Download as pdf or txt
You might also like
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- Master (MBA) Thesis - Sept 2014Document81 pagesMaster (MBA) Thesis - Sept 2014greenfablab ioNo ratings yet
- Environmental Quality Management Volume 13 Issue 2 2003 (Doi 10.1002 - Tqem.10113) Robert B. Pojasek - Lean, Six Sigma, and The Systems Approach - Management Initiatives For Process ImprovementDocument8 pagesEnvironmental Quality Management Volume 13 Issue 2 2003 (Doi 10.1002 - Tqem.10113) Robert B. Pojasek - Lean, Six Sigma, and The Systems Approach - Management Initiatives For Process ImprovementDoni SujanaNo ratings yet
- Software Engineering Unit 1Document66 pagesSoftware Engineering Unit 1Saran VNo ratings yet
- NTPC ERP-in-NTPCDocument144 pagesNTPC ERP-in-NTPCGautamNo ratings yet
- S0360835203001177 - 1 s2.0 S0360835203001177 MainDocument9 pagesS0360835203001177 - 1 s2.0 S0360835203001177 MainArunNo ratings yet
- Process Models: Software Engineering: A Practitioner's Approach, 7/eDocument35 pagesProcess Models: Software Engineering: A Practitioner's Approach, 7/eAwabNo ratings yet
- Practical Framework For Process Safety ManagementDocument13 pagesPractical Framework For Process Safety ManagementSubhi El Haj SalehNo ratings yet
- A Method To Improve The Early StagesDocument16 pagesA Method To Improve The Early StagesIsac MartinsNo ratings yet
- Generalizing Agile Software Development Life CycleDocument6 pagesGeneralizing Agile Software Development Life CycleJaipalReddyNo ratings yet
- Literature Review On Total Productive MaintenanceDocument7 pagesLiterature Review On Total Productive MaintenancefvhacvjdNo ratings yet
- ERP in NTPCDocument141 pagesERP in NTPCSam100% (1)
- APQP Process Capability and Control Webinar 7JAN2020 PPDocument78 pagesAPQP Process Capability and Control Webinar 7JAN2020 PPMoti Ben-ZurNo ratings yet
- Application of Lean Approaches and Techniques in An Automotive CompanyDocument8 pagesApplication of Lean Approaches and Techniques in An Automotive CompanyAchraf adenasNo ratings yet
- IETEBanglore509Document10 pagesIETEBanglore509Muthu KumarNo ratings yet
- System Analysis and Design Waiters On WheelsDocument79 pagesSystem Analysis and Design Waiters On WheelsivneetsinghanandNo ratings yet
- JD - Process EngineerDocument3 pagesJD - Process EngineerAdityaNo ratings yet
- Fmea Failure Mode Effects AnalysisDocument95 pagesFmea Failure Mode Effects Analysisssingla88No ratings yet
- An Integrated Model For Manufacturing Process ImprovementDocument5 pagesAn Integrated Model For Manufacturing Process ImprovementpanchourestiNo ratings yet
- BATCH PROCESS PlaybookDocument104 pagesBATCH PROCESS PlaybookKapil Dev SaggiNo ratings yet
- 5S Program To Reduce Change-Over Time On Forming Department (Case Study On CV Piranti Works Temanggung)Document11 pages5S Program To Reduce Change-Over Time On Forming Department (Case Study On CV Piranti Works Temanggung)MahfuzhNo ratings yet
- Mohamad 2019 IOP Conf. Ser. Mater. Sci. Eng. 530 012041Document12 pagesMohamad 2019 IOP Conf. Ser. Mater. Sci. Eng. 530 012041burnett “titi” accamNo ratings yet
- SE Chapter-02Document35 pagesSE Chapter-02amaanabbas427755No ratings yet
- Courseware Development ProposalDocument6 pagesCourseware Development ProposalKyishaan RatnamNo ratings yet
- A Method To Improve The Early Stages of The Robotic Process Automation LifecycleDocument16 pagesA Method To Improve The Early Stages of The Robotic Process Automation Lifecyclestefanbologa904No ratings yet
- Introduction To Software Engineering: Engr. Hafiza Sundus WaleedDocument24 pagesIntroduction To Software Engineering: Engr. Hafiza Sundus WaleedMuhammad AliNo ratings yet
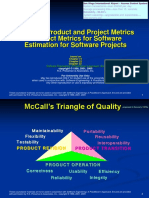
- Process, Product and Project Metrics Product Metrics For Software Estimation For Software ProjectsDocument46 pagesProcess, Product and Project Metrics Product Metrics For Software Estimation For Software ProjectsNassah AllaabNo ratings yet
- Abdurrahman M Syed: Professional SummaryDocument3 pagesAbdurrahman M Syed: Professional SummaryRamesh AmuluruNo ratings yet
- ERP Implementation LifecycleDocument13 pagesERP Implementation LifecycleAnurag Shukla75% (4)
- Daine BrownDocument3 pagesDaine BrownAbdul samiNo ratings yet
