Download as xlsx, pdf, or txt
You might also like
- Avatar The Last Airbender - The Promise Part 1Document74 pagesAvatar The Last Airbender - The Promise Part 1dedewanda94% (295)
- Harvey Beaks Beat Sheet - NickelodeonDocument3 pagesHarvey Beaks Beat Sheet - NickelodeonShane Houghton100% (1)
- StudioBinder Film Production Cashflow - PO LogDocument8 pagesStudioBinder Film Production Cashflow - PO Logjeetendra kumarNo ratings yet
- Case Study - DisneyDocument25 pagesCase Study - Disneymathew00796% (28)
- Formato de Balanceo de LineaDocument4 pagesFormato de Balanceo de LineaEsdras MayénNo ratings yet
- Formato de Balanceo de LineaDocument4 pagesFormato de Balanceo de LineaJuan Fernando Patricio RoldanNo ratings yet
- Formato Balanceo de LineaDocument2 pagesFormato Balanceo de LineaMaryi GarzónNo ratings yet
- Formato de Balanceo de LineaDocument4 pagesFormato de Balanceo de LineaAriel Fernando Peña VillarroelNo ratings yet
- Unidades - Turno vs. Iteración Costo Unitario vs. Número de OperariosDocument4 pagesUnidades - Turno vs. Iteración Costo Unitario vs. Número de OperariosAngel EdjaNo ratings yet
- Form Lemburan KosonganDocument8 pagesForm Lemburan Kosongantody jobNo ratings yet
- Generador Acero de Refuerzo en BlancoDocument2 pagesGenerador Acero de Refuerzo en BlancoOsvaldo CardosoNo ratings yet
- Acumulado de CuotasDocument1 pageAcumulado de Cuotasnoe rojoNo ratings yet
- Planilha de Ordem de Serviço AtualizadoDocument110 pagesPlanilha de Ordem de Serviço AtualizadoJuliano SilvaNo ratings yet
- For-200-30 (Rev.00) Cuadro Demostrativo de Obra ListoDocument2 pagesFor-200-30 (Rev.00) Cuadro Demostrativo de Obra ListoJesus Raga GilNo ratings yet
- Fecha No. Beneficiario Concepto Valor Valor Efectivo Valor T/C Total ObservacionesDocument3 pagesFecha No. Beneficiario Concepto Valor Valor Efectivo Valor T/C Total ObservacionesViteri DayNo ratings yet
- 047 FluxoFin 150 PeríodosDocument1 page047 FluxoFin 150 PeríodosFábio SilvaNo ratings yet
- Continua3-Josue Ortiz LandeonDocument33 pagesContinua3-Josue Ortiz LandeonJosue OrtizNo ratings yet
- Calculo UtilidadesDocument5 pagesCalculo UtilidadesKariolis Fuenmayor DuqueNo ratings yet
- Unidades - Turno vs. Iteración Costo Unitario vs. Número de OperariosDocument4 pagesUnidades - Turno vs. Iteración Costo Unitario vs. Número de OperariosTalento HumanoNo ratings yet
- Acumulado de Cuotas QuestDocument1 pageAcumulado de Cuotas Questnoe rojoNo ratings yet
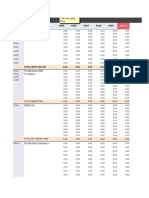
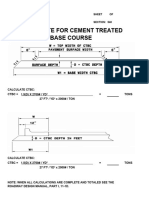
- Agg CTBCDocument2 pagesAgg CTBCBengkulu BetonNo ratings yet
- Registro de Horas HombreDocument6 pagesRegistro de Horas HombreTELECSO S.A.SNo ratings yet
- Tarea de Instrumentos FinancierosDocument6 pagesTarea de Instrumentos Financierosjorge luisNo ratings yet
- Estimatica Data Capital Operações (5%) Depósito TotalDocument2 pagesEstimatica Data Capital Operações (5%) Depósito Totalsergio motaNo ratings yet
- Sheet For Out and in Storage: WarehouseDocument4 pagesSheet For Out and in Storage: WarehouseOsleidyNo ratings yet
- Fecha Detalle Entrada Salida Cant PU Total Cantidad Pu TotalDocument22 pagesFecha Detalle Entrada Salida Cant PU Total Cantidad Pu TotalDeybis Antonio Melendez VargasNo ratings yet
- Sheet For Out and in Storage: WarehouseDocument4 pagesSheet For Out and in Storage: WarehouseOsleidyNo ratings yet
- Formato Valorizaci NDocument6 pagesFormato Valorizaci NHeguel Meza EpquinNo ratings yet
- Controle de Estudo 1.0Document26 pagesControle de Estudo 1.0Weslei SantosNo ratings yet
- Mapa de Preços: File:///conversion/tmp/activity - Task - Scratch/658648677.xls - 658648677Document1 pageMapa de Preços: File:///conversion/tmp/activity - Task - Scratch/658648677.xls - 658648677LucasNo ratings yet
- Cant. Pulg Pulg M Total Pies Metros Cant. Pulg Pulg PIE TotalDocument2 pagesCant. Pulg Pulg M Total Pies Metros Cant. Pulg Pulg PIE TotalMario Javier Cobeñas BallesNo ratings yet
