Professional Documents
Culture Documents
D. Y. Patil College of Engineering & Technology, Kolhapur
D. Y. Patil College of Engineering & Technology, Kolhapur
Uploaded by
Tushar KhorateOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
D. Y. Patil College of Engineering & Technology, Kolhapur
D. Y. Patil College of Engineering & Technology, Kolhapur
Uploaded by
Tushar KhorateCopyright:
Available Formats
Design and manufacturing of Automation Mechanism in SPM
ABSTRACT
Now-a-days in every field there is automation, as it saves labor, saves energy,
materials and to improve quality, accuracy and precision. Automation is the use of
various control systems for operating equipment such as machinery, processes in
factories, steering and stabilization of ships, aircraft and other applications with minimal
or reduced human intervention. Some processes have been completely automated.
Automation has been achieved by various means including mechanical, hydraulic,
pneumatic, electrical, electronic devices and computers, usually in combination.
Complicated systems, such as modern factories, airplanes and ships typically use all these
combined techniques. The biggest benefit of automation is that it saves labour; however,
it is also used to save energy and materials and to improve quality, accuracy and
precision.
Special Purpose Machines (SPMs) are designed and manufactured for specific
jobs and such never produced in large quantities; such machines are finding increasing
use in industries. For designing such machine would obviously be quite different from
those used for mass produced machine.
These machines require labour only for loading & unloading of jobs. There is
hardly any skill required for this job, thus is wastage of labour work and reducing
company profits. Automation of such SPMs eliminates above complications and losses.
The loading and unloading of such jobs can be done by designing and manufacturing a
special mechanism solely for the specific SPM.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 1
Design and manufacturing of Automation Mechanism in SPM
INTRODUCTION
Krishna Industries, Shiroli MIDC uses various SPMs for complete machining and
material removal processes. This industry allowed us to work on one of their SPM. The
assigned SPM’s cycle time is high, thus unnecessarily occupying a labour wage and time.
It is always been a challenge to design & automate a machine which brings
customers huge production with high precision, easy operation, and low production costs.
For different requirements, the machines can be designed in numerical, hydraulic, or
pneumatic systems with proper tooling and fixtures. Industrial automation deals primarily
with the automation of manufacturing, quality control and material handling processes.
General purpose controllers for industrial processes include Programmable logic
controllers, stand-alone I/O modules, and computers. Industrial automation is to replace
the decision making of humans and manual command-response activities with the use of
mechanized equipment and logical programming commands. Industrial automation is
simply done at the industrial level.
A programmable logic controller (PLC) is a digital computer used for automation
of typically industrial electromechanical processes, such as control of machinery on
factory assembly lines or light fixtures. PLCs are used in many industries and machines.
The PLC was invented in response to the needs of the American automotive industry.
Before the PLC, control, sequencing, and safety interlock logic for manufacturing
automobiles was accomplished using relays, timers and dedicated closed-loop controllers.
The process for updating such facilities for the yearly model change-over was very time
consuming and expensive, as the relay systems needed to be rewired by skilled
electricians.
This system designed uses a PLC, using relays for switching and controlling
motion of various devices, as these are more reliable and easy maintenance than
dedicated integrated circuits. This automation system designed also uses belt conveyors,
stepper motors, motors, etc. for loading, unloading and conveying the machined and non-
machined jobs from the SPM.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 2
Design and manufacturing of Automation Mechanism in SPM
The side milling SPM upon which the automation is to be done is shown below:
Fig. 1: Side Milling SPM
D. Y. Patil College of Engineering & Technology, Kolhapur Page 3
Design and manufacturing of Automation Mechanism in SPM
LITERATURE REVIEW
1) Automated Loading and Unloading of Layered Manufacturing Systems
In this case, we study Layered manufacturing which was commercially introduced
by 3D Systems, Inc. in 1987. Since then, several more systems and advancements to
existing systems have been commercialized, and research has primarily been concerned
with increasing the build speed, improving part quality, and developing new fabrication
materials. An example of it, this includes the network print queue for Laminated object
manufacturing (LOM) system (Helisys, Inc.) that was demonstrated by Bailey in 1995.
In CLM (Continuous Layered Manufacturing) system, a redesigned build tray is
used in place of the original build tray. The redesigned tray features several guides that
enable it to reliably go into and come out of the fixture on the build. Finally, custom
software is used to automatically modify the .sml build files at the time of job
submission, and to coordinate the operations of the CLM and FDM (Fused Deposition
Modeling) systems across two independent RS232 serial lines. Hence, setting up the
CLM or resetting the FDM back to its original state-takes less than 10 minutes.
