
Rationalised Welding Consumables For Site Fabrication/Erection
Rationalised Welding Consumables For Site Fabrication/Erection
You might also like
- Necrotic Gnome - Winters Daughter 5eDocument52 pagesNecrotic Gnome - Winters Daughter 5eMc Roxas75% (12)
- Runner Casted-Vs-Microguss Wangdi DDocument0 pagesRunner Casted-Vs-Microguss Wangdi DsapkotamonishNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- BOHLER E71T-1C - 1M 1.2mm F71TA08173Document1 pageBOHLER E71T-1C - 1M 1.2mm F71TA08173ALexander HuancahuireNo ratings yet
- Slitting Machine Manufacturer in NoidaDocument13 pagesSlitting Machine Manufacturer in NoidaNIRMAL OVERSEAS LIMITEDNo ratings yet
- Voestolptne: S LCRDocument1 pageVoestolptne: S LCRYoga ArdiansyahNo ratings yet
- Skirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyDocument4 pagesSkirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyMohammad AdilNo ratings yet
- Laser Welding of Cast Iron and Carburized Steel For Differential GearDocument7 pagesLaser Welding of Cast Iron and Carburized Steel For Differential GearJakub MaierNo ratings yet
- 2010-05-31 Schunk Carbon-Brush Shaft GroundingDocument7 pages2010-05-31 Schunk Carbon-Brush Shaft GroundingcorsairsanNo ratings yet
- 2013 Seven Year Water Planning Statement PDFDocument110 pages2013 Seven Year Water Planning Statement PDFreghuNo ratings yet
- Scubber Seal Tank (6a25-T12) 12kl-MasterDocument2 pagesScubber Seal Tank (6a25-T12) 12kl-MasterJayan VKNo ratings yet
- Case Study - Nathpa Jhakri - Oct17 - 1 PDFDocument6 pagesCase Study - Nathpa Jhakri - Oct17 - 1 PDFAdarsh Kumar ManwalNo ratings yet
- Application Ideas IDocument114 pagesApplication Ideas Imarlon diazNo ratings yet
- ASME Section IX - Close BookDocument6 pagesASME Section IX - Close BooksubhaNo ratings yet
- Stellite 6 - ERCoCrADocument2 pagesStellite 6 - ERCoCrAtilakthakar1No ratings yet
- Application - Cast Iron RepairDocument16 pagesApplication - Cast Iron RepairAnonymous L0ChmPGNo ratings yet
- Metallurgy of Carbon SteelDocument5 pagesMetallurgy of Carbon SteelMadhavan SoundararajanNo ratings yet
- Sarma Tub Inox Certificat PDFDocument1 pageSarma Tub Inox Certificat PDFJacob HarrisNo ratings yet
- Is 4771 1985Document15 pagesIs 4771 1985kannankriv100% (1)
- Anchor Chain PDFDocument10 pagesAnchor Chain PDFchristianvanNo ratings yet
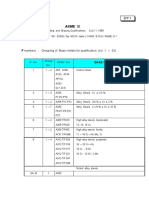
- P Numbers: Grouping of Base Metals For Qualification (No. 1Document5 pagesP Numbers: Grouping of Base Metals For Qualification (No. 1Lim DongseopNo ratings yet
- AA4Document19 pagesAA4Karthik P MuraliNo ratings yet
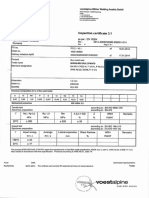
- Inspection Certificate 3.1 - ,: According EN 10204: 2005Document1 pageInspection Certificate 3.1 - ,: According EN 10204: 2005B.M Industrial Works100% (1)
- General Information G-0002: Description On Material JIS-ASTMDocument4 pagesGeneral Information G-0002: Description On Material JIS-ASTMEko Indra SaputraNo ratings yet
- Standard For Suspension InstallationDocument3 pagesStandard For Suspension InstallationnkprabhakaranNo ratings yet
- DC Motor CalculationDocument4 pagesDC Motor Calculationrock starNo ratings yet
- D & H Equipment Booklet NewDocument21 pagesD & H Equipment Booklet NewHarsh Purohit100% (1)
- Catalogue For DaiHan Anchor Chain MFGDocument20 pagesCatalogue For DaiHan Anchor Chain MFGthlim19078656No ratings yet
- Design Aspects in Welding: Dr. V.P. RaghupathyDocument26 pagesDesign Aspects in Welding: Dr. V.P. RaghupathyPalani KarthiNo ratings yet
- Coating 05-2013Document24 pagesCoating 05-2013Anonymous ofip0rqXI100% (1)
