Download as pdf or txt
You might also like
- Uow 039223Document159 pagesUow 039223Renata Kun100% (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Kotz, Etal (2006) Encyclopedia - Of.statistical - Sciences.v01,2eDocument707 pagesKotz, Etal (2006) Encyclopedia - Of.statistical - Sciences.v01,2eLord Baron100% (1)
- 5 Dysfunctions of A TeamDocument36 pages5 Dysfunctions of A TeamPadmavothi Bharadwaj100% (5)
- House Democrats Request Information From FDA On Aduhelm ApprovalDocument13 pagesHouse Democrats Request Information From FDA On Aduhelm ApprovalRachel CohrsNo ratings yet
- It's Not Luck (1994) Is A Business: Novel Manufacturer Eliyahu M. GoldrattDocument2 pagesIt's Not Luck (1994) Is A Business: Novel Manufacturer Eliyahu M. Goldrattpoish1No ratings yet
- Isa 330 PDFDocument27 pagesIsa 330 PDFMarcos ViníciusNo ratings yet
- Gage Repeatability and Reproducibility (R&R) - Six Sigma Study GuideDocument17 pagesGage Repeatability and Reproducibility (R&R) - Six Sigma Study GuideSoumen MannaNo ratings yet
- Anova Gauge RR Repeatability ReproducibilityDocument3 pagesAnova Gauge RR Repeatability ReproducibilitysharkfsdfskjfsdfsfeNo ratings yet
- GRR Studies DiagramsDocument27 pagesGRR Studies Diagramssadiqus100% (1)
- MeasureDocument66 pagesMeasurepm9286vNo ratings yet
- What Is A Gauge R&R MinitabDocument2 pagesWhat Is A Gauge R&R MinitabdayalumeNo ratings yet
- Gage R&RDocument25 pagesGage R&RMario Mora GarciaNo ratings yet
- Presented By:: ASQ Section 0700 ASQ Section 0701Document35 pagesPresented By:: ASQ Section 0700 ASQ Section 0701fennyNo ratings yet
- ANOVA Gauge R&RDocument3 pagesANOVA Gauge R&Rtehky63No ratings yet
- 3.measure 984Document31 pages3.measure 984lucky prajapatiNo ratings yet
- MSA2Document18 pagesMSA2vsgfabtech7No ratings yet
- A Simple Guide To Gage R&R For Destructive Testing - MinitabDocument7 pagesA Simple Guide To Gage R&R For Destructive Testing - MinitabVictor HugoNo ratings yet
- Instructions: Measurement Systems AnalysisDocument17 pagesInstructions: Measurement Systems Analysispeter25munchenNo ratings yet
- Gage R&R For Attributes: InstructionsDocument31 pagesGage R&R For Attributes: InstructionsCesar ArellanoNo ratings yet
- Gage R&RDocument23 pagesGage R&RGlOw MTzNo ratings yet
- Trust Your Data With MSADocument93 pagesTrust Your Data With MSAvictor vianaNo ratings yet
- Msa PresentationsDocument17 pagesMsa PresentationsNarasimharaghavanPuliyurKrishnaswamyNo ratings yet
- Template Format Gauge R & RDocument5 pagesTemplate Format Gauge R & RQC-Metinca Prima Industrial WorksNo ratings yet
- ASQ MSA An Alternative Method For Estimating Percentage Tolerance 20120418Document78 pagesASQ MSA An Alternative Method For Estimating Percentage Tolerance 20120418solmaz MOVAFAGHINo ratings yet
- MSA Case StudiesDocument10 pagesMSA Case StudiesMuthuswamyNo ratings yet
- Understanding Gage R and RDocument5 pagesUnderstanding Gage R and Rmax80860% (1)
- An Introduction To Gage R&RDocument4 pagesAn Introduction To Gage R&RShiguo LiuNo ratings yet
- Gage R&RDocument16 pagesGage R&RAl-Kawthari As-SunniNo ratings yet
- CAPA Escort (08.08.2023)Document1 pageCAPA Escort (08.08.2023)HOD QUALITYNo ratings yet
- Tolerance Analysis Methods, Platforms and Trends - Comprehensive OverviewDocument7 pagesTolerance Analysis Methods, Platforms and Trends - Comprehensive Overviewnagmech07No ratings yet
- Tolerance Overview PDFDocument7 pagesTolerance Overview PDFnagmech07No ratings yet
- Measurement System Analysis LabDocument32 pagesMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- How To Design, Analyze and Interpret The Results of An Expanded Gage R&R StudyDocument10 pagesHow To Design, Analyze and Interpret The Results of An Expanded Gage R&R Studymassman02143No ratings yet
- Steps For Conducting GR&RDocument4 pagesSteps For Conducting GR&RSelvaraj BalasundramNo ratings yet
