Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5833)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Altarwise by Owl-LightDocument4 pagesAltarwise by Owl-LightTimur RudolphNo ratings yet
- Fungi Coloring WorksheetDocument7 pagesFungi Coloring WorksheetKarl DelgadoNo ratings yet
- Gyroscope: Presentation By: Malhar Nityanand Atharv Kulkarni Dhairya SwamiDocument41 pagesGyroscope: Presentation By: Malhar Nityanand Atharv Kulkarni Dhairya SwamiMalhar NityanandNo ratings yet
- Half Wave Rectifier - Multisim LiveDocument1 pageHalf Wave Rectifier - Multisim LiveMalhar NityanandNo ratings yet
- Silicon Diode (RB) - Multisim LiveDocument1 pageSilicon Diode (RB) - Multisim LiveMalhar NityanandNo ratings yet
- Bridge Rectifier - Multisim LiveDocument1 pageBridge Rectifier - Multisim LiveMalhar NityanandNo ratings yet
- Vocabulary: Extra Test QuestionsDocument4 pagesVocabulary: Extra Test QuestionsOctubre DiecisieteNo ratings yet
- Catalogue of Fittings - Orient ChinaDocument83 pagesCatalogue of Fittings - Orient Chinapham thangNo ratings yet
- Tania Gabrielle - 2016 Astro-Numerology Pocket E-Guide GIFT NumDocument27 pagesTania Gabrielle - 2016 Astro-Numerology Pocket E-Guide GIFT NumEddyGren67% (3)
- Coordination Compounds Teaching PDFDocument6 pagesCoordination Compounds Teaching PDFNeel PatelNo ratings yet
- Mal Positions and Mal PresentationsDocument229 pagesMal Positions and Mal PresentationsPriscilla Sarah PayneNo ratings yet
- 4CH1 1CR MSC 20210211Document23 pages4CH1 1CR MSC 20210211Adeeba iqbalNo ratings yet
- Sebastien Bouillet Saint Honore TartDocument5 pagesSebastien Bouillet Saint Honore TartMark K.No ratings yet
- Ketone Bodies: DR Anjali SaxenaDocument3 pagesKetone Bodies: DR Anjali Saxenahirendra patelNo ratings yet
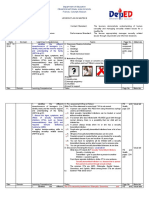
- DLL - First GradingDocument5 pagesDLL - First GradingMeek Adan Rodriguez100% (2)
- SJT224Document4 pagesSJT224Shrishty RawatNo ratings yet
- Parallel FeederDocument3 pagesParallel FeederBhavik PrajapatiNo ratings yet
- Control Systems - NotesDocument61 pagesControl Systems - NotesNarasimha Murthy YayavaramNo ratings yet
- Multiple Choice Type Questions: SL No Questions AnswersDocument4 pagesMultiple Choice Type Questions: SL No Questions AnswersTanay AgrawalNo ratings yet
- Acknowledgement: Name FacultyDocument23 pagesAcknowledgement: Name FacultySurendra JoshiNo ratings yet
- Damodar Leela Kath ADocument35 pagesDamodar Leela Kath Aanshumanbiswal2319No ratings yet
- Behavior and Design of Double Tees With Web OpeningsDocument17 pagesBehavior and Design of Double Tees With Web Openingsunix0123100% (1)
- Methods of Real Analysis R Goldberg Solutions 1Document57 pagesMethods of Real Analysis R Goldberg Solutions 1Iqra Irshad100% (2)
- Checksheet Control Persiapan & Loading: Pt. YaupDocument47 pagesChecksheet Control Persiapan & Loading: Pt. Yaupfadli zainalNo ratings yet
- Blast Furnace IronmakingDocument83 pagesBlast Furnace IronmakingKumar Varun100% (1)
- Arne JaconsenDocument20 pagesArne JaconsenXavier Ernesto100% (1)
- Magallona Vs ErmitaDocument13 pagesMagallona Vs ErmitaERNIL L BAWA100% (1)
- STM29 - Lower Half Martinito, John Patrick Eldwin Recto, Jan Ralph Yanga, Nicole Francine BDocument2 pagesSTM29 - Lower Half Martinito, John Patrick Eldwin Recto, Jan Ralph Yanga, Nicole Francine BJan Ralph RectoNo ratings yet
- PETE 628: Lesson 6Document54 pagesPETE 628: Lesson 6EdwinNo ratings yet
- SPP Flare Radiation Report - FinalDocument10 pagesSPP Flare Radiation Report - FinalAhmed Semarang100% (1)
- PITE Ground Fault Locator GFL3836-User-manualDocument33 pagesPITE Ground Fault Locator GFL3836-User-manualMarinda FebriNo ratings yet
- SIRE Observations For 2018, 02 Jan'19Document14 pagesSIRE Observations For 2018, 02 Jan'19Romāns BogdanovsNo ratings yet
- Note EjiogbeDocument13 pagesNote EjiogbeIfadayo Alabi50% (2)