- Bharat Heavy Electricals Limited: Tiruchirappalli-620 014 Fuel Systems/PE (FB)Document5 pagesBharat Heavy Electricals Limited: Tiruchirappalli-620 014 Fuel Systems/PE (FB)bmanojkumar16No ratings yet
- Flexible Couplings 2010Document32 pagesFlexible Couplings 2010amekhzoumiNo ratings yet
- Madhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)Document2 pagesMadhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)AnandNo ratings yet
- NMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline ProjectDocument935 pagesNMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline Projectarindam_925024954No ratings yet
- ASTM A242: General Product DescriptionDocument1 pageASTM A242: General Product DescriptionFrançois CarlierNo ratings yet
- March 2020: IEA Wind TCP Task 37Document54 pagesMarch 2020: IEA Wind TCP Task 37francisco javier comasNo ratings yet
- Fixed Cone ValveDocument11 pagesFixed Cone ValveRofi Trianto SNo ratings yet
- MTI Friction Welding Brochure PDFDocument60 pagesMTI Friction Welding Brochure PDFemirNo ratings yet
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićNo ratings yet
- Difference Between Sag Mill Vs Ball MillDocument3 pagesDifference Between Sag Mill Vs Ball MillDzakiyyah IchaNo ratings yet
- 24UTP Railway GBDocument8 pages24UTP Railway GBwpsssamsungNo ratings yet
- CST in IndonesiaDocument27 pagesCST in IndonesiaLukarsa2013No ratings yet
- Thermo-Mechanical Processing and Forming of SteelsDocument14 pagesThermo-Mechanical Processing and Forming of SteelsParth AshokNo ratings yet
- Schunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFDocument2 pagesSchunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFMUHAMMAD ASYRAAF BIN ANUARNo ratings yet
- Elect. Drag - GA132 DolDocument5 pagesElect. Drag - GA132 DolmaheshNo ratings yet
- MiningDocument28 pagesMiningUday GokhaleNo ratings yet
- DMR 249 ADocument8 pagesDMR 249 Aasprclms durgapurNo ratings yet
- 3.1 Guideline-Selection of Turbine and Governing System1Document91 pages3.1 Guideline-Selection of Turbine and Governing System1SasankNo ratings yet
- 45-51 AVK Gate Valve Non Rising Stem UL-FMDocument2 pages45-51 AVK Gate Valve Non Rising Stem UL-FMImtiyaz KhanNo ratings yet
- 29g KSBDocument1 page29g KSBGut BeerliNo ratings yet
- Brief Introduction - Noksel Steel Pipe Co.Document2 pagesBrief Introduction - Noksel Steel Pipe Co.Ahmad AlkhasonehNo ratings yet
- OneSteel Valve Product CatalogueDocument40 pagesOneSteel Valve Product CatalogueEr Pupone de Naza100% (1)
- Sepadu Tech Company ProfileDocument45 pagesSepadu Tech Company ProfilegautamwayseNo ratings yet
- Procedimiento de Reparación TurbinaDocument4 pagesProcedimiento de Reparación Turbinajaime huertasNo ratings yet
- Welding Consumable List-Field WeldingDocument6 pagesWelding Consumable List-Field Weldinginfo sparkNo ratings yet
- Fdocuments - in - Approved Brand List Electrode PDFDocument7 pagesFdocuments - in - Approved Brand List Electrode PDFRahul BishnoiNo ratings yet
- Page 141 of 177Document37 pagesPage 141 of 177Amit SharmaNo ratings yet
- Metrode News Aug 09Document9 pagesMetrode News Aug 09ElMacheteDelHuesoNo ratings yet
- Plante PresttnDocument57 pagesPlante PresttnPrudhvi RajNo ratings yet
- Welding Electrode SelectionDocument3 pagesWelding Electrode SelectionKailas AnandeNo ratings yet
- 01.1 Folien 2012-08-29 We, Insulation Systems With NOMEX EPOFLEXDocument99 pages01.1 Folien 2012-08-29 We, Insulation Systems With NOMEX EPOFLEXAlberto VegaNo ratings yet
- Fdreceipt2022 10 12 09 45 43Document3 pagesFdreceipt2022 10 12 09 45 43Murali YNo ratings yet