- Guideline-Gage R&R Test For Quality Inspectors Rev0 (9mar2023) - FinalDocument25 pagesGuideline-Gage R&R Test For Quality Inspectors Rev0 (9mar2023) - FinalhectorguerreroinmortalNo ratings yet
- GHSP Msa TrainingDocument93 pagesGHSP Msa TrainingStephanie WhiteNo ratings yet
- Select One of The Following GRR Situations To Jump To The Acc. Data SheetDocument21 pagesSelect One of The Following GRR Situations To Jump To The Acc. Data SheetLa MetalurgicaNo ratings yet
- MINITAB User's Guide Chap - 11Document32 pagesMINITAB User's Guide Chap - 11Ernesto Neri100% (3)
- Select One of The Following GRR Situations To Jump To The Acc. Data SheetDocument21 pagesSelect One of The Following GRR Situations To Jump To The Acc. Data SheetisolongNo ratings yet
- Attribute MSA TrainingDocument21 pagesAttribute MSA TrainingDisha ShahNo ratings yet
- SPC MSA GuidelinesDocument28 pagesSPC MSA Guidelinesbill100% (2)
- 17 - Statistical Process Control 2Document48 pages17 - Statistical Process Control 2BoopathiNo ratings yet
- Se 75 (25.6)Document2 pagesSe 75 (25.6)விஷ்ணு ராஜசெல்வன்No ratings yet
- CG4277 GM1927 03a Exhaust Systems 2020Document11 pagesCG4277 GM1927 03a Exhaust Systems 2020John GonzalezNo ratings yet
- New Truck Performance Reports sjp2 Aug 08Document13 pagesNew Truck Performance Reports sjp2 Aug 08lioubo perezNo ratings yet
- MSA Gage R&RDocument35 pagesMSA Gage R&RAnonymous vF4wgBTdSb100% (1)
- Project Report On Customer Lifetime ValueDocument23 pagesProject Report On Customer Lifetime ValueShubham EkapureNo ratings yet
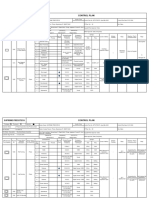
- 07 Control PlanDocument5 pages07 Control PlanManoharar RNo ratings yet
- GRR Training SlidesDocument30 pagesGRR Training SlidesGiovani DiasNo ratings yet
- Karnataka State Highway Improvement Project - II, Stage 1Document1 pageKarnataka State Highway Improvement Project - II, Stage 1Karumuri JayaramNo ratings yet
- Coupling Inspection SOP GSE FinalDocument11 pagesCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- RandR Calculation UkDocument9 pagesRandR Calculation UkMarceta BrankicaNo ratings yet
- CP YwdDocument5 pagesCP YwdRaj BistNo ratings yet
- Gage R&RDocument8 pagesGage R&RTJ 17 ChannelNo ratings yet
- Measurement System AnalysisDocument10 pagesMeasurement System AnalysisRodrigo CandelariaNo ratings yet
- Using Deep Learning For Predictive Maintenance SlidesDocument12 pagesUsing Deep Learning For Predictive Maintenance SlidesRiDhA HeZlOuNNo ratings yet
- 1.5 Measurement (Gage R&R)Document19 pages1.5 Measurement (Gage R&R)rollickingdeol100% (1)
- Measurement Systems Analysis WebinarDocument37 pagesMeasurement Systems Analysis WebinarOlirvag100% (1)
- TAU 3 Course Material v2.0Document22 pagesTAU 3 Course Material v2.0sreenathNo ratings yet
- PRiSM Tiara - 2021 - Adaro PowerDocument23 pagesPRiSM Tiara - 2021 - Adaro Powerfriska tvpNo ratings yet
- What Is A GageDocument12 pagesWhat Is A GageMohini MaratheNo ratings yet
- Multi RegDocument9 pagesMulti RegHaris ImranNo ratings yet
- Introduction To Machine Learning: The Problem of OverfittingDocument8 pagesIntroduction To Machine Learning: The Problem of OverfittingMuneeb ButtNo ratings yet
- Lesson 6 - The - (2 K - ) Factorial DesignDocument30 pagesLesson 6 - The - (2 K - ) Factorial Designnelson.rodriguezm6142No ratings yet
- CAPA Presentation Spring 2009 PDFDocument30 pagesCAPA Presentation Spring 2009 PDFnelson.rodriguezm6142No ratings yet
- FMEA Applications Machinery FMEA: Continued On Next PageDocument10 pagesFMEA Applications Machinery FMEA: Continued On Next Pagenelson.rodriguezm6142100% (1)
- Design Control PrinciplesDocument31 pagesDesign Control Principlesnelson.rodriguezm6142No ratings yet
- IATF - Final 2Document58 pagesIATF - Final 2nelson.rodriguezm6142No ratings yet
- Arc Flash Safety TipDocument11 pagesArc Flash Safety Tipnelson.rodriguezm6142No ratings yet
- Part 1 Improved Gage RR Measurement StudiesDocument3 pagesPart 1 Improved Gage RR Measurement Studiesnelson.rodriguezm6142No ratings yet
