Download as pdf or txt
You might also like
- BS en 50600-3-1-2016Document52 pagesBS en 50600-3-1-2016YASNo ratings yet
- E M5083 2016-NDocument7 pagesE M5083 2016-NPongsan57% (7)
- O-Level Commerce PDFDocument8 pagesO-Level Commerce PDFClinton ChikengezhaNo ratings yet
- TD EGGER Laminate Coloured Core enDocument3 pagesTD EGGER Laminate Coloured Core enJan KowalskiNo ratings yet
- TL EGGER Laminate HG High Gloss enDocument3 pagesTL EGGER Laminate HG High Gloss enninabNo ratings yet
- TD EGGER Eurospan Worktops enDocument3 pagesTD EGGER Eurospan Worktops enDanna OrangeNo ratings yet
- WB 300 EnglishDocument1 pageWB 300 EnglishBianca SirbuNo ratings yet
- 50H Earlier Hygienic Flow MeterDocument24 pages50H Earlier Hygienic Flow MeterShishir JhaNo ratings yet
- Bauder Protection Fleece WB300 69001310 TDS 0420 ENDocument1 pageBauder Protection Fleece WB300 69001310 TDS 0420 ENPetra KapsaliNo ratings yet
- Paint Cycle Electric Motors Types 1MB10 - 1MB15Document3 pagesPaint Cycle Electric Motors Types 1MB10 - 1MB15jjermanNo ratings yet
- PCT 1 (DL) Mo Bopp InsulationDocument1 pagePCT 1 (DL) Mo Bopp Insulationjuan herreraNo ratings yet
- Columns SpecificationDocument2 pagesColumns SpecificationAaftab MukadamNo ratings yet
- Non-Woven Fabric Tape TD01 (TDS-En)Document2 pagesNon-Woven Fabric Tape TD01 (TDS-En)Tran Tuan anhNo ratings yet
- Ficha Tecnica Polystone PPs CubX ESDocument1 pageFicha Tecnica Polystone PPs CubX ESjavierNo ratings yet
- 1LE1523-2DC23-4JA4 Datasheet enDocument1 page1LE1523-2DC23-4JA4 Datasheet enAdalbertoNo ratings yet
- Industrial Coatings Systems - Leaflet 56x28cm - V3Document2 pagesIndustrial Coatings Systems - Leaflet 56x28cm - V3janakaNo ratings yet
- 1le1503 2DC03 4ab4Document2 pages1le1503 2DC03 4ab4faisal kingNo ratings yet
- 1LE1604-3AB59-0GB4-Z B91+D30+D31+M1L Datasheet enDocument2 pages1LE1604-3AB59-0GB4-Z B91+D30+D31+M1L Datasheet enSergio FerrariNo ratings yet
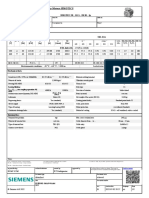
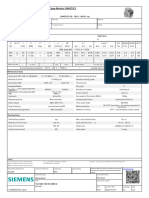
- Data Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1CV2310A Simotics XP - 315 S - Im V1 - 2PDocument2 pagesData Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1CV2310A Simotics XP - 315 S - Im V1 - 2PMARIAM100% (1)
- TDS-Guard Style E T EnglishDocument3 pagesTDS-Guard Style E T EnglishkirannainwalNo ratings yet
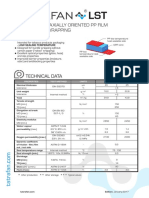
- Coextruded Biaxially Oriented PP Film For Tobacco Wrapping: Technical DataDocument2 pagesCoextruded Biaxially Oriented PP Film For Tobacco Wrapping: Technical DataJan GawełNo ratings yet
- Ventosa Fipa para MaderaDocument1 pageVentosa Fipa para MaderaHIDRAFLUIDNo ratings yet
- Painting SpecificationDocument11 pagesPainting SpecificationgaurangNo ratings yet
- GTP 3.5X120Document2 pagesGTP 3.5X120Rajat KesarwaniNo ratings yet
- Pages From Painting Spec TenderDocument2 pagesPages From Painting Spec TenderkareemNo ratings yet
- Non-Woven Fabric Tape PCTA-206 (TDS-En)Document2 pagesNon-Woven Fabric Tape PCTA-206 (TDS-En)Tran Tuan anhNo ratings yet
- Technical Data SheetDocument2 pagesTechnical Data SheetsyamprasadNo ratings yet
- Insulation Data Sheet: A Insulation Material and Thiickness Insulating MaterialDocument1 pageInsulation Data Sheet: A Insulation Material and Thiickness Insulating Materialdewangga yudistiraNo ratings yet
- 15.1 - 2. Mediteran Standard - EN - V2018Document1 page15.1 - 2. Mediteran Standard - EN - V2018Craciun CodrutNo ratings yet
- Resultados de Pruebas de Inserto OP 200 Coronas Hub StyleDocument1 pageResultados de Pruebas de Inserto OP 200 Coronas Hub StyleAgustinNo ratings yet
- APP-Panel Instrumen Oil-R01Document3 pagesAPP-Panel Instrumen Oil-R01Ainni NasserieNo ratings yet