- 3 Integrated Platform With History Presentation by Eugene LimDocument58 pages3 Integrated Platform With History Presentation by Eugene LimMurali YNo ratings yet
- For - Welding Electrodes & Dissimilar Welding - Meil 07-19-2022Document2 pagesFor - Welding Electrodes & Dissimilar Welding - Meil 07-19-2022Murali YNo ratings yet
- Decorative XP Products: Dealers' Price ListDocument7 pagesDecorative XP Products: Dealers' Price ListMurali YNo ratings yet
- Golden BroucherDocument4 pagesGolden BroucherMurali YNo ratings yet
- Incertech Catalogue PDFDocument16 pagesIncertech Catalogue PDFMurali YNo ratings yet
- Maxfil 42BDocument1 pageMaxfil 42BMurali YNo ratings yet
- UT ProcedureDocument6 pagesUT ProcedureMurali YNo ratings yet
- Rajednra 2022 Price List PDFDocument28 pagesRajednra 2022 Price List PDFMurali YNo ratings yet
- TUV Inspection Engineer RequirementDocument1 pageTUV Inspection Engineer RequirementMurali YNo ratings yet
- Welder List 18-11-22 PDFDocument1 pageWelder List 18-11-22 PDFMurali YNo ratings yet
- Blasting Balance List PDFDocument1 pageBlasting Balance List PDFMurali YNo ratings yet
- Liquid Penetrant Test (DPT) Procedure: Petron Engineering Construction LTDDocument6 pagesLiquid Penetrant Test (DPT) Procedure: Petron Engineering Construction LTDMurali Y100% (2)
- HYD PAT: TICKET - ConfirmedDocument2 pagesHYD PAT: TICKET - ConfirmedMurali YNo ratings yet
- Ultrasonic Examination Procedure Megha Engineering & Infrastructures LimitedDocument10 pagesUltrasonic Examination Procedure Megha Engineering & Infrastructures LimitedMurali YNo ratings yet
- Safety Signages CatalogueDocument34 pagesSafety Signages CatalogueMurali YNo ratings yet
- ISO HSE Management System Master File For HO and SiteDocument24 pagesISO HSE Management System Master File For HO and SiteMurali YNo ratings yet
- Assets Assignment FormDocument1 pageAssets Assignment FormMurali YNo ratings yet
- Cswip PDFDocument1 pageCswip PDFMurali YNo ratings yet
- Infection Control Questions For StaffDocument3 pagesInfection Control Questions For StaffManisha maharaNo ratings yet
- Bohemian Rhapsody (Ukulele Tab)Document4 pagesBohemian Rhapsody (Ukulele Tab)crojohnsonNo ratings yet
- Terjemahan Onresearch-AmethodologicalintroductionDocument32 pagesTerjemahan Onresearch-Amethodologicalintroductionfriska anjaNo ratings yet
- Butterfly CircusDocument2 pagesButterfly CircusSalma BenjellounNo ratings yet
- Entrepreneurship: Entrepreneurship According To Onuoha (2007) Is The Practice of Starting New Organizations orDocument5 pagesEntrepreneurship: Entrepreneurship According To Onuoha (2007) Is The Practice of Starting New Organizations orDeogratias LaurentNo ratings yet
- PW Unit 8 PDFDocument3 pagesPW Unit 8 PDFac5sro1No ratings yet
- Acknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andDocument23 pagesAcknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andKomal DeshmukhNo ratings yet
- Authors BookDocument189 pagesAuthors Bookمحمد رضا رضوانیNo ratings yet
- Active Certificates: A Framework For DelegationDocument39 pagesActive Certificates: A Framework For DelegationBruno CrispoNo ratings yet
- Krishnan - Soliton Interview ExperienceDocument4 pagesKrishnan - Soliton Interview ExperiencePoorna Saai MNo ratings yet
- Alchemist Guide ProductionsDocument23 pagesAlchemist Guide ProductionsNovi NovianNo ratings yet
- CERTIFIED DIGITAL TRANSFORMATION PROFESSIONAL (CDTP) - CDTPFlyer2020Document6 pagesCERTIFIED DIGITAL TRANSFORMATION PROFESSIONAL (CDTP) - CDTPFlyer2020kien_le_14No ratings yet