- Joe Cobb Crawford, P.E.,C.E.M. Crawford Engineering Services Toccoa, GeorgiaDocument40 pagesJoe Cobb Crawford, P.E.,C.E.M. Crawford Engineering Services Toccoa, Georgianelson.rodriguezm6142No ratings yet
- An Honest Gauge R&RDocument19 pagesAn Honest Gauge R&Rnelson.rodriguezm6142No ratings yet
- Aeaugsept 2011 WebversionDocument21 pagesAeaugsept 2011 Webversionnelson.rodriguezm6142No ratings yet
- Zuckerberg Statement To CongressDocument7 pagesZuckerberg Statement To CongressJordan Crook100% (1)
- An Evaluation of A Business Game in An MBA CurriculumDocument10 pagesAn Evaluation of A Business Game in An MBA CurriculumAlexisNo ratings yet
- MGT 112 Operations Manageme SyllabusDocument15 pagesMGT 112 Operations Manageme SyllabusRoy CabarlesNo ratings yet
- Applied Statistics in Business & Economics,: David P. Doane and Lori E. SewardDocument37 pagesApplied Statistics in Business & Economics,: David P. Doane and Lori E. SewardAlvin A. VelazquezNo ratings yet
- 3is Examination-3rd Quarter-2nd Sem.Document12 pages3is Examination-3rd Quarter-2nd Sem.mildred.olandaNo ratings yet
- Algorithm Design: Figure 1. Architecture Diagram For Greykite Library's Main Forecasting Algorithm, SilverkiteDocument3 pagesAlgorithm Design: Figure 1. Architecture Diagram For Greykite Library's Main Forecasting Algorithm, Silverkitesiper34606No ratings yet
- Effect of DevolutionDocument18 pagesEffect of DevolutionMuhammad Ghufran JanjuaNo ratings yet
- Associative Network TheoryDocument155 pagesAssociative Network TheoryMAY AN QUBINGNo ratings yet
- Pangaea Lab Activity 2016 PDFDocument8 pagesPangaea Lab Activity 2016 PDFJeniffer De Guzman GadiomaNo ratings yet
- Fabbro y Tonchia 2021Document8 pagesFabbro y Tonchia 2021Naty MolinaNo ratings yet
- ML1 - Classification - KNN & NBDocument23 pagesML1 - Classification - KNN & NBparam_emailNo ratings yet
- AsthmaDocument10 pagesAsthmaAcohCChaoNo ratings yet
- CAE Use of English (Test 2)Document3 pagesCAE Use of English (Test 2)Hu ChiNo ratings yet
- Fs 41Document38 pagesFs 41analynNo ratings yet
- Intention To Use Electronic Payment System During Covid 19 Pandemic Era Implementation of Health Belief Model and Technology Acceptance Model in Consumer ResearchDocument4 pagesIntention To Use Electronic Payment System During Covid 19 Pandemic Era Implementation of Health Belief Model and Technology Acceptance Model in Consumer ResearchInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Science - Technology and Innovation in Vietnam Reviewed by WB 2014Document234 pagesScience - Technology and Innovation in Vietnam Reviewed by WB 2014Vinh Thien TranNo ratings yet
- Plant Growth With Pineapple Fertilizer: Vivien B. PermacioDocument11 pagesPlant Growth With Pineapple Fertilizer: Vivien B. PermacioRichel Ybañez Quiñones CataneNo ratings yet
- Practical Research 2 Significance of The StudyDocument19 pagesPractical Research 2 Significance of The Studywendell john mediana100% (1)
- Research Paper Cover Letter FormatDocument8 pagesResearch Paper Cover Letter Formatvvgnzdbkf100% (1)
- Rotman AntennaDocument67 pagesRotman AntennaVinh CamNo ratings yet
- The Prediction of Gold Price Using ARIMA Model: Abstract-Although, 2016 and 2017 Have Risen, The InternationalDocument4 pagesThe Prediction of Gold Price Using ARIMA Model: Abstract-Although, 2016 and 2017 Have Risen, The InternationalpydyNo ratings yet
- An Error Analysis of Grammar of Google-Translate Translation Result in English TextDocument9 pagesAn Error Analysis of Grammar of Google-Translate Translation Result in English TextYulia feraNo ratings yet
- Complete FinalDocument44 pagesComplete FinalNorilleJaneDequina100% (1)
- PORT 1 (50%) - Article For Critical Review - GC - OMAN DECEMBER 2019 PDFDocument7 pagesPORT 1 (50%) - Article For Critical Review - GC - OMAN DECEMBER 2019 PDFpsana99gmailcomNo ratings yet
- Rubber Band LabDocument4 pagesRubber Band Labapi-201676941No ratings yet