Download as pdf or txt
You might also like
- Quadri Et Al. PROCESS FOR THE PRODUCTION OF EPDM ELASTOMERS IN SOLUTION AND POLYMERISATION REACTORDocument32 pagesQuadri Et Al. PROCESS FOR THE PRODUCTION OF EPDM ELASTOMERS IN SOLUTION AND POLYMERISATION REACTORJohn Patrick DagleNo ratings yet
- Ex.115 - Non-Isothermal Flow in A Single Screw ExtruderDocument11 pagesEx.115 - Non-Isothermal Flow in A Single Screw ExtruderjacksayshiNo ratings yet
- Enee313 HW1Document2 pagesEnee313 HW1Mariam KhalidNo ratings yet
- Chloride Heap LeachingDocument43 pagesChloride Heap LeachingabaNo ratings yet
- International BureauDocument25 pagesInternational BureauKaboy PumNo ratings yet
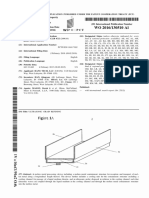
- WO2013023249A1Document67 pagesWO2013023249A1Aldi RamadhaniNo ratings yet
- International BureauDocument33 pagesInternational BureauBobNo ratings yet
- Davys PatenteDocument31 pagesDavys PatenteCarlos Alberto Ubillas AlcaldeNo ratings yet
- International BureauDocument43 pagesInternational BureaunmmMJKJNo ratings yet
- WO2013049605A1Document33 pagesWO2013049605A1nagarajharishNo ratings yet
- WO2017121980A1Document24 pagesWO2017121980A1Hardimas dwi cahyoNo ratings yet
- September 2015 (11.09.2015) : WorldDocument68 pagesSeptember 2015 (11.09.2015) : WorldOmar Morteo0% (1)
- International BureauDocument23 pagesInternational BureauAMITNo ratings yet
- Cobalto PatenteDocument26 pagesCobalto PatentemiriamNo ratings yet
- N Hexyl LiteraturDocument40 pagesN Hexyl LiteraturVivian DoNo ratings yet
- WO2019236752A1Document14 pagesWO2019236752A1Ghiyat FarisNo ratings yet
- World: International BureauDocument15 pagesWorld: International BureauAdhisya Salma KhairunnisaNo ratings yet
- WO2016057639A1Document36 pagesWO2016057639A1هیمن مNo ratings yet
- WO2019209312A1.Polyamine Polyethers As Nonemulsifier ComponentsDocument34 pagesWO2019209312A1.Polyamine Polyethers As Nonemulsifier ComponentsLê Công100% (2)
- Sáng Chế Đề Cập Đến Công Thức Tạo SƠN PHỒNG NỞ Bao Gồm Một Loại Đất Sét Sống - WO2008129242A2Document45 pagesSáng Chế Đề Cập Đến Công Thức Tạo SƠN PHỒNG NỞ Bao Gồm Một Loại Đất Sét Sống - WO2008129242A2Tran Anh VanNo ratings yet
- WO2017136634A1Document24 pagesWO2017136634A1Ilyas FaizNo ratings yet
- Epoxy Reactive DiluentsDocument27 pagesEpoxy Reactive DiluentsAlejandro Sánchez MartínezNo ratings yet
- Hydrogenolysis of Glycerol To 1,2-PropanediolDocument5 pagesHydrogenolysis of Glycerol To 1,2-PropanediolKesavan GovinathanNo ratings yet
- Spray Dried FlavourDocument22 pagesSpray Dried FlavourAlex HahnNo ratings yet
- Air HeaterDocument13 pagesAir Heaterdhio bagusNo ratings yet
- View PDFDocument29 pagesView PDFADARSH PNo ratings yet
- Wipoipct: International BureauDocument20 pagesWipoipct: International BureaujoseNo ratings yet
- Condensing Economizer ArticleDocument4 pagesCondensing Economizer ArticleErhan KayabaşıNo ratings yet
- A61M 16/16 (2006.01) F24F 6/00 (2006.01) : Av Ailable)Document59 pagesA61M 16/16 (2006.01) F24F 6/00 (2006.01) : Av Ailable)nmmMJKJNo ratings yet
- International BureauDocument48 pagesInternational BureaunmmMJKJNo ratings yet
- WO2010131037A1Document29 pagesWO2010131037A1Alexander Franco CastrillonNo ratings yet
- TEPZZ 4 8 - ZZA - T: European Patent ApplicationDocument23 pagesTEPZZ 4 8 - ZZA - T: European Patent ApplicationMaru LinNo ratings yet
- WO2021076102A1Document61 pagesWO2021076102A1Alexander Franco CastrillonNo ratings yet
- Corrosion in Acid Gas SolutionsDocument29 pagesCorrosion in Acid Gas SolutionsjohnybullNo ratings yet