- CGDocument40 pagesCGbijju007No ratings yet
- Team Sports: Volleyball Positions and RolesDocument3 pagesTeam Sports: Volleyball Positions and RolesPATRICIA VISDA ASTORNo ratings yet
- Turbogenerator Stator Windings Support System. Experience-CigreDocument121 pagesTurbogenerator Stator Windings Support System. Experience-CigreJorge Vallejos100% (1)
- Cigre2012 - Power System Energy EfficiencyDocument10 pagesCigre2012 - Power System Energy EfficiencyFernando De MarcoNo ratings yet
- IKCS12F60BBDocument1 pageIKCS12F60BBAbdeljalil ElhimaniNo ratings yet
- Pyi1701 0000 Pip Et 0001 - 0Document18 pagesPyi1701 0000 Pip Et 0001 - 0Marko QuilahuequeNo ratings yet
- Tarang Hearing Aids To MoH Thru DEIT - 3Document9 pagesTarang Hearing Aids To MoH Thru DEIT - 3Ravindra KumarNo ratings yet
- Xii CH 1 PPT 1Document92 pagesXii CH 1 PPT 1jiyanshi yadavNo ratings yet
- Project Report On Indian Stock Market - DBFSDocument100 pagesProject Report On Indian Stock Market - DBFSkartikNo ratings yet
- ES341 Lab 2Document12 pagesES341 Lab 2PajhmanAwghanNo ratings yet
- The Life and Works of ModiglianiDocument88 pagesThe Life and Works of ModiglianiKaanDemirer100% (1)
- Sheriff's Notice of Extra-Judicial SaleDocument1 pageSheriff's Notice of Extra-Judicial SalespidercyeNo ratings yet
- Fds Traffic Paint White YelowDocument10 pagesFds Traffic Paint White YelowMathias CoekaertsNo ratings yet
- Dolby Vision Generic 4.0 Studio SpecDocument3 pagesDolby Vision Generic 4.0 Studio Spectakeeasy5 takeeasy5No ratings yet
- SHLT SCI 9 Q3 Wk5 6 1Document16 pagesSHLT SCI 9 Q3 Wk5 6 1irishangela789No ratings yet
- Part4-Object Oriented ProgrammingDocument151 pagesPart4-Object Oriented Programminganhtrang_181289No ratings yet
- Data Gathering ActivitiesDocument3 pagesData Gathering ActivitiesKyla PapaNo ratings yet











































































































Download as doc, pdf, or txt
You might also like
- Necrotic Gnome - Winters Daughter 5eDocument52 pagesNecrotic Gnome - Winters Daughter 5eMc Roxas75% (12)
- Runner Casted-Vs-Microguss Wangdi DDocument0 pagesRunner Casted-Vs-Microguss Wangdi DsapkotamonishNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- BOHLER E71T-1C - 1M 1.2mm F71TA08173Document1 pageBOHLER E71T-1C - 1M 1.2mm F71TA08173ALexander HuancahuireNo ratings yet
- Slitting Machine Manufacturer in NoidaDocument13 pagesSlitting Machine Manufacturer in NoidaNIRMAL OVERSEAS LIMITEDNo ratings yet
- Voestolptne: S LCRDocument1 pageVoestolptne: S LCRYoga ArdiansyahNo ratings yet
- Skirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyDocument4 pagesSkirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyMohammad AdilNo ratings yet
- Laser Welding of Cast Iron and Carburized Steel For Differential GearDocument7 pagesLaser Welding of Cast Iron and Carburized Steel For Differential GearJakub MaierNo ratings yet
- 2010-05-31 Schunk Carbon-Brush Shaft GroundingDocument7 pages2010-05-31 Schunk Carbon-Brush Shaft GroundingcorsairsanNo ratings yet
- 2013 Seven Year Water Planning Statement PDFDocument110 pages2013 Seven Year Water Planning Statement PDFreghuNo ratings yet
- Scubber Seal Tank (6a25-T12) 12kl-MasterDocument2 pagesScubber Seal Tank (6a25-T12) 12kl-MasterJayan VKNo ratings yet
- Case Study - Nathpa Jhakri - Oct17 - 1 PDFDocument6 pagesCase Study - Nathpa Jhakri - Oct17 - 1 PDFAdarsh Kumar ManwalNo ratings yet
- Application Ideas IDocument114 pagesApplication Ideas Imarlon diazNo ratings yet
- ASME Section IX - Close BookDocument6 pagesASME Section IX - Close BooksubhaNo ratings yet