- In-Process Metrics For Software TestingDocument22 pagesIn-Process Metrics For Software Testingapi-3738458No ratings yet
- The Role of Measurement in SPMDocument26 pagesThe Role of Measurement in SPMsamar haiderNo ratings yet
- ISAD GROUP 6 Process Improvement PracticesDocument30 pagesISAD GROUP 6 Process Improvement PracticesjordanishraNo ratings yet
- An Application of Overall Equipment Effectiveness (OEE) For Minimizing The Bottleneck Process in Semiconductor IndustryDocument8 pagesAn Application of Overall Equipment Effectiveness (OEE) For Minimizing The Bottleneck Process in Semiconductor IndustryDrRasha Abo ShoShaNo ratings yet
- Information Systems DevelopmentDocument34 pagesInformation Systems DevelopmentSamvid007No ratings yet
- Amm 592-594 2694Document6 pagesAmm 592-594 2694Baljiwan SinghNo ratings yet
- Software Project Management - A Mapping Between RUP and The PMBOKDocument32 pagesSoftware Project Management - A Mapping Between RUP and The PMBOKwaqas pirachaNo ratings yet
- Rup & Pmbok Mapped (Ibm)Document32 pagesRup & Pmbok Mapped (Ibm)Mike DixonNo ratings yet
- Integración Del OEE y FMEADocument6 pagesIntegración Del OEE y FMEADATTA & QUALITYNo ratings yet
- Software Maintenance Productivity Measurement HowDocument13 pagesSoftware Maintenance Productivity Measurement HowDương Việt TùngNo ratings yet
- Maintenance OrganizationDocument10 pagesMaintenance Organizationspalaniyandi100% (1)
- SDLC PMLC Lifecycle PDFDocument67 pagesSDLC PMLC Lifecycle PDFAyan Kumar JanaNo ratings yet
- TE3 Lesson4 SDLC Phases 2021Document28 pagesTE3 Lesson4 SDLC Phases 2021Incog NitoNo ratings yet
- LCE Line Performance OptimizationDocument2 pagesLCE Line Performance OptimizationAnthony CollierNo ratings yet
- Application of Six Sigma in Semiconductor ManufactDocument19 pagesApplication of Six Sigma in Semiconductor ManufactMohit GuptaNo ratings yet
- Sase Mod 2Document17 pagesSase Mod 2harishankarka28No ratings yet
- Performance Management Systems For Project Management Offices: A Case-Based StudyDocument9 pagesPerformance Management Systems For Project Management Offices: A Case-Based StudyLucero Bereche BNo ratings yet
- Post Implementation Reviews Made SimpleDocument17 pagesPost Implementation Reviews Made SimpleNaushad SiddiquiNo ratings yet
- FMEADocument87 pagesFMEAArijitMalakarNo ratings yet
- Critical Success Factors For The Implementation of Enterprise Resource Planning (Erp) : Empirical ValidationDocument10 pagesCritical Success Factors For The Implementation of Enterprise Resource Planning (Erp) : Empirical ValidationiacikgozNo ratings yet
- Benchmarking Xerox Case StudyDocument7 pagesBenchmarking Xerox Case Studydni oduNo ratings yet
- Ce@80 2007 03.06.02.10 Doc PaperDocument8 pagesCe@80 2007 03.06.02.10 Doc PaperacgamadorNo ratings yet
- Brainstorming As A Tool For The Benchmar PDFDocument4 pagesBrainstorming As A Tool For The Benchmar PDFPaul MustaphaNo ratings yet
- Productivity Improvement in Assembly Line of Automobile Industry by Reducing Cycle Time of OperationsDocument5 pagesProductivity Improvement in Assembly Line of Automobile Industry by Reducing Cycle Time of OperationsMadeeha KhanNo ratings yet
- TQM 3Document8 pagesTQM 3api-273393702No ratings yet
- Enterprise Resource Planning: Fundamentals of Design and ImplementationFrom EverandEnterprise Resource Planning: Fundamentals of Design and ImplementationNo ratings yet
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingFrom EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingRating: 4.5 out of 5 stars4.5/5 (3)
- Book Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementFrom EverandBook Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementNo ratings yet
- MTBF and MTTR For MIM 20190103Document7 pagesMTBF and MTTR For MIM 20190103Anorudo AguilarNo ratings yet
- Problems in Queuing Theory: Inoper3Document11 pagesProblems in Queuing Theory: Inoper3Anorudo AguilarNo ratings yet
- Pinpoint: Problem Determination in Large: ArticleDocument11 pagesPinpoint: Problem Determination in Large: ArticleAnorudo AguilarNo ratings yet
- Stochastic Inventory ModelDocument38 pagesStochastic Inventory ModelAnorudo AguilarNo ratings yet
- Analysis of The Correctness of Determination of The Effectiveness of Maintenance Service ActionsDocument7 pagesAnalysis of The Correctness of Determination of The Effectiveness of Maintenance Service ActionsAnorudo AguilarNo ratings yet