- Ets t40 BK W TB - Datasheet - enDocument4 pagesEts t40 BK W TB - Datasheet - enashcoftNo ratings yet
- Datasheet Sigraflex MF - en 2010Document6 pagesDatasheet Sigraflex MF - en 2010m bNo ratings yet
- Thermal Management SiliconesDocument2 pagesThermal Management SiliconesAlexandreNo ratings yet
- PG-Grafmax SPDocument1 pagePG-Grafmax SPazeem bilalNo ratings yet
- Final ExaminationDocument7 pagesFinal ExaminationAwanNo ratings yet
- Fisa Tehnica PVC OptimaDocument2 pagesFisa Tehnica PVC OptimaIon SaispeNo ratings yet
- Haz Area ClassificationDocument8 pagesHaz Area ClassificationBalasubramanianNo ratings yet
- UMAEPS01Document5 pagesUMAEPS01ALEX MIRANDANo ratings yet
- 1LE1501-3AA59-0AA4 M1B Datasheet enDocument2 pages1LE1501-3AA59-0AA4 M1B Datasheet enRICARDO JOHAN ROJAS YUPANNo ratings yet
- 1le1503 3ab53 4ab4Document2 pages1le1503 3ab53 4ab4Whipman ArduinoNo ratings yet
- P WHC19011 MTA SobrepisoDocument1 pageP WHC19011 MTA Sobrepisokarina AlvarezNo ratings yet
- Pvelite PruebaDocument6 pagesPvelite PruebaLuis Cordova RamonNo ratings yet
- 28-29052022-Pull Off Test (Trial) - Pemb. Dermaga Terminal LPG Presurized Kupang (Piping) - PQT-Pertamina PN-NK-AMM-AKDDocument7 pages28-29052022-Pull Off Test (Trial) - Pemb. Dermaga Terminal LPG Presurized Kupang (Piping) - PQT-Pertamina PN-NK-AMM-AKDudin cupuNo ratings yet
- 1904-FG-ME-SPC-0016 BAC Coating SpecificationDocument6 pages1904-FG-ME-SPC-0016 BAC Coating Specificationmahan moradiNo ratings yet
- Print Your Own Security Features Inside The Film For Lamination Against Paper & Synthetic MaterialsDocument2 pagesPrint Your Own Security Features Inside The Film For Lamination Against Paper & Synthetic MaterialsRonald GarcíaNo ratings yet
- Material Properties - IIDDocument1 pageMaterial Properties - IIDAmit SharmaNo ratings yet
- Firedam 2000 Coating: Technical Data SheetDocument6 pagesFiredam 2000 Coating: Technical Data Sheetvivek jayswalNo ratings yet
- The Gund Company: Manufacturers & Fabricators of Engineered Material SolutionsDocument2 pagesThe Gund Company: Manufacturers & Fabricators of Engineered Material SolutionsBalachandra ParameshaNo ratings yet
- UmaPET - TFDocument3 pagesUmaPET - TFLuz Angela GuerreroNo ratings yet
- StoPox-KU-601 TDS enDocument6 pagesStoPox-KU-601 TDS enemilNo ratings yet
- CAJ6002 BlindobarrasDocument1 pageCAJ6002 BlindobarrasEdwin G Garcia ChNo ratings yet
- 1LE1603-1DC43-4AB4-Z H01+Q01 Datasheet enDocument2 pages1LE1603-1DC43-4AB4-Z H01+Q01 Datasheet ennarminaNo ratings yet
- Atriot: Technical Data SheetDocument1 pageAtriot: Technical Data Sheetazeem bilalNo ratings yet
- T-Pet: Product Data SheetDocument1 pageT-Pet: Product Data SheetHamdy AkkadNo ratings yet
- Wipro 3D F300-2 BrochureDocument4 pagesWipro 3D F300-2 BrochureSanthosh MysoreNo ratings yet
- User Guide, S1 TITAN Weld AdapterDocument2 pagesUser Guide, S1 TITAN Weld AdapterWoodrow FoxNo ratings yet
- TDS HMTDocument1 pageTDS HMTKarthiNo ratings yet
- E.1.1) Nozzle Neck Thickness For Cyl. Shell Nozzles As Per UG-45Document2 pagesE.1.1) Nozzle Neck Thickness For Cyl. Shell Nozzles As Per UG-45Rajesh KumarNo ratings yet
- UMAEPS02Document5 pagesUMAEPS02ALEX MIRANDANo ratings yet
- Testing Method For Automotive Paint: Nissan Engineering StandardDocument164 pagesTesting Method For Automotive Paint: Nissan Engineering StandardJose BresciaNo ratings yet
- Methods of Compound Corrosion Test: Nissan Engineering StandardDocument9 pagesMethods of Compound Corrosion Test: Nissan Engineering StandardJose BresciaNo ratings yet
- Salt Spray Testing: Nissan Engineering StandardDocument11 pagesSalt Spray Testing: Nissan Engineering StandardJose BresciaNo ratings yet
