Download as docx, pdf, or txt
You might also like
- DAR 2021 Vol 1Document752 pagesDAR 2021 Vol 1Reena Bisht DBGI Dehradun70% (20)
- Pre Qualified WPSDocument1 pagePre Qualified WPSkapsarcNo ratings yet
- Orbital WeldingDocument6 pagesOrbital WeldingPramodPradhanNo ratings yet
- Surface Tension Transfer (STT) Pipe WeldingDocument3 pagesSurface Tension Transfer (STT) Pipe Weldingahmed100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Sprinkler Report NFPA 25 03.27.13Document8 pagesSprinkler Report NFPA 25 03.27.13redbire100% (1)
- B 188 - 15e1Document10 pagesB 188 - 15e1Đức LêNo ratings yet
- Chapter 6 Waste Management-Production of Hydrochloric AcidDocument23 pagesChapter 6 Waste Management-Production of Hydrochloric AcidSuraya Afriyani100% (1)
- Consumables Corner: Selecting The Right Welding Process and Filler Metal For Repair WorkDocument3 pagesConsumables Corner: Selecting The Right Welding Process and Filler Metal For Repair WorkStateNo ratings yet
- Active Shielding Gases - ESABDocument3 pagesActive Shielding Gases - ESABGabor VatoNo ratings yet
- Welding Fume - Reducing The Risk: LEV WebsiteDocument12 pagesWelding Fume - Reducing The Risk: LEV WebsiteRathnakrajaNo ratings yet
- Simplifying Shielding Gas Selection: Kevin A Lyttle Reprinted From Practical Welding Today January/February 2005Document4 pagesSimplifying Shielding Gas Selection: Kevin A Lyttle Reprinted From Practical Welding Today January/February 2005essnelsonNo ratings yet
- Spatter Reduction ChecklistDocument6 pagesSpatter Reduction ChecklistJorge perezNo ratings yet
- What Are Wormholes and How Can They Be PreventedDocument13 pagesWhat Are Wormholes and How Can They Be PreventedElvin MenlibaiNo ratings yet
- Golden WeldsDocument5 pagesGolden WeldsRe SinNo ratings yet
- Job Knowledge 97Document3 pagesJob Knowledge 97Mehmet SoysalNo ratings yet
- General Welding ProcedureDocument5 pagesGeneral Welding ProcedureKirinSirNo ratings yet
- Mig Welding Literature ReviewDocument8 pagesMig Welding Literature Reviewklbndecnd100% (1)
- 7 Effects of Shielding Gas - The FabricatorDocument4 pages7 Effects of Shielding Gas - The FabricatornateNo ratings yet
- Arc Welding 101 Bead WidthDocument3 pagesArc Welding 101 Bead WidthMalcolm Diamond100% (1)
- Introduction GmawDocument6 pagesIntroduction GmawNur' AyuniNo ratings yet
- Shielding Gas Brochure410 80125Document32 pagesShielding Gas Brochure410 80125shaggerukNo ratings yet
- Miller RMDDocument4 pagesMiller RMDRony Lesbt100% (1)
- 7 Effects of Shielding GasDocument4 pages7 Effects of Shielding GasloboandiNo ratings yet
- Solid Wire Versus Flux Cored Wire - When To Use Them and Why - MillerWeldsDocument3 pagesSolid Wire Versus Flux Cored Wire - When To Use Them and Why - MillerWeldsAgniva DuttaNo ratings yet
- Azing Procedure Weld Copper WaterstopDocument5 pagesAzing Procedure Weld Copper Waterstopzhuxueyun55No ratings yet
- Optimize Your Plasma Arc Welding Torch Performance: Njummjvqqjooqp Ïïïk ÊåjòçåékåçãDocument3 pagesOptimize Your Plasma Arc Welding Torch Performance: Njummjvqqjooqp Ïïïk ÊåjòçåékåçãSuraj KhopeNo ratings yet
- Welding Defects What Is AcceptableDocument4 pagesWelding Defects What Is AcceptablesboergertNo ratings yet
- How To Pass The AWS D1Document11 pagesHow To Pass The AWS D1Lazaro CoutinhoNo ratings yet
- Welding Defects (Copy and Paste Je)Document9 pagesWelding Defects (Copy and Paste Je)Hamimi AkmalNo ratings yet
- PHD Thesis Topics in WeldingDocument5 pagesPHD Thesis Topics in Weldingjennawelchhartford100% (2)
- Important Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)Document18 pagesImportant Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)MubeenNo ratings yet
- Question For InterviewDocument4 pagesQuestion For InterviewJlkKumar100% (2)
- Submerged Arc WeldingDocument42 pagesSubmerged Arc WeldingMário SilvaNo ratings yet
- GMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)Document3 pagesGMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)momoitachiNo ratings yet