- Stellite 6 - ERCoCrADocument2 pagesStellite 6 - ERCoCrAtilakthakar1No ratings yet
- Application - Cast Iron RepairDocument16 pagesApplication - Cast Iron RepairAnonymous L0ChmPGNo ratings yet
- Metallurgy of Carbon SteelDocument5 pagesMetallurgy of Carbon SteelMadhavan SoundararajanNo ratings yet
- Sarma Tub Inox Certificat PDFDocument1 pageSarma Tub Inox Certificat PDFJacob HarrisNo ratings yet
- Is 4771 1985Document15 pagesIs 4771 1985kannankriv100% (1)
- Anchor Chain PDFDocument10 pagesAnchor Chain PDFchristianvanNo ratings yet
- P Numbers: Grouping of Base Metals For Qualification (No. 1Document5 pagesP Numbers: Grouping of Base Metals For Qualification (No. 1Lim DongseopNo ratings yet
- AA4Document19 pagesAA4Karthik P MuraliNo ratings yet
- Inspection Certificate 3.1 - ,: According EN 10204: 2005Document1 pageInspection Certificate 3.1 - ,: According EN 10204: 2005B.M Industrial Works100% (1)
- General Information G-0002: Description On Material JIS-ASTMDocument4 pagesGeneral Information G-0002: Description On Material JIS-ASTMEko Indra SaputraNo ratings yet
- Standard For Suspension InstallationDocument3 pagesStandard For Suspension InstallationnkprabhakaranNo ratings yet
- DC Motor CalculationDocument4 pagesDC Motor Calculationrock starNo ratings yet
- D & H Equipment Booklet NewDocument21 pagesD & H Equipment Booklet NewHarsh Purohit100% (1)
- Catalogue For DaiHan Anchor Chain MFGDocument20 pagesCatalogue For DaiHan Anchor Chain MFGthlim19078656No ratings yet
- Design Aspects in Welding: Dr. V.P. RaghupathyDocument26 pagesDesign Aspects in Welding: Dr. V.P. RaghupathyPalani KarthiNo ratings yet
- Coating 05-2013Document24 pagesCoating 05-2013Anonymous ofip0rqXI100% (1)
- Bharat Heavy Electricals Limited: Tiruchirappalli-620 014 Fuel Systems/PE (FB)Document5 pagesBharat Heavy Electricals Limited: Tiruchirappalli-620 014 Fuel Systems/PE (FB)bmanojkumar16No ratings yet
- Flexible Couplings 2010Document32 pagesFlexible Couplings 2010amekhzoumiNo ratings yet
- Madhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)Document2 pagesMadhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)AnandNo ratings yet
- NMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline ProjectDocument935 pagesNMDC Limited Hyderabad: Slurry Pipeline, Iron Ore Beneficiation Plant, Pellet Plant and Water Pipeline Projectarindam_925024954No ratings yet
- ASTM A242: General Product DescriptionDocument1 pageASTM A242: General Product DescriptionFrançois CarlierNo ratings yet
- March 2020: IEA Wind TCP Task 37Document54 pagesMarch 2020: IEA Wind TCP Task 37francisco javier comasNo ratings yet
- Fixed Cone ValveDocument11 pagesFixed Cone ValveRofi Trianto SNo ratings yet
- MTI Friction Welding Brochure PDFDocument60 pagesMTI Friction Welding Brochure PDFemirNo ratings yet
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićNo ratings yet
- Difference Between Sag Mill Vs Ball MillDocument3 pagesDifference Between Sag Mill Vs Ball MillDzakiyyah IchaNo ratings yet
- 24UTP Railway GBDocument8 pages24UTP Railway GBwpsssamsungNo ratings yet
- CST in IndonesiaDocument27 pagesCST in IndonesiaLukarsa2013No ratings yet
- Thermo-Mechanical Processing and Forming of SteelsDocument14 pagesThermo-Mechanical Processing and Forming of SteelsParth AshokNo ratings yet
- Schunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFDocument2 pagesSchunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFMUHAMMAD ASYRAAF BIN ANUARNo ratings yet
- Elect. Drag - GA132 DolDocument5 pagesElect. Drag - GA132 DolmaheshNo ratings yet