- Queuing Theory: Fast-Food Restaurants, Post Office, Grocery Store, BankDocument29 pagesQueuing Theory: Fast-Food Restaurants, Post Office, Grocery Store, BankAnorudo AguilarNo ratings yet
- Stochastic Inventory Models: INOPER3 NotesDocument37 pagesStochastic Inventory Models: INOPER3 NotesAnorudo AguilarNo ratings yet
- MS-CIT Question Bank 1: Answer Start ButtonDocument29 pagesMS-CIT Question Bank 1: Answer Start ButtonChamika Madushan ManawaduNo ratings yet
- Sewage Treatment Plant - Operation Manual PDFDocument64 pagesSewage Treatment Plant - Operation Manual PDFDinhQuangDat100% (1)
- 3210 HT 21-12-2023 SPLDocument1 page3210 HT 21-12-2023 SPLVishnu Vardhan ANo ratings yet
- Personnel Planning & Recruiting: Presented By: FSZDocument41 pagesPersonnel Planning & Recruiting: Presented By: FSZTaraa HoqueNo ratings yet
- Sap Bydesign 1702 Product Info Product DataDocument116 pagesSap Bydesign 1702 Product Info Product DataMohammed DobaiNo ratings yet
- African Centre For Media Excellence Annual Report 2016Document68 pagesAfrican Centre For Media Excellence Annual Report 2016African Centre for Media Excellence100% (3)
- Factors Affecting The Quality of Auditing: The Case of Jordanian Commercial BanksDocument3 pagesFactors Affecting The Quality of Auditing: The Case of Jordanian Commercial Bankswali ahmedNo ratings yet
- Art 19 RPCDocument5 pagesArt 19 RPCHappynako Wholesome100% (1)
- MPU3512-Topic 5Document10 pagesMPU3512-Topic 5Thivya JayanthiNo ratings yet
- Mizoram Driver Group B and C Post Recruitment Rules 2018Document5 pagesMizoram Driver Group B and C Post Recruitment Rules 2018Ngcha PachuauNo ratings yet
- Promoting Community Reintegration Using Narratives and Skills Building For Young Adults With Stroke: A Protocol For A Randomised Controlled TrialDocument8 pagesPromoting Community Reintegration Using Narratives and Skills Building For Young Adults With Stroke: A Protocol For A Randomised Controlled TrialMAHESH KOUJALAGINo ratings yet
- Aboitiz Shipping Corp v. CADocument1 pageAboitiz Shipping Corp v. CAAnonymous bOncqbp8yiNo ratings yet
- Finals Transcript PALEDocument45 pagesFinals Transcript PALEjpoy61494No ratings yet
- Dolibarr - Suppliers ManagementDocument6 pagesDolibarr - Suppliers ManagementDiana de AlmeidaNo ratings yet
- July 2006Document24 pagesJuly 2006Judicial Watch, Inc.No ratings yet
- Could Vs Be Able To WorksheetDocument1 pageCould Vs Be Able To WorksheetJeronimo RiveroNo ratings yet
- Counter Affidavit SaquitonDocument4 pagesCounter Affidavit SaquitonRoger Montero Jr.No ratings yet
- 6020 & 6040 SERIES Environmental Chambers Operations Manual For Models 6020, 6021, 6022, 6023, 6025, 6027 6040, 6041, 6042, 6043, 6045, 6047Document66 pages6020 & 6040 SERIES Environmental Chambers Operations Manual For Models 6020, 6021, 6022, 6023, 6025, 6027 6040, 6041, 6042, 6043, 6045, 6047Walter RomeroNo ratings yet
- Elections in The Internet AgeDocument30 pagesElections in The Internet AgeMaricel P. GopitaNo ratings yet
- Cisco DNA Center Assurance 1.3 - Instant DemoDocument33 pagesCisco DNA Center Assurance 1.3 - Instant Demothelmo jarrinNo ratings yet
- Students Material Case StudyDocument2 pagesStudents Material Case StudyFatima syedaNo ratings yet
- Borchert Epochs SummaryDocument5 pagesBorchert Epochs SummaryDafri EsfandiariNo ratings yet
- W AsiaDocument6 pagesW Asiaapi-213954485No ratings yet
- 50 Percentage Problems With SolutionsDocument31 pages50 Percentage Problems With SolutionsAbhilash LoveNo ratings yet
- 520 qs001 - en e PDFDocument36 pages520 qs001 - en e PDFvantiencdtk7No ratings yet
- Health, Safety and Environmental Considerations For Process SynthesisDocument6 pagesHealth, Safety and Environmental Considerations For Process SynthesisBramJanssen76No ratings yet
- Telgi ScamsDocument21 pagesTelgi ScamsFlavia NunesNo ratings yet
- Carver Nash Spss ProblemDocument6 pagesCarver Nash Spss ProblemNitish SenNo ratings yet
- Psychology of RehabilitationDocument154 pagesPsychology of RehabilitationDhruv JainNo ratings yet
- Braking Resistor SAFUR180F460 Braking Resistor 460V 180kW 2.4 OhmDocument2 pagesBraking Resistor SAFUR180F460 Braking Resistor 460V 180kW 2.4 OhmmanthuNo ratings yet