- Computos Métricos Maria V HerreraDocument44 pagesComputos Métricos Maria V HerreraRosangela CaccamoNo ratings yet
- Contador de Tiempo: Doingo 06 de Diciembre 2009 NO Entrada Salida Tiempo Total ImpresionDocument17 pagesContador de Tiempo: Doingo 06 de Diciembre 2009 NO Entrada Salida Tiempo Total ImpresionGatoGato7No ratings yet
- Planilla de MedicionDocument4 pagesPlanilla de MedicionAlejandro ZerpaNo ratings yet
- Orçamento Geral (Anexo C)Document11 pagesOrçamento Geral (Anexo C)alyne XimenesNo ratings yet
- Registro Manual SolesbotDocument17 pagesRegistro Manual SolesbotLucas Gabriel RamalloNo ratings yet
- Control de Horas Extra Fechahora Iniciohora Finalsub Total Total Horas ExtraDocument2 pagesControl de Horas Extra Fechahora Iniciohora Finalsub Total Total Horas Extracristian daniel gelvis bermudezNo ratings yet
- Generador de AceroDocument2 pagesGenerador de AceroSebastián Ríos ZavalaNo ratings yet
- Detail Due Weekly Fortnightly Monthly Q'tly: M O N T H L YDocument4 pagesDetail Due Weekly Fortnightly Monthly Q'tly: M O N T H L YsonyatreesNo ratings yet
- Planillas Liquidacion Largometraje 26-7Document1 pagePlanillas Liquidacion Largometraje 26-7Expresionista FilmsNo ratings yet
- Programación Arquitectónica (Objeto Arquitectónico) Unidad ZonaDocument12 pagesProgramación Arquitectónica (Objeto Arquitectónico) Unidad ZonaAndrea Pantigoso CerdánNo ratings yet
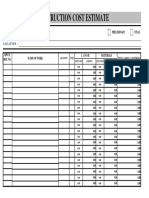
- Construction Cost EstimatesDocument2 pagesConstruction Cost EstimatesAcance EscaNo ratings yet
- HED Electronic Grade SheetDocument9 pagesHED Electronic Grade SheetJessalyn ValeNo ratings yet
- Fiche Excel Programmable VRDDocument62 pagesFiche Excel Programmable VRDMoncef LamsalmiNo ratings yet
- Plantilla Excel para El Control Horario y FichajeDocument15 pagesPlantilla Excel para El Control Horario y FichajePedro SolaNo ratings yet
- Planilla de MediciónDocument1 pagePlanilla de Mediciónana gabriela martinezNo ratings yet
- Quizzes & Assignmenprelim & Pre-Exams Project & Research: Total (20%)Document8 pagesQuizzes & Assignmenprelim & Pre-Exams Project & Research: Total (20%)Shenami Sathurdei100% (1)
- Formule Conversion O2Document8 pagesFormule Conversion O2yann virgil TCHETCHENo ratings yet
- Formato de Ingresos y Gastos - SriDocument6 pagesFormato de Ingresos y Gastos - SriEstefania RequenesNo ratings yet
- Form Checker JuniDocument8 pagesForm Checker JuniWawan SukmawanNo ratings yet
- Ic Construction Budget TemplateDocument24 pagesIc Construction Budget TemplateRameez Ul-hassanNo ratings yet
- Formato ValorizaciónDocument7 pagesFormato ValorizaciónrubenpajuacoteraNo ratings yet
- Anexo A. Formato Control de Volquetas y Movimiento de Material de Excavacion y EscombrosDocument2 pagesAnexo A. Formato Control de Volquetas y Movimiento de Material de Excavacion y EscombrosMile AguirreNo ratings yet
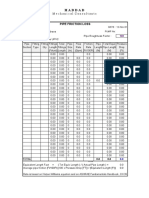
- Piping PDSDocument2 pagesPiping PDSsunii19847908No ratings yet
- Piping PDSDocument2 pagesPiping PDSsunii19847908No ratings yet
- Formato de Caja ChicaDocument4 pagesFormato de Caja Chicavargas.businessNo ratings yet
- Controle de EstoqueDocument6 pagesControle de EstoqueLucas NascimentoNo ratings yet
- Balanceo de LíneasDocument9 pagesBalanceo de LíneasJuan F GiraldoNo ratings yet
- Daily Reparation UnitDocument96 pagesDaily Reparation Unitlukman muzaniNo ratings yet
- Daily Reparation UnitDocument96 pagesDaily Reparation Unitlukman muzaniNo ratings yet
- FundedNext Trading Journal.Document57 pagesFundedNext Trading Journal.Antonio FernandoNo ratings yet
- Programme VRDDocument65 pagesProgramme VRDFedia Kefi Ep ToumiNo ratings yet
- What's Cooking: Digital Transformation of the Agrifood SystemFrom EverandWhat's Cooking: Digital Transformation of the Agrifood SystemNo ratings yet
