Download as pdf or txt
You might also like
- Join Cardinality Estimation MethodsDocument35 pagesJoin Cardinality Estimation MethodsChinar100% (1)
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Engineering Material Specification: Controlled Document at Page 1 of 7Document7 pagesEngineering Material Specification: Controlled Document at Page 1 of 7Reginaldo SantosNo ratings yet
- Gedore Generalcatalog2010Document155 pagesGedore Generalcatalog2010Александар ДимитријевићNo ratings yet
- Limits, Fits & TolerancesDocument29 pagesLimits, Fits & TolerancesYashDungarwalNo ratings yet
- Catálogo de Manutenção de Correiais Industriais PDFDocument60 pagesCatálogo de Manutenção de Correiais Industriais PDFViniciusCamargosNo ratings yet
- Spring Analysis SheetDocument5 pagesSpring Analysis Sheetjd4uNo ratings yet
- Bolt Sizing EngineerdogDocument44 pagesBolt Sizing EngineerdogHormedo RodriguezNo ratings yet
- Press TAB To Cycle Through .: Input VariablesDocument43 pagesPress TAB To Cycle Through .: Input VariablesSuryaprakashNo ratings yet
- Limits and Fits KenDocument40 pagesLimits and Fits KennilamNo ratings yet
- Behaviour and Strength of Tubular Joints - 4apr05Document75 pagesBehaviour and Strength of Tubular Joints - 4apr05weiguang nathanNo ratings yet
- Lecture3 FitsDocument24 pagesLecture3 FitsSa RaNo ratings yet
- Bolt Sizing EngineerdogDocument43 pagesBolt Sizing EngineerdogHans GoetheNo ratings yet
- Roller Cone BitsDocument62 pagesRoller Cone Bits叶芊No ratings yet
- Optimizing Piezoelectric Stack Preload Bolts in UlDocument10 pagesOptimizing Piezoelectric Stack Preload Bolts in UlSalahiddin AbuselmiyaNo ratings yet
- Dimension Fits Tolerance BC AADocument57 pagesDimension Fits Tolerance BC AAVagamonNo ratings yet
- 5 - Lecture Five Mech2305Document7 pages5 - Lecture Five Mech2305shehnilaNo ratings yet
- Shaft and Housing Tolerances - Nodes BearingDocument1 pageShaft and Housing Tolerances - Nodes BearingMorteza ShakerienNo ratings yet
- SuperLine P 1506 PreviewDocument76 pagesSuperLine P 1506 PreviewMinaNo ratings yet
- Dentium SuperLine II Implantium CatalogDocument130 pagesDentium SuperLine II Implantium CatalogFloare79No ratings yet
- Chapter 4 Steel (23-24)Document52 pagesChapter 4 Steel (23-24)nyankyalps5No ratings yet
- Fitand Dimensional Tolerances Mechanical Engineering DrawingDocument32 pagesFitand Dimensional Tolerances Mechanical Engineering Drawingimam wydNo ratings yet
- M3D Validation ReportDocument59 pagesM3D Validation ReportVasanth KumarNo ratings yet
- M3D - SampleProblemSet ACI PDFDocument6 pagesM3D - SampleProblemSet ACI PDFasaisenthilNo ratings yet
- 1-1 RC Design and TerminologyDocument38 pages1-1 RC Design and TerminologyMahmoud NassarNo ratings yet
- Estimating Reinforcing Steel Bars PDFDocument2 pagesEstimating Reinforcing Steel Bars PDFGRACE RAGUDOSNo ratings yet
- Mechanical Drawing (MDP 115) : Firstyear, Mechanical Engineering Dept., Faculty of Engineering, Fayoum UniversityDocument31 pagesMechanical Drawing (MDP 115) : Firstyear, Mechanical Engineering Dept., Faculty of Engineering, Fayoum UniversityKetul ShahNo ratings yet
- Yakima Fat Cat 6 InstructionsDocument18 pagesYakima Fat Cat 6 InstructionsLt. DanNo ratings yet
- Limits, Fits & CalculationsDocument28 pagesLimits, Fits & Calculationsagniva dattaNo ratings yet
- Limits Fits & Tolerances: Presentation By: Sandeep Kumar A.P, M.E (Ggscet)Document73 pagesLimits Fits & Tolerances: Presentation By: Sandeep Kumar A.P, M.E (Ggscet)Sandeepkumar SharmaNo ratings yet
- Roller Cone TrainingDocument86 pagesRoller Cone TrainingSlim.BNo ratings yet
- Release Note: Integrated Design System For Building and General StructuresDocument16 pagesRelease Note: Integrated Design System For Building and General StructuresJose Luis Martinez SaavedraNo ratings yet