- PV PV PV PV 1210 1210 1210 1210 Salt Salt Salt Salt Spray Spray Spray Spray Test Test Test Test Standard Standard Standard StandardDocument5 pagesPV PV PV PV 1210 1210 1210 1210 Salt Salt Salt Salt Spray Spray Spray Spray Test Test Test Test Standard Standard Standard StandardJose BresciaNo ratings yet
- Basics of SurfactantsDocument52 pagesBasics of SurfactantsJose Brescia100% (2)
- AADE 05 NTCE 52 - PatilDocument8 pagesAADE 05 NTCE 52 - PatilAhmad Reza FarokhiNo ratings yet
- CP7211 Advanced Databases Laboratory ManualDocument63 pagesCP7211 Advanced Databases Laboratory Manualashaheer75% (4)
- Data Structures in CDocument47 pagesData Structures in CRaghavendiran J M94% (16)
- Establishing A Change RelationshipDocument10 pagesEstablishing A Change Relationshipravelyn bresNo ratings yet
- Critical Care EEG Basics-Rapid Bedside EEG Reading For Acute Care Providers (Feb 29, 2024) - (1009261169) - (Cambridge University Press) JadejaDocument70 pagesCritical Care EEG Basics-Rapid Bedside EEG Reading For Acute Care Providers (Feb 29, 2024) - (1009261169) - (Cambridge University Press) Jadejazahajslamic100% (6)
- Catalyst Ie3100 Rugged Series DsDocument20 pagesCatalyst Ie3100 Rugged Series Ds吳竣民No ratings yet
- Beach-Barrier Islands System PDFDocument26 pagesBeach-Barrier Islands System PDFShilpa Patil100% (1)
- Pengaruh Pendidikan Kesehatan Tentang Kekerasan DalamDocument10 pagesPengaruh Pendidikan Kesehatan Tentang Kekerasan DalamDhaveFebby PapuanaNo ratings yet
- Reforms of BhuttoDocument6 pagesReforms of BhuttoHamza Naseer0% (1)
- Official Business Form: Itinerary/Destination Purpose (S) Time of Departure ReturnDocument3 pagesOfficial Business Form: Itinerary/Destination Purpose (S) Time of Departure ReturnAngelo AdelantarNo ratings yet
- Rman Standby Copy-2Document8 pagesRman Standby Copy-2SHAHID FAROOQNo ratings yet
- Anjali Agarwal - CV & ResumeDocument2 pagesAnjali Agarwal - CV & ResumeHarshaNo ratings yet
- Swathi Palanichamy - 2013072Document33 pagesSwathi Palanichamy - 2013072Tanisha PokarnaNo ratings yet
- Ravi LE ROCHUS - ResumeDocument1 pageRavi LE ROCHUS - ResumeRavi Le RochusNo ratings yet
- 0650-EDW-00009-02 - Seaking DST Parts List - Customer Parts ListDocument11 pages0650-EDW-00009-02 - Seaking DST Parts List - Customer Parts ListJosianeMacielNo ratings yet
- Presentación de Stefanini PDFDocument24 pagesPresentación de Stefanini PDFramontxu06No ratings yet
- Read The Following Text and Answer The QuestionsDocument10 pagesRead The Following Text and Answer The QuestionsNixon RestrepoNo ratings yet
- PT ArchanaDocument9 pagesPT ArchanadhavalNo ratings yet
- Correlation 1Document9 pagesCorrelation 1Bharat ChaudharyNo ratings yet
- Okra Group 3Document34 pagesOkra Group 3Vanessa Marie AgnerNo ratings yet
- 1 Measurement 2020 ModuleDocument16 pages1 Measurement 2020 ModuleNajibah AtiqahNo ratings yet
- Characterization RO NF MembranesDocument13 pagesCharacterization RO NF MembranesEri Dwi ListiantoNo ratings yet
- Econ 157 - Problem Set #2: Question 11 - Chapter 5Document10 pagesEcon 157 - Problem Set #2: Question 11 - Chapter 5lkplmlhNo ratings yet
- Test Bank For Psychology 9th Edition BernsteinDocument45 pagesTest Bank For Psychology 9th Edition BernsteinRamona Fretwell100% (33)
- No. Student Name: Nadil Use A Tick To Confirm Your Subject ÜDocument2 pagesNo. Student Name: Nadil Use A Tick To Confirm Your Subject ÜNadil AdhikariwattageNo ratings yet
- Connx October 2008Document2 pagesConnx October 2008ScamsIntrernetNo ratings yet
- Orifice Meter Is Type of Variable Head MeterDocument2 pagesOrifice Meter Is Type of Variable Head MeterMourougapragash SubramanianNo ratings yet
- Formulating Tips For Creams and LotionDocument3 pagesFormulating Tips For Creams and LotionDewi Sekar AyuNo ratings yet