- MiningDocument28 pagesMiningUday GokhaleNo ratings yet
- DMR 249 ADocument8 pagesDMR 249 Aasprclms durgapurNo ratings yet
- 3.1 Guideline-Selection of Turbine and Governing System1Document91 pages3.1 Guideline-Selection of Turbine and Governing System1SasankNo ratings yet
- 45-51 AVK Gate Valve Non Rising Stem UL-FMDocument2 pages45-51 AVK Gate Valve Non Rising Stem UL-FMImtiyaz KhanNo ratings yet
- 29g KSBDocument1 page29g KSBGut BeerliNo ratings yet
- Brief Introduction - Noksel Steel Pipe Co.Document2 pagesBrief Introduction - Noksel Steel Pipe Co.Ahmad AlkhasonehNo ratings yet
- OneSteel Valve Product CatalogueDocument40 pagesOneSteel Valve Product CatalogueEr Pupone de Naza100% (1)
- Sepadu Tech Company ProfileDocument45 pagesSepadu Tech Company ProfilegautamwayseNo ratings yet
- Procedimiento de Reparación TurbinaDocument4 pagesProcedimiento de Reparación Turbinajaime huertasNo ratings yet
- Welding Consumable List-Field WeldingDocument6 pagesWelding Consumable List-Field Weldinginfo sparkNo ratings yet
- Fdocuments - in - Approved Brand List Electrode PDFDocument7 pagesFdocuments - in - Approved Brand List Electrode PDFRahul BishnoiNo ratings yet
- Page 141 of 177Document37 pagesPage 141 of 177Amit SharmaNo ratings yet
- Metrode News Aug 09Document9 pagesMetrode News Aug 09ElMacheteDelHuesoNo ratings yet
- Plante PresttnDocument57 pagesPlante PresttnPrudhvi RajNo ratings yet
- Welding Electrode SelectionDocument3 pagesWelding Electrode SelectionKailas AnandeNo ratings yet
- 01.1 Folien 2012-08-29 We, Insulation Systems With NOMEX EPOFLEXDocument99 pages01.1 Folien 2012-08-29 We, Insulation Systems With NOMEX EPOFLEXAlberto VegaNo ratings yet
- Fdreceipt2022 10 12 09 45 43Document3 pagesFdreceipt2022 10 12 09 45 43Murali YNo ratings yet
- 3 Integrated Platform With History Presentation by Eugene LimDocument58 pages3 Integrated Platform With History Presentation by Eugene LimMurali YNo ratings yet
- For - Welding Electrodes & Dissimilar Welding - Meil 07-19-2022Document2 pagesFor - Welding Electrodes & Dissimilar Welding - Meil 07-19-2022Murali YNo ratings yet
- Decorative XP Products: Dealers' Price ListDocument7 pagesDecorative XP Products: Dealers' Price ListMurali YNo ratings yet
- Golden BroucherDocument4 pagesGolden BroucherMurali YNo ratings yet
- Incertech Catalogue PDFDocument16 pagesIncertech Catalogue PDFMurali YNo ratings yet
- Maxfil 42BDocument1 pageMaxfil 42BMurali YNo ratings yet
- UT ProcedureDocument6 pagesUT ProcedureMurali YNo ratings yet
- Rajednra 2022 Price List PDFDocument28 pagesRajednra 2022 Price List PDFMurali YNo ratings yet
- TUV Inspection Engineer RequirementDocument1 pageTUV Inspection Engineer RequirementMurali YNo ratings yet
- Welder List 18-11-22 PDFDocument1 pageWelder List 18-11-22 PDFMurali YNo ratings yet
- Blasting Balance List PDFDocument1 pageBlasting Balance List PDFMurali YNo ratings yet
- Liquid Penetrant Test (DPT) Procedure: Petron Engineering Construction LTDDocument6 pagesLiquid Penetrant Test (DPT) Procedure: Petron Engineering Construction LTDMurali Y100% (2)
- HYD PAT: TICKET - ConfirmedDocument2 pagesHYD PAT: TICKET - ConfirmedMurali YNo ratings yet
- Ultrasonic Examination Procedure Megha Engineering & Infrastructures LimitedDocument10 pagesUltrasonic Examination Procedure Megha Engineering & Infrastructures LimitedMurali YNo ratings yet
- Safety Signages CatalogueDocument34 pagesSafety Signages CatalogueMurali YNo ratings yet
- ISO HSE Management System Master File For HO and SiteDocument24 pagesISO HSE Management System Master File For HO and SiteMurali YNo ratings yet