- System of Fits and TolerancesDocument41 pagesSystem of Fits and TolerancesAnkit MittalNo ratings yet
- Geoff Kulak Bolting 2007Document64 pagesGeoff Kulak Bolting 2007yrpp457jjhNo ratings yet
- Code 5Document20 pagesCode 5monlee quilalaNo ratings yet
- Integrity and Bar Cut OffDocument10 pagesIntegrity and Bar Cut OffAseel NajibNo ratings yet
- Body Flanges On ShellsDocument2 pagesBody Flanges On ShellsNitish SinghNo ratings yet
- Design of Spread FootingDocument14 pagesDesign of Spread Footingghulamqader100% (1)
- Laminated Veneer Lumber: Kerto® LVL Beams, Headers, Rafters and Columns For Floor and Roof Applications. Usa VersionDocument16 pagesLaminated Veneer Lumber: Kerto® LVL Beams, Headers, Rafters and Columns For Floor and Roof Applications. Usa VersionJuan Manuel JorqueraNo ratings yet
- Workshop Manufacturing Practices: Fit and ToleranceDocument10 pagesWorkshop Manufacturing Practices: Fit and ToleranceArun kumar rouniyarNo ratings yet
- Soft String Vs Stiff String 1676540498Document80 pagesSoft String Vs Stiff String 1676540498Reza heidari orojlooNo ratings yet
- BHH BH13: Rubber Hoses Steel Wire SpiralDocument1 pageBHH BH13: Rubber Hoses Steel Wire SpiralАндрей КулешовNo ratings yet
- Figure NC-4427-1 Fillet and Socket Weld Details and DimensionsDocument4 pagesFigure NC-4427-1 Fillet and Socket Weld Details and DimensionsdietersimaNo ratings yet
- Machine Design FormulasDocument5 pagesMachine Design FormulasJohnny MichaelsNo ratings yet
- Adaptive Slicing For Multi-Axis Hybrid Plasma Deposition and MillingDocument11 pagesAdaptive Slicing For Multi-Axis Hybrid Plasma Deposition and MillingQuí Lâm NguyễnNo ratings yet
- CES522 A 04 - Topic 2b - 1. RC Beam Design - NotesDocument13 pagesCES522 A 04 - Topic 2b - 1. RC Beam Design - NotesAizuddinNo ratings yet
- C09 (Full)Document29 pagesC09 (Full)Anh PhạmNo ratings yet
- Fundamentals of Mechanical Engineering: Unit - IvDocument15 pagesFundamentals of Mechanical Engineering: Unit - IvRakesh KushwahaNo ratings yet
- Fit & TolleranceDocument73 pagesFit & TolleranceyudhveerNo ratings yet
- CASNUBDocument38 pagesCASNUBGajendra Kumar VermaNo ratings yet
- Split Tapered Bearings Mini CatalogueDocument16 pagesSplit Tapered Bearings Mini CataloguekrutesNo ratings yet
- 1-Tolerances and FitsDocument45 pages1-Tolerances and FitsTt OwnsqqNo ratings yet
- Tolerances: Important To Interchangeability and Provision For Replacement PartsDocument48 pagesTolerances: Important To Interchangeability and Provision For Replacement PartsDineshNo ratings yet
- Cotter JointDocument5 pagesCotter JointBob MarleyNo ratings yet
- Components of The Haunch: Prestressed Concrete I-Beam and Txgirder Haunch Design GuideDocument14 pagesComponents of The Haunch: Prestressed Concrete I-Beam and Txgirder Haunch Design GuideraghuramsandeepNo ratings yet
- WINSEM2019-20 MEE2001 ETH VL2019205001544 Reference Material I 06-Feb-2020 Fits and Tolerance 1Document33 pagesWINSEM2019-20 MEE2001 ETH VL2019205001544 Reference Material I 06-Feb-2020 Fits and Tolerance 1Sai MNo ratings yet
- CP5 - Production Drawing-LFTDocument54 pagesCP5 - Production Drawing-LFTHrishikesh deshpandeNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Lecture #6 - Geometric Tolerancing (2018) - Part IDocument98 pagesLecture #6 - Geometric Tolerancing (2018) - Part IakinhaciNo ratings yet
- Lecture #5 - Surface Quality (2018) - Part IDocument88 pagesLecture #5 - Surface Quality (2018) - Part IakinhaciNo ratings yet
- Screws & FastenersDocument43 pagesScrews & FastenersakinhaciNo ratings yet
- Lecture #1 - Mechanical Drawing Introduction (2018)Document56 pagesLecture #1 - Mechanical Drawing Introduction (2018)akinhaciNo ratings yet