An operating mechanism is shown below:
Fig 2: Continuous layered Fig 3: Chebyshev Type four bar
manufacturing (CLM) system linkage
D. Y. Patil College of Engineering & Technology, Kolhapur Page 4
Design and manufacturing of Automation Mechanism in SPM
2) Design and Development of Automation of Loading and Unloading to CNC
Turning Centre
In this case, the use of automation solution is used to reduce operator fatigue and
increasing efficiency. Industries in the recent day are concentrating on CNC machineries
for mass production by replacing conventional lathes to improve productivity. Loading
and unloading of job carried over by manual. However, in present work, machine tool
manufacturers are coming with solutions including automatic loading and unloading to
reduce the fatigue of labor and reduce cycle time and increasing productivity.
Productivity Improvement on a CNC by Automatic Loading and Unloading of
Cylindrical Component includes analysis and detailed study of manufacturing process
including loading and unloading methods of components on a machine. This case aims at
improving the productivity of cylinder components on a CNC turning center. Here
emphasis is placed upon improving the existing time consuming methods.
In the CNC, loading and unloading is done manually, and manual work
manpower target is to automate the CNC. So by using robotics we can load & unload the
components, which in turn reduces the cycle time & also require less labour work. So, we
compare the job in less time at high accuracy. Hence we can achieve the goal to reduce
the cycle time & increase the productivity.
In this machine, average time for loading-unloading per day is 3 hour 58 min 20
seconds by conventional method. After automation, this time was drastically reduced to 2
hour 17 min 14 sec.
This machine used a gripper for job handling and a compression spring to avoid
return movement of plunger once actuated electronically. Development of automatic
loading and unloading arrangement in the CNC reducing labour cost and total cycle time
is minimized along with increased productivity. Profit for industry is 638 jobs instead of
572 jobs per day using proposed design of autoloader in particular CNC Machine.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 5
Design and manufacturing of Automation Mechanism in SPM
3) Design & implementation of Automatically controlled milling machine using
PLC
In this case, the milling process is controlled automatically by PLC and servo drives.
The manual method to produce gear case / casted product requires seven operations and
seven labors to operate the process. The PLC is used to automate the process by using
ladder diagram program in which sequence of operations are programmed. The
movement of material to feed the cutting tool is carried out by the sliding guide, which is
controlled by the servo drives. This project is cost effective and saves the process time
and maintains accurate dimensions of the product. Human Machine Interface (HMI) is
used for interfacing between human and machine.
The aim of this case is to “Implement the automatically controlled milling machine
using PLC and Servo drives”. Machining parameters can be easily set through PLC
which enables better machining efficiency. Components can be machined in fast, precise,
and low cost way. For different component sizes, the fixtures are easy to change, spindle
positions are also adjustable. The production is stable and efficient with accurate
dimensions. This machine is operated by a single operator called a programmer. This
machine is capable of performing various operations, automatically and economically.
4) Loading or unloading parts onto or from trays:
The same system may be used for either function. A stack of trays loaded on a
cart is wheeled into a first cart docking bay. A second cart is positioned in a second cart
docking bay beside the first bay, to receive processed trays. A first tray elevator lifts the
first cart and trays, or just the trays, to align the uppermost tray with a tray simulator and
clamping mechanism.
The tray is singulated, i.e. first supported at a lip by retractable opposing support
rails and then separated from the stack by operation of the elevator to lower the tray
stack, and is then clamped in a precise position. It is subsequently unclamped and
D. Y. Patil College of Engineering & Technology, Kolhapur Page 6
Design and manufacturing of Automation Mechanism in SPM
shuttled laterally into alignment above the second cart, onto identical retractable support
rails, where it is similarly clamped in a precise position.
The next tray is then raised by the first elevator and singulated and clamped in
position, so that there are then two precisely positioned trays, one above each cart and
tray stack. A robot loads or unloads parts onto or from trays at either location,
transferring the parts from or to a target location, such as a pallet on a conveyor passing
through the system, for example, this loading or unloading takes place primarily at the
shuttled tray.
When the shuttled tray is completely filled or emptied as the case may be, it is
unclamped, the second elevator is lifted to provide support for the tray, the singulator
mechanism is opened to release the tray, and the tray stack is lowered, thus clearing the
way for the next tray to be shuttled across. While the filled or emptied tray is being
lowered, the robot can transfer parts to or from the tray above the first stack, thereby
minimizing delays in the cycle.