- Assets Assignment FormDocument1 pageAssets Assignment FormMurali YNo ratings yet
- Cswip PDFDocument1 pageCswip PDFMurali YNo ratings yet
- Infection Control Questions For StaffDocument3 pagesInfection Control Questions For StaffManisha maharaNo ratings yet
- Bohemian Rhapsody (Ukulele Tab)Document4 pagesBohemian Rhapsody (Ukulele Tab)crojohnsonNo ratings yet
- Terjemahan Onresearch-AmethodologicalintroductionDocument32 pagesTerjemahan Onresearch-Amethodologicalintroductionfriska anjaNo ratings yet
- Butterfly CircusDocument2 pagesButterfly CircusSalma BenjellounNo ratings yet
- Entrepreneurship: Entrepreneurship According To Onuoha (2007) Is The Practice of Starting New Organizations orDocument5 pagesEntrepreneurship: Entrepreneurship According To Onuoha (2007) Is The Practice of Starting New Organizations orDeogratias LaurentNo ratings yet
- PW Unit 8 PDFDocument3 pagesPW Unit 8 PDFac5sro1No ratings yet
- Acknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andDocument23 pagesAcknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andKomal DeshmukhNo ratings yet
- Authors BookDocument189 pagesAuthors Bookمحمد رضا رضوانیNo ratings yet
- Active Certificates: A Framework For DelegationDocument39 pagesActive Certificates: A Framework For DelegationBruno CrispoNo ratings yet
- Krishnan - Soliton Interview ExperienceDocument4 pagesKrishnan - Soliton Interview ExperiencePoorna Saai MNo ratings yet
- Alchemist Guide ProductionsDocument23 pagesAlchemist Guide ProductionsNovi NovianNo ratings yet
- CERTIFIED DIGITAL TRANSFORMATION PROFESSIONAL (CDTP) - CDTPFlyer2020Document6 pagesCERTIFIED DIGITAL TRANSFORMATION PROFESSIONAL (CDTP) - CDTPFlyer2020kien_le_14No ratings yet
- CGDocument40 pagesCGbijju007No ratings yet
- Team Sports: Volleyball Positions and RolesDocument3 pagesTeam Sports: Volleyball Positions and RolesPATRICIA VISDA ASTORNo ratings yet
- Turbogenerator Stator Windings Support System. Experience-CigreDocument121 pagesTurbogenerator Stator Windings Support System. Experience-CigreJorge Vallejos100% (1)
- Cigre2012 - Power System Energy EfficiencyDocument10 pagesCigre2012 - Power System Energy EfficiencyFernando De MarcoNo ratings yet
- IKCS12F60BBDocument1 pageIKCS12F60BBAbdeljalil ElhimaniNo ratings yet
- Pyi1701 0000 Pip Et 0001 - 0Document18 pagesPyi1701 0000 Pip Et 0001 - 0Marko QuilahuequeNo ratings yet
- Tarang Hearing Aids To MoH Thru DEIT - 3Document9 pagesTarang Hearing Aids To MoH Thru DEIT - 3Ravindra KumarNo ratings yet
- Xii CH 1 PPT 1Document92 pagesXii CH 1 PPT 1jiyanshi yadavNo ratings yet
- Project Report On Indian Stock Market - DBFSDocument100 pagesProject Report On Indian Stock Market - DBFSkartikNo ratings yet
- ES341 Lab 2Document12 pagesES341 Lab 2PajhmanAwghanNo ratings yet
- The Life and Works of ModiglianiDocument88 pagesThe Life and Works of ModiglianiKaanDemirer100% (1)
- Sheriff's Notice of Extra-Judicial SaleDocument1 pageSheriff's Notice of Extra-Judicial SalespidercyeNo ratings yet
- Fds Traffic Paint White YelowDocument10 pagesFds Traffic Paint White YelowMathias CoekaertsNo ratings yet
- Dolby Vision Generic 4.0 Studio SpecDocument3 pagesDolby Vision Generic 4.0 Studio Spectakeeasy5 takeeasy5No ratings yet
- SHLT SCI 9 Q3 Wk5 6 1Document16 pagesSHLT SCI 9 Q3 Wk5 6 1irishangela789No ratings yet
- Part4-Object Oriented ProgrammingDocument151 pagesPart4-Object Oriented Programminganhtrang_181289No ratings yet
- Data Gathering ActivitiesDocument3 pagesData Gathering ActivitiesKyla PapaNo ratings yet