Perspective of Manufacturing SystemsSandeep TamrakarNo ratings yet
- Adaptação ModeloDocument16 pagesAdaptação ModeloDouglas ACNo ratings yet
- Performance Improvement of Jute Industries Using Theory of Constraints (TOC)Document10 pagesPerformance Improvement of Jute Industries Using Theory of Constraints (TOC)Marcela GonzalesNo ratings yet
- Markov Model For Analyzing Sensitivity To Change in Machine Repair Reliability Using Its TransitionDocument12 pagesMarkov Model For Analyzing Sensitivity To Change in Machine Repair Reliability Using Its TransitionIJRASETPublicationsNo ratings yet
- Reliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFDocument8 pagesReliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFKaique CavalcanteNo ratings yet
- Non Parametric Analysis of Maintenance Data For Attitude Indicator of A Commercial Aircraft Fleet 2023Document7 pagesNon Parametric Analysis of Maintenance Data For Attitude Indicator of A Commercial Aircraft Fleet 2023Clovis NetoNo ratings yet
- Process Technology in The Petroleum Refining Industry Current Situation and Future TrendsDocument3 pagesProcess Technology in The Petroleum Refining Industry Current Situation and Future TrendsBahar MeschiNo ratings yet
- Machines 10 01137 v3Document43 pagesMachines 10 01137 v3qw BastiaNo ratings yet
- Enhancement of Overall Equipment Effectiveness (OEE) Data by Using Simulation As Decision Making Tools For Line BalancingDocument9 pagesEnhancement of Overall Equipment Effectiveness (OEE) Data by Using Simulation As Decision Making Tools For Line BalancingKayla MendozaNo ratings yet
- Research On The Development of Petroleum EngineeriDocument8 pagesResearch On The Development of Petroleum EngineeriTirionNo ratings yet
- Reliability Centered Maintenance Framework For Manufacturing and Service Company: Functional OrientedDocument6 pagesReliability Centered Maintenance Framework For Manufacturing and Service Company: Functional OrientedCésar BuqueNo ratings yet
- A Multi-Agent Architecture For Distributed Supply ChainDocument10 pagesA Multi-Agent Architecture For Distributed Supply Chainieom2012No ratings yet
- Applsci 10 01855 v2Document16 pagesApplsci 10 01855 v2someone4551No ratings yet
- A Project-Product Lifecycle Management Approach FoDocument16 pagesA Project-Product Lifecycle Management Approach FoMOHAMMED SADEQNo ratings yet
- Component Based On Embedded SystemDocument6 pagesComponent Based On Embedded Systemu_mohitNo ratings yet
- Design of Mechatronic SystemsDocument49 pagesDesign of Mechatronic SystemsGurpreet Singh AnttalNo ratings yet
- CTRLDocument39 pagesCTRLMofida SaiedNo ratings yet
- Reconfigurable Manufacturing System A ReviewDocument14 pagesReconfigurable Manufacturing System A ReviewIJRASETPublicationsNo ratings yet
- A Fuzzy TOPSIS-Based Approach To Maintenance Strategy Selection: A Case StudyDocument8 pagesA Fuzzy TOPSIS-Based Approach To Maintenance Strategy Selection: A Case StudyteddiyfentawNo ratings yet
- METSIM Brochure2 2009 PDFDocument40 pagesMETSIM Brochure2 2009 PDFjaja_5430% (1)
- A Review of The Scopes and Challenges of The ModerDocument5 pagesA Review of The Scopes and Challenges of The ModerMassNo ratings yet
- Maintenance System For Heavy Earth Moving EquipmentDocument7 pagesMaintenance System For Heavy Earth Moving Equipmentaguda samuel segunNo ratings yet
- Rehım 2Document8 pagesRehım 2glofzerxNo ratings yet
- Dzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111Document11 pagesDzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111cuongNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Manual TX-DS494 EnglishDocument36 pagesManual TX-DS494 Englishflorin563No ratings yet