- CSWIP Set QuestionDocument13 pagesCSWIP Set QuestionMuhammad Hannan100% (2)
- Stick Welding - How To Create High Quality WeldsDocument5 pagesStick Welding - How To Create High Quality Weldssenthil4youNo ratings yet
- Research Paper On Tig Welding PDFDocument4 pagesResearch Paper On Tig Welding PDFafeaqzhna100% (1)
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDocument4 pagesGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244No ratings yet
- Cto WeldingDocument32 pagesCto WeldingespluisjavierNo ratings yet
- Welding Term PaperDocument5 pagesWelding Term Paperc5rzknsg100% (1)
- Discussion WeldingDocument2 pagesDiscussion WeldingDzul HakimNo ratings yet
- Gmaw - Modo TrasferenciaDocument3 pagesGmaw - Modo TrasferenciaPablo C. T.No ratings yet
- Creating High Quality Stick WeldsDocument2 pagesCreating High Quality Stick WeldsMaria MantillaNo ratings yet
- Interview QuestionDocument5 pagesInterview Questionsayed qutboddinNo ratings yet
- Importance of Macro Etch Testing of WeldsDocument5 pagesImportance of Macro Etch Testing of WeldsHoang Lam100% (1)
- Microplasma Arc Welding Does The Unusual: Lo, OoohzDocument1 pageMicroplasma Arc Welding Does The Unusual: Lo, OoohzCharles JacobNo ratings yet
- GMAW Welding VariablesDocument16 pagesGMAW Welding VariablesrobinfanshaweNo ratings yet
- Welding Math (And Some Physics)Document4 pagesWelding Math (And Some Physics)wasim_akp9885100% (1)
- Astm ApiDocument35 pagesAstm ApiVinay Kumar SharmaNo ratings yet
- Welding Defects and Its RemediesDocument3 pagesWelding Defects and Its Remediesebrahem_sahil5188100% (1)
- Welding Thesis StatementDocument5 pagesWelding Thesis Statementhcivczwff100% (1)
- Research Paper On Plasma Arc WeldingDocument4 pagesResearch Paper On Plasma Arc Weldingnydohavihup2100% (1)
- A Beginner's Guide To TIG WeldingDocument5 pagesA Beginner's Guide To TIG WeldingKalaimugilan ArunNo ratings yet
- Spot Welding GuidelinesDocument5 pagesSpot Welding GuidelinesCaínCastilloNo ratings yet
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 pagesMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Welding Gas P-8173Document6 pagesWelding Gas P-8173kapurrrnNo ratings yet
- Fabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsDocument31 pagesFabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsSaurabh VermaNo ratings yet
- ESAB - PipelinesDocument65 pagesESAB - PipelinesLigia114100% (2)
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalRating: 4.5 out of 5 stars4.5/5 (3)
- Drum Screen - DesignDetailsDocument2 pagesDrum Screen - DesignDetailskapsarcNo ratings yet
- Viking Material SpecsDocument12 pagesViking Material SpecskapsarcNo ratings yet
- Guidelines For Welding Stainless Alloy Piping Part 2Document4 pagesGuidelines For Welding Stainless Alloy Piping Part 2kapsarcNo ratings yet
- Guidelines For Welding Stainless Alloy Piping Part 1Document4 pagesGuidelines For Welding Stainless Alloy Piping Part 1kapsarcNo ratings yet
- WQT - Aws D1.1Document3 pagesWQT - Aws D1.1kapsarc100% (1)
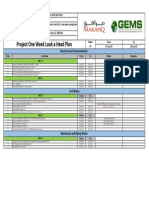
- One Week Look A Head PlanDocument1 pageOne Week Look A Head PlankapsarcNo ratings yet
- PN 16 Flange EN1092Document2 pagesPN 16 Flange EN1092kapsarcNo ratings yet
- Boehler 2507 P100 Rutile E2594 16 Covered ElectrodeDocument1 pageBoehler 2507 P100 Rutile E2594 16 Covered ElectrodekapsarcNo ratings yet
- Drum Screen Installation - GearsDocument2 pagesDrum Screen Installation - GearskapsarcNo ratings yet
- Piping IsoDocument1 pagePiping IsokapsarcNo ratings yet
- Delta Ferrite ContentDocument1 pageDelta Ferrite ContentkapsarcNo ratings yet
- Chemical Compositiopn of FCAW ElectrodesDocument1 pageChemical Compositiopn of FCAW ElectrodeskapsarcNo ratings yet
- Slurry PumpDocument1 pageSlurry PumpkapsarcNo ratings yet
- Construction Progress Report - 2Document2 pagesConstruction Progress Report - 2kapsarcNo ratings yet
- Horizontal Slurry PumpDocument1 pageHorizontal Slurry PumpkapsarcNo ratings yet
- Drive Unit For PumpDocument1 pageDrive Unit For PumpkapsarcNo ratings yet