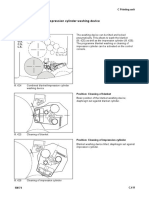
5) Automation of Milling Machine using Electro-pneumatic System:
A simple milling machine such as a milling machine is converted into an
automatic machine by using the pneumatic devices such as: Double acting Cylinder,
Flow Control valves, Direction Control Valves, sensors (reed type) and the Electrical
devices are also used in combination with the pneumatic devices are such as: Relays,
Push button switches, Reed switch and solenoid valves. This case includes study of the
pneumatic devices, electrical devices and the machines by which the manually operated
machine can be converted into a semiautomatic or fully automatic machine.
Whereas much experience and intuition is required in the first case and above all,
a great deal of time where complicated circuits are concerned; designing circuit diagrams
of the second category requires methodical working and a certain amount of basic
theoretical knowledge.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 7
Design and manufacturing of Automation Mechanism in SPM
Literature review comparison:
By analyzing & comparing the literature reviews, it is concluded that automation
is beneficial for industrial sectors, greatly increasing mass production & cycle time of
machines, profiting company in drastic manner, better utilization of workers, i.e. for
skillful work rather than tedious work of loading-unloading of jobs.
Various mechanisms & systems are mentioned in above papers such as
pneumatic, electronic, hydraulic, robotic, etc. Amongst them, most convenient and
reliable system is the mechatronics system which uses PLCs, relays, sensors, sequencing
Integrated Circuits, etc. Conveyors are used to maximize the single-time loading capacity
of automation mechanism.
Along with these complicated machinery, this automation mechanism needs a
sturdy base along with a structure for support and unexpected disturbances in the process,
as is given in few of the literature reviews.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 8
Design and manufacturing of Automation Mechanism in SPM
PROBLEM DEFINITION
In conventional method of loading-unloading of jobs on side milling, SPM
machines require manual labour only for loading & unloading of jobs. It does not require
any special skill sets by the operator as only job feeding motion is supplied .Thus it is
wastage of labour work and reducing company profits by unnecessary economical, time,
labour consumption in all three shifts. Automation of such SPMs eliminates above
complications. The loading and unloading of such jobs can be done by designing and
manufacturing a special mechanism solely for the specific SPM.
Due to increased cycle time of side milling SPM, there is comparatively
less utilization of labour and being a human, it also includes inconsistencies in timings of
loading-unloading times.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 9
Design and manufacturing of Automation Mechanism in SPM
PRESENT \THEORIES AND PRACTICES
Improvisation in recent years: Now-a-days, bulk material handling is carried
out by cable loading shovel, a type of mobile crane unloading device. Hydraulic cranes
were in use in the U.K. for loading ships by the 1840s, but were little used in the U.S.
Steam powered conveyors and cranes were used in the U.S. by the 1880s.
In the current 21st century, electric operated cranes and motorized loaders such as
forklifts were used. Today non-bulk freight is containerized air man operating a forklift.
Pallets placed in VMCs are moved around inside with a sliding mechanism, which is a
form of automation. Here, pallets are loaded with jobs as machining is carried out in
others.
Material handling systems use a variety of stationary equipment such as
conveyors, stackers, recliners and mobile equipment such as power shovels and loaders to
handle number of jobs simultaneously being machined.
A noteworthy use of conveyors was Oliver Evans's automatic flour mill was built
in 1785. Around 1900 various types of conveyors (belt, slat, bucket, screw or auger),
overhead cranes and industrial trucks began being used for handling materials and goods
in various stages of production in factories. A well-known application of conveyors is
Ford Motor Company's assembly line. Although Ford uses various industrial trucks,
overhead cranes, slides and whatever devices necessary to minimize labor in handling
parts in various parts of the factory.
TATA Nano plant is one of the sophisticated robotics and high speed production
line. This plant has energy efficient motors and variable frequency drives. On line
assembly is completely automated, thus eliminating human errors and precise assembly.
Robotic arms are programmed for multiple and synchronizing tasks within the system.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 10
Design and manufacturing of Automation Mechanism in SPM
PROPOSED WORK
In case of making special purpose machine fully automated wheel conveyor belt,
hydraulic/electronic/pneumatic linear actuator stepper motor and fabricated table to
mount all the assembly. To manufacture table assembly; this includes conveyor belt and
actuator. The fabricated structure is made from Steel beams as per the size in the Design
then the stepper motor and conveyor belt are mounted.
Linear actuator is mounted on one side of table at the end by nut and bolt building
the Steel beam is provided with grooves 4 linear motion of actuator.