- Process For The Polymerization of Vinyl ChlorideDocument32 pagesProcess For The Polymerization of Vinyl ChlorideThu TongNo ratings yet
- WO2015026689A1 - OBS IngevityDocument55 pagesWO2015026689A1 - OBS IngevityelenitabastosNo ratings yet
- Methanol Synthesis Method Using Synthesis Gas Generated by A MixedDocument21 pagesMethanol Synthesis Method Using Synthesis Gas Generated by A Mixedsahar vahdatifarNo ratings yet
- WO2016130510A1Document61 pagesWO2016130510A1PYDNo ratings yet
- International BureauDocument13 pagesInternational Bureautsilavo solofonomenaNo ratings yet
- Wo 2014185872 A 1Document11 pagesWo 2014185872 A 1Shahid AliNo ratings yet
- CO2 and SO2 RemovalDocument12 pagesCO2 and SO2 RemovalAnumFarooqNo ratings yet
- Simulasi NumerikDocument8 pagesSimulasi NumerikDena FirmansyahNo ratings yet
- Moderna WO2017066789A1Document148 pagesModerna WO2017066789A1Marcus PlungianskiNo ratings yet
- Waste Rubber Composition - WO2021152109 - A1Document18 pagesWaste Rubber Composition - WO2021152109 - A1karim.rashidmaneshNo ratings yet
- Recovery of Sulfwr From Sour AcidDocument20 pagesRecovery of Sulfwr From Sour AcidAnnejan VisserNo ratings yet
- World: International BureauDocument38 pagesWorld: International BureaukiddprofessorNo ratings yet
- WO 2013/087238 Al: International BureauDocument24 pagesWO 2013/087238 Al: International Bureaujulianpellegrini860No ratings yet
- 8 I LK? L 5 5: (19) United StatesDocument14 pages8 I LK? L 5 5: (19) United StatesKeysler PonceNo ratings yet
- International BureauDocument21 pagesInternational BureauProjetos MecanicosNo ratings yet
- Acid Dew Point - Encyclopedia Article - CitizendiumDocument4 pagesAcid Dew Point - Encyclopedia Article - Citizendiuminsult2injury100% (1)
- 2021-Development of Catalysts For Sulfuric Acid Decomposition in The Sulfur Iodine Cycle A ReviewDocument37 pages2021-Development of Catalysts For Sulfuric Acid Decomposition in The Sulfur Iodine Cycle A ReviewhusnainabbassNo ratings yet
- Rosario Porrazzo, Graeme White, Raffaella Ocone: SciencedirectDocument11 pagesRosario Porrazzo, Graeme White, Raffaella Ocone: SciencedirectAzharuddin Ehtesham FarooquiNo ratings yet
- AU2012301471B2Document33 pagesAU2012301471B2Owais AhmedNo ratings yet
- GlycerineeDocument81 pagesGlycerineePravin AgalaveNo ratings yet
- WIP PC: 19 September 2013 (19.09.2013)Document194 pagesWIP PC: 19 September 2013 (19.09.2013)nmmMJKJNo ratings yet
- Oxoacids: 15.2.6 of SulfurDocument7 pagesOxoacids: 15.2.6 of SulfurSeema GoelNo ratings yet
- Environmental Protection in The Field of Thermal Power PlantDocument21 pagesEnvironmental Protection in The Field of Thermal Power PlantGoverdhan ShresthaNo ratings yet
- WO2016102499A1Document71 pagesWO2016102499A1梅汉No ratings yet
- AsdfDocument12 pagesAsdfasdfNo ratings yet
- Cinetica Oxidacion SO2 2Document8 pagesCinetica Oxidacion SO2 2Gustavo CabelloNo ratings yet
- CCMT - Ep0763531b1 (1996-2000)Document8 pagesCCMT - Ep0763531b1 (1996-2000)Uttam PawarNo ratings yet
- Fossil Fuel Hydrogen: Technical, Economic and Environmental PotentialFrom EverandFossil Fuel Hydrogen: Technical, Economic and Environmental PotentialNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2014/0048228A1Document12 pagesPatent Application Publication (10) Pub. No.: US 2014/0048228A1Annisa IcaNo ratings yet
- United States Patent (19) : (45) June 14, 1977Document10 pagesUnited States Patent (19) : (45) June 14, 1977Annisa IcaNo ratings yet
- Tabel BDocument8 pagesTabel BAnnisa IcaNo ratings yet