- Instrumentation Control For Pumps - 1Document1 pageInstrumentation Control For Pumps - 1kapsarcNo ratings yet
- Pump Back Pressure RegulatorDocument1 pagePump Back Pressure RegulatorkapsarcNo ratings yet
- Construction Progress Report - 1Document2 pagesConstruction Progress Report - 1kapsarcNo ratings yet
- Weld Joint Location in Pressure VesselDocument1 pageWeld Joint Location in Pressure VesselkapsarcNo ratings yet
- Integral Flange FactorDocument1 pageIntegral Flange FactorkapsarcNo ratings yet
- Double Suction ImpellerDocument1 pageDouble Suction ImpellerkapsarcNo ratings yet
- RT Acceptance Criteria For Pressure VesselDocument1 pageRT Acceptance Criteria For Pressure VesselkapsarcNo ratings yet
- Vertical Dry Pit PumpDocument1 pageVertical Dry Pit PumpkapsarcNo ratings yet
- Flange ImperfectionDocument1 pageFlange ImperfectionkapsarcNo ratings yet
- Piping DWGDocument1 pagePiping DWGkapsarcNo ratings yet
- Forces On BoltsDocument1 pageForces On BoltskapsarcNo ratings yet
- Inspection For TanksDocument1 pageInspection For TankskapsarcNo ratings yet
- Pump Alarm ControlDocument1 pagePump Alarm ControlkapsarcNo ratings yet
- Presentation Textile PhysicsDocument7 pagesPresentation Textile PhysicsNipu SenNo ratings yet
- Repair Pocket Guide B31Document2 pagesRepair Pocket Guide B31Adolfo Israel Ayuso SaezNo ratings yet
- Corrosion Control by Materials Selection and DesignDocument2 pagesCorrosion Control by Materials Selection and DesignRama KrishnanNo ratings yet
- 4CH1 1C MSC 202103433204Document18 pages4CH1 1C MSC 202103433204Firtsname LastnameNo ratings yet
- Plastics 20sepDocument152 pagesPlastics 20sepHải TrầnNo ratings yet
- Almajose - Abstracts of Heterogeneous Reaction SystemsDocument3 pagesAlmajose - Abstracts of Heterogeneous Reaction SystemsAllan PaoloNo ratings yet
- Plastic Waste To Syngas - 1Document30 pagesPlastic Waste To Syngas - 1waseemkhan49No ratings yet
- Certificate of Compliance - Union Rev5Document9 pagesCertificate of Compliance - Union Rev5Avinash MulikNo ratings yet
- Advanced Industrial and Engineering Polymer Research: Manas ChandaDocument18 pagesAdvanced Industrial and Engineering Polymer Research: Manas ChandaElena RomeroNo ratings yet
- Figure 1lanzones Fruit From The PhilippinesDocument11 pagesFigure 1lanzones Fruit From The PhilippinesIrish Jane GalloNo ratings yet
- Is.2190.2010 Fire ExtinguishersDocument23 pagesIs.2190.2010 Fire ExtinguishersArrik KhannaNo ratings yet
- Delta 8 CartDocument4 pagesDelta 8 CartHarry SottoNo ratings yet
- Industrial Ro Plant Manufacturer and SupplierDocument11 pagesIndustrial Ro Plant Manufacturer and SupplierindustrialroplantNo ratings yet
- A DRAFT Chemtrac SOP - 120216Document12 pagesA DRAFT Chemtrac SOP - 120216Akin A. OkupeNo ratings yet
- Claesson Katelyn@gmail ComDocument30 pagesClaesson Katelyn@gmail Comapi-284387524No ratings yet
- Pa609n tp158Document5 pagesPa609n tp158latinplastNo ratings yet
- automotiveENG2f2 Lub enLPDocument16 pagesautomotiveENG2f2 Lub enLPsvtraders.vapiNo ratings yet
- Sulphate Test Method PDFDocument3 pagesSulphate Test Method PDFSatish KumarNo ratings yet
- Chapter 7..timberDocument73 pagesChapter 7..timberAakar ArrjyalNo ratings yet
- Stainless Steel Pipe SCHDocument5 pagesStainless Steel Pipe SCHmahaveenNo ratings yet
- Catalysis in Petrochemical ProcessesDocument211 pagesCatalysis in Petrochemical ProcessesDavid LunaNo ratings yet
- Clinic Medicine Inventory: Quantit Y Unit Description Expiration DateDocument3 pagesClinic Medicine Inventory: Quantit Y Unit Description Expiration DateANGELICA RIVERANo ratings yet
- Jerguson Gage Cuts Section PDFDocument26 pagesJerguson Gage Cuts Section PDFDanielArgumedoNo ratings yet
- Pressure Method - AASHTO T 152 (ASTM C231)Document5 pagesPressure Method - AASHTO T 152 (ASTM C231)Einstein JeboneNo ratings yet
- Metric Hex Bolts ISO 4014Document2 pagesMetric Hex Bolts ISO 4014sroenschNo ratings yet
- Nissan Genuine Lubricants and FuidsDocument6 pagesNissan Genuine Lubricants and FuidsJCE2000No ratings yet