- Lecture #4 - ISO TOLERANCES (2018) - Part IDocument33 pagesLecture #4 - ISO TOLERANCES (2018) - Part IakinhaciNo ratings yet
- Linear Algebra Study Note2Document36 pagesLinear Algebra Study Note2akinhaciNo ratings yet
- International Journal of Multiphase FlowDocument12 pagesInternational Journal of Multiphase FlowakinhaciNo ratings yet
- Two-Phase Flow Pattern Maps For Macrochannels: October 2015Document48 pagesTwo-Phase Flow Pattern Maps For Macrochannels: October 2015akinhaciNo ratings yet
- Stroke Length: V V Cylinder NumberDocument8 pagesStroke Length: V V Cylinder NumberakinhaciNo ratings yet
- X10040 (Ae8603)Document2 pagesX10040 (Ae8603)sathesh waran0% (1)
- VFT 400 KVDocument9 pagesVFT 400 KVNandkumar ChinaiNo ratings yet
- Republic of The Philippines Agriculture, Fisheries & Natural Resources Human Resource Tracer Study (Ahrts)Document21 pagesRepublic of The Philippines Agriculture, Fisheries & Natural Resources Human Resource Tracer Study (Ahrts)marvin vicedoNo ratings yet
- Λέβητες πετρελαίουDocument66 pagesΛέβητες πετρελαίουaenaos sa100% (1)
- Reef3d Userguide 18 01Document132 pagesReef3d Userguide 18 01nehan245No ratings yet
- Mercedes-Benz eMB Downloads PC G Professional Brochure 2011 PDFDocument36 pagesMercedes-Benz eMB Downloads PC G Professional Brochure 2011 PDFarsen50% (2)
- A-Iii/1,2 A-Iii/6 B-Iii/2Document55 pagesA-Iii/1,2 A-Iii/6 B-Iii/2Ene ClaudiuNo ratings yet
- Content For Auto Electrical WebsiteDocument3 pagesContent For Auto Electrical WebsiteshermanNo ratings yet
- Ansi C37.16-2000 PDFDocument29 pagesAnsi C37.16-2000 PDFIvanNo ratings yet
- RA CHEMTECH CDO Oct2018 PDFDocument17 pagesRA CHEMTECH CDO Oct2018 PDFPhilBoardResultsNo ratings yet
- Ellingsen 1761 PDFDocument35 pagesEllingsen 1761 PDFsalamrefighNo ratings yet
- UPVC Product: Type of Color and SeriesDocument4 pagesUPVC Product: Type of Color and SeriesJefri Andhika PNo ratings yet
- Evading Firewalls: Firewall IdentificationDocument2 pagesEvading Firewalls: Firewall IdentificationKaren GarzaNo ratings yet
- r05320103 Basic Structural Steel (Design and Drawing)Document8 pagesr05320103 Basic Structural Steel (Design and Drawing)SRINIVASA RAO GANTA100% (1)
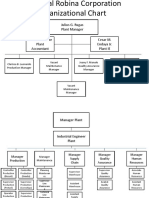
- Julius G. Rugas Plant Manager Cesar M. Endaya Jr. Plant IEDocument4 pagesJulius G. Rugas Plant Manager Cesar M. Endaya Jr. Plant IEJoshua MalibongNo ratings yet
- Power System 2 - Power Transformer EEE3233Document27 pagesPower System 2 - Power Transformer EEE3233hafiz azmanNo ratings yet
- GL TablesDocument31 pagesGL TablesGanga KanimozhiNo ratings yet
- Dme Imp QuestionsDocument9 pagesDme Imp QuestionsCAD With RaoNo ratings yet
- Gabion Wall Typical Design Sheet Front 19 8 2008Document8 pagesGabion Wall Typical Design Sheet Front 19 8 2008mail_spsah_410639725No ratings yet
- Plummer Block Housings - SNS3134-H-D + 23134..-K + H3134 (-HG) + 2 NFR280 - 10 + NTS34 + NDK34Document2 pagesPlummer Block Housings - SNS3134-H-D + 23134..-K + H3134 (-HG) + 2 NFR280 - 10 + NTS34 + NDK34ZiaNo ratings yet
- Build A Robot: Prime Lessons Prime LessonsDocument7 pagesBuild A Robot: Prime Lessons Prime LessonsRamaDinakaranNo ratings yet
- Kishore Kumar Pabbisetty It - 33Document5 pagesKishore Kumar Pabbisetty It - 33Sathya MunukutlaNo ratings yet
- PV 06 Mandaue Foam Pavia Rev0!07!07 22Document1 pagePV 06 Mandaue Foam Pavia Rev0!07!07 22AatroxNo ratings yet
- Lecture 5 - Building Utilities 2 - BmusDocument62 pagesLecture 5 - Building Utilities 2 - BmusNicole DizonNo ratings yet
- Spec 120knDocument2 pagesSpec 120knanindya19879479No ratings yet
- AIATS Schedule For XI Studying JEE-Main-2020Document1 pageAIATS Schedule For XI Studying JEE-Main-2020Srishti SharmaNo ratings yet
- ALTIVAR 28 Quick Reference GuideDocument1 pageALTIVAR 28 Quick Reference Guidesuperpuma86100% (1)