- Voltaic Cells and Potential Energy: December 2019Document10 pagesVoltaic Cells and Potential Energy: December 2019Annisa IcaNo ratings yet
- Slab Form DesignDocument9 pagesSlab Form DesignRsjBugtongNo ratings yet
- Bosch Fuel Pump WebDocument112 pagesBosch Fuel Pump WebNathan_Staats_388No ratings yet
- Ion-Exchange TLC - Separation of Nucleotide Sugars and Nucleoside Monophosphates On PEI-celluloseDocument5 pagesIon-Exchange TLC - Separation of Nucleotide Sugars and Nucleoside Monophosphates On PEI-cellulosekiwi27_87No ratings yet
- What Is StarlingDocument1 pageWhat Is Starlingryanster21No ratings yet
- Automatic Clinical Chemistry Analyzer: Technical SpecificationDocument2 pagesAutomatic Clinical Chemistry Analyzer: Technical SpecificationDharmesh PatelNo ratings yet
- Cryogenic SystemsDocument9 pagesCryogenic SystemsGanesh ThoratNo ratings yet
- Ventilator Centrifugal de Acoperis Tip Turela CHT CVTDocument6 pagesVentilator Centrifugal de Acoperis Tip Turela CHT CVTIuliana TodoranNo ratings yet
- Att3 The Quality Standard of Wasteindustrial WaterDocument2 pagesAtt3 The Quality Standard of Wasteindustrial WaterpermanaaprialNo ratings yet
- Welding TipsDocument5 pagesWelding TipsOliverNo ratings yet
- 004 Ottimo Collection SimpoloDocument43 pages004 Ottimo Collection SimpoloDimple BachaniNo ratings yet
- Qualitative Analysis of Carbohydrates: Materials RequiredDocument4 pagesQualitative Analysis of Carbohydrates: Materials RequiredCivil JeganNo ratings yet
- The Hydrogen Atom (Document31 pagesThe Hydrogen Atom (Debora PaskarinaNo ratings yet
- Heterogeneous ZIF-L Membranes With Improved HydropDocument11 pagesHeterogeneous ZIF-L Membranes With Improved HydropSare Şeyma AkkolNo ratings yet
- Ducting ME LabDocument33 pagesDucting ME LabMichael Pedernal IlaganNo ratings yet
- Aerospace Series - Cables, Electrical, Aircraft Use - Test MethodsDocument16 pagesAerospace Series - Cables, Electrical, Aircraft Use - Test MethodsAman Ahmad SiddiqueeNo ratings yet
- Indicial ConventionDocument17 pagesIndicial Conventionsubhash1688No ratings yet
- Panduan Deskripsi Batuan SedimenDocument40 pagesPanduan Deskripsi Batuan SedimenJackson AlexanderNo ratings yet
- Ultrasonic Inspection For Shaft Inspection - by Derek Inspection PDFDocument3 pagesUltrasonic Inspection For Shaft Inspection - by Derek Inspection PDFVinothkumarNo ratings yet
- Review Heat TransferDocument23 pagesReview Heat TransferjameslyNo ratings yet
- Safety Policy For Chemical and Biological SectorDocument13 pagesSafety Policy For Chemical and Biological SectorIbrahim I. HamzehNo ratings yet
- Tubing Checks - Leak To AnnulusDocument2 pagesTubing Checks - Leak To AnnulusAnre Thanh HungNo ratings yet
- GCSE Chemistry: Required Practical HandbookDocument63 pagesGCSE Chemistry: Required Practical HandbookAref DahabrahNo ratings yet
- Aits 1920 FT V JeemDocument20 pagesAits 1920 FT V JeemManali MishraNo ratings yet
- Protocol AxyPrep Blood Genomic DNA MiniprepDocument5 pagesProtocol AxyPrep Blood Genomic DNA MiniprepRodolfo Bucarey UrreaNo ratings yet
- ENSC-283 Assignment #2: 60° Stop 10Document6 pagesENSC-283 Assignment #2: 60° Stop 10OmaroMohsenNo ratings yet
- BVCV1X2 November Exam 2021Document5 pagesBVCV1X2 November Exam 2021Anele NkalaNo ratings yet
- Sika Concrete Primer 2011-04-1Document3 pagesSika Concrete Primer 2011-04-1orgaNo ratings yet
- Energy Balance and Thermo PresentationDocument83 pagesEnergy Balance and Thermo Presentationca2n27No ratings yet