- Secondary Research of Telecom SectorDocument3 pagesSecondary Research of Telecom SectorVikram BhadauriaNo ratings yet
- Chapter 4Document29 pagesChapter 4Jelan AlanoNo ratings yet
- The Cold War: DétenteDocument20 pagesThe Cold War: Détentebye hiNo ratings yet
- PETRONAS RETAILER Price List - W.E.F 10-10-23Document2 pagesPETRONAS RETAILER Price List - W.E.F 10-10-23Mujeeb SiddiqueNo ratings yet
- Big Five Personality Trait Short Questionnaire Preliminary Validation With Spanish AdultsDocument11 pagesBig Five Personality Trait Short Questionnaire Preliminary Validation With Spanish AdultsArun MaxwellNo ratings yet
- B.SC Fashion Design R2018 C&SDocument85 pagesB.SC Fashion Design R2018 C&SvivekNo ratings yet
- Indian Income Tax Return Acknowledgement: Name of Premises/Building/VillageDocument1 pageIndian Income Tax Return Acknowledgement: Name of Premises/Building/Villagehealth with wealthNo ratings yet
- Unit 4-2-NonferrousDocument32 pagesUnit 4-2-NonferrousNisha JaiswalNo ratings yet
- Daud 2014Document6 pagesDaud 2014SalwaNesaSalsabilNo ratings yet
- For UploadsDocument3 pagesFor UploadsMizumi IshiharaNo ratings yet
- Problems With Adjectives and AdverbsDocument9 pagesProblems With Adjectives and AdverbsSonseungwanNo ratings yet
- Module 1Document7 pagesModule 1Donna Grace Tangge100% (2)
- Contoh Presentasi Bahasa Inggris Tentang Makanan 2Document4 pagesContoh Presentasi Bahasa Inggris Tentang Makanan 2ardian noorNo ratings yet
- Jezza Mariz A. Alo Diane C. Dapitanon Atty. Debbie Love S. Pudpud Criselda Z. RamosDocument1 pageJezza Mariz A. Alo Diane C. Dapitanon Atty. Debbie Love S. Pudpud Criselda Z. RamosLeana ValenciaNo ratings yet
- Tech-Voc Track Ict Strand Computer Programming (Software Development) Grade 11 - 1 Semester Core SubjectsDocument4 pagesTech-Voc Track Ict Strand Computer Programming (Software Development) Grade 11 - 1 Semester Core SubjectsWil-Ly de la CernaNo ratings yet
- Gardenia PlantsDocument6 pagesGardenia PlantsyayayayasNo ratings yet
- Worksheet 8 Gread Number1Document3 pagesWorksheet 8 Gread Number1nknbjjqh5gNo ratings yet
- SCHOOL YEAR 2017 - 2018: 1. Informational DataDocument8 pagesSCHOOL YEAR 2017 - 2018: 1. Informational Datadamyan_salazarNo ratings yet
- b1 Speaking FashionDocument2 pagesb1 Speaking FashionIsaSánchezNo ratings yet
- Nyalaan ApiDocument28 pagesNyalaan ApiIji XiiNo ratings yet
- Katarungang Pambarangay: By: Angelo S. Mahinay Enhanced By: Mlgoo Fidel M. NarismaDocument138 pagesKatarungang Pambarangay: By: Angelo S. Mahinay Enhanced By: Mlgoo Fidel M. NarismaMelvs NavarraNo ratings yet
- Simple Past Full ExercisesDocument6 pagesSimple Past Full Exercisespablo1130No ratings yet
- Jadual Waktu Kelas PKPP PDFDocument18 pagesJadual Waktu Kelas PKPP PDFAidda SuriNo ratings yet
- Forest Laws and Their Impact On Adivasi Economy in Colonial India1Document12 pagesForest Laws and Their Impact On Adivasi Economy in Colonial India1NidhiNo ratings yet
- Squatting Should Not Be Illegal. in Fact, It Should Be EncouragedDocument2 pagesSquatting Should Not Be Illegal. in Fact, It Should Be EncouragedNguyen Trong Phuc (FUG CT)No ratings yet
- November 2019 (v3) QP - Paper 4 CIE Chemistry IGCSEDocument16 pagesNovember 2019 (v3) QP - Paper 4 CIE Chemistry IGCSEJeevith Soumya SuhasNo ratings yet
- Computer EducationDocument4 pagesComputer Educationjonny talacayNo ratings yet
- Worksheet 3Document4 pagesWorksheet 3Academic ServicesNo ratings yet