- Layered Audit Checklist - CoveDocument9 pagesLayered Audit Checklist - CoveCande EscobedoNo ratings yet
- Layered Process Check: Audit ItemsDocument2 pagesLayered Process Check: Audit ItemsCande EscobedoNo ratings yet
- Nonconforming Material Containment:: Designated Area Away From The Production Workflow?Document6 pagesNonconforming Material Containment:: Designated Area Away From The Production Workflow?Cande EscobedoNo ratings yet
- Layered Audit Checklist - CoveDocument9 pagesLayered Audit Checklist - CoveCande EscobedoNo ratings yet
- Comparative and Superlative AdjectivesDocument18 pagesComparative and Superlative AdjectivesSarah KhalilNo ratings yet
- Danse Macabre - Kuroshitsuji ViolonDocument3 pagesDanse Macabre - Kuroshitsuji ViolonKarn WatcharaprapapongNo ratings yet
- Looney Tunes Theme: Merrily We Roll AlongDocument1 pageLooney Tunes Theme: Merrily We Roll AlongEmmanuel SerranoNo ratings yet
- Dragon Ball Z v02 (2003) (Digital) (AnHeroGold-Empire)Document189 pagesDragon Ball Z v02 (2003) (Digital) (AnHeroGold-Empire)Josafá Moraes100% (1)
- from うみねこのなく頃に ・ Umineko: When They Cry Legend of the Golden Witch - EssenceDocument4 pagesfrom うみねこのなく頃に ・ Umineko: When They Cry Legend of the Golden Witch - EssencecatalinaNo ratings yet
- Meet The Flinstones PiccoloDocument2 pagesMeet The Flinstones PiccoloBercikNo ratings yet
- Tokyo Manji Revengers, Vol.14 Chapter 123 You'Re Not My Type - English ScansDocument1 pageTokyo Manji Revengers, Vol.14 Chapter 123 You'Re Not My Type - English Scansmolno8002No ratings yet
- Belgium Disney+ Launch ContentDocument26 pagesBelgium Disney+ Launch ContentNieuwsblad0% (1)
- Shaun Sheep - Google SearchDocument1 pageShaun Sheep - Google SearchAbdullah KhaledNo ratings yet
- Ict2120 Animation Week 1-10 2ND SemDocument14 pagesIct2120 Animation Week 1-10 2ND SemJasmine MendozaNo ratings yet
- MOONLIGHT DENSETSU - Tenor Sax 1Document1 pageMOONLIGHT DENSETSU - Tenor Sax 1VICTOR CRISTHIAMS PAREJA HUAMANNo ratings yet
- Watch More Than A Married Couple, But Not Lovers. Online Free On 9animeDocument1 pageWatch More Than A Married Couple, But Not Lovers. Online Free On 9animeJonNo ratings yet
- 190 Centimeters Tall: People Also AskDocument1 page190 Centimeters Tall: People Also AskCaryll Anne SoreNo ratings yet
- Fullmetal Alchemist Vol 13 (Hiromu Arakawa)Document183 pagesFullmetal Alchemist Vol 13 (Hiromu Arakawa)puffreismitschokiNo ratings yet
- Jujutsu Kaisen, Volume 23, Chapter 225 - The Decesive Battle (3) - Jujutsu Kaisen Manga OnlineDocument20 pagesJujutsu Kaisen, Volume 23, Chapter 225 - The Decesive Battle (3) - Jujutsu Kaisen Manga OnlinemarileyserNo ratings yet
- Lista de AnimeDocument3 pagesLista de AnimeAbel ArteagaNo ratings yet
- One Piece: Episode 1053Document2 pagesOne Piece: Episode 1053VishNo ratings yet
- Oregairu Vol. 3Document213 pagesOregairu Vol. 3snow 3No ratings yet
- Vampire KnightDocument4 pagesVampire KnightPoorest Pc GamezNo ratings yet
- Online Games - Disney LOLDocument10 pagesOnline Games - Disney LOLAizat HassanNo ratings yet
- The Griffins HouseDocument4 pagesThe Griffins HousechalabiNo ratings yet
- N° Descripcion Editorial AÑO ProcedenciaDocument4 pagesN° Descripcion Editorial AÑO ProcedenciaEdwin Villaverde MamaniNo ratings yet
- The Pink Panther CartoonsDocument234 pagesThe Pink Panther CartoonsKAIZONINGEN50% (4)
- Grammar and VocabularyDocument2 pagesGrammar and VocabularyOSCAR MATURANANo ratings yet
- Movement CardsDocument4 pagesMovement CardsElle GumacalNo ratings yet
- Yu-Gi-Oh! Duelist - c001-010 (v01) (Digital) (Viz) (Tikas) PDFDocument209 pagesYu-Gi-Oh! Duelist - c001-010 (v01) (Digital) (Viz) (Tikas) PDFhello67% (3)
- Bookmark Kamu Dan Juga Chapter Terakhir Yang Kamu Baca Ada Di BawahDocument15 pagesBookmark Kamu Dan Juga Chapter Terakhir Yang Kamu Baca Ada Di BawahAser TotNo ratings yet