Conveyor belt is fitted along the fabricated table which carries the job. Conveyor
belt is attached to a stepper motor that is to be controlled with electronic timers and
relays. Similarly other than where is mounted on other side to carry machine job from
SPM.
Fig 4. 3 dimensional design of automation
D. Y. Patil College of Engineering & Technology, Kolhapur Page 11
Design and manufacturing of Automation Mechanism in SPM
Fig 5. Work piece design
D. Y. Patil College of Engineering & Technology, Kolhapur Page 12
Design and manufacturing of Automation Mechanism in SPM
Fig 6. Hydraulic Clamping Mechanism
Objective:
To design and manufacture AUTOMATION MECHANISM IN SPM the
proposed work is planned in following phases,
D. Y. Patil College of Engineering & Technology, Kolhapur Page 13
Design and manufacturing of Automation Mechanism in SPM
COMPONENT DETAIL ACCORDING TO SYSTEM
INCORPORATED:
1. Mechanical
1.1 CONVEYOR
A conveyor system is a common piece of mechanical handling equipment that
moves materials from one location to another. Conveyors are especially useful in
applications involving the transportation of heavy or bulky materials. Conveyor systems
allow quick and efficient transportation for a wide variety of materials, which make them
very popular in the material handling and packaging industries. Many kinds of conveying
systems are available and are used according to the various needs of different industries.
There are chain conveyors (floor and overhead) as well. Chain conveyors consist of
enclosed tracks, I-Beam, towline, power & free, and hand pushed trolleys.
Conveyor systems are used widespread across a range of industries due to the
numerous benefits they provide.
Conveyors are able to safely transport materials from one level to another, which
when done by human labor would be strenuous and expensive.
They can be installed almost anywhere, and are much safer than using a forklift or
other machine to move materials.
They can move loads of all shapes, sizes and weights. Also, many have advanced
safety features that help prevent accidents.
There are a variety of options available for running conveying systems, including
the hydraulic, mechanical and fully automated systems, which are equipped to fit
individual needs.
Conveyor systems are used widespread across a range of industries due to the
numerous benefits they provide.
A conveyor system is often the lifeline to a company’s ability to effectively move its
product in a timely fashion. The steps that a company can take to ensure that it performs
D. Y. Patil College of Engineering & Technology, Kolhapur Page 14
Design and manufacturing of Automation Mechanism in SPM
at peak capacity include regular inspections and system audits; close monitoring of
motors and reducers, keeping key parts in stock, and proper training of personnel.
Increasing the service life of a conveyor system involves: choosing the right
conveyor type, the right system design and paying attention to regular maintenance
practices.
A conveyor system that is designed properly will last a long time with proper
maintenance. Overhead conveyor systems have been used in numerous applications from
shop displays, assembly lines to paint finishing plants and more.
Poor take-up adjustment: this is a simple adjustment on most systems yet it is
often overlooked. The chain take-up device ensures that the chain is pulled tight as it
leaves the drive unit. As wear occurs and the chain lengthens, the take-up extends under
the force of its springs. As they extend, the spring force becomes less and the take-up has
less effect. Simply compress the take-up springs and your problem goes away. Failure to
do this can result in chain surging, jamming, and extreme wear on the track and chain.
Take-up adjustment is also important for any conveyor using belts as a means to power
rollers, or belts themselves being the mover. With poor-take up on belt-driven rollers, the
belt may twist into the drive unit and cause damage, or at the least a noticeable decrease
or complete loss of performance may occur. In the case of belt conveyors, a poor take-up
may cause drive unit damage or may let the belt slip off of the side of the chassis.
Contamination: Paint, powder, acid or alkaline fluids, abrasives, glass bead, steel
shot, etc. can all lead to rapid deterioration of track and chain. Ask any bearing company
about the leading cause of bearing failure and they will point to contamination. Once a
foreign substance lands on the raceway of a bearing or on the track, pitting of the surface
will occur, and once the surface is compromised, wear will accelerate. Building shrouds
around your conveyors can help prevent the ingress of contaminants. Or, pressurize the
contained area using a simple fan and duct arrangement. Contamination can also apply to
belts (causing slippage, or in the case of some materials premature wear), and of the
motors themselves. Since the motors can generate a considerable amount of heat, keeping
D. Y. Patil College of Engineering & Technology, Kolhapur Page 15
Design and manufacturing of Automation Mechanism in SPM
the surface clean is an almost-free maintenance procedure that can keep heat from getting
trapped by dust and grime, which may lead to motor burnout.
Product handling: In conveyor systems that may be suited for a wide variety of
products, such as those in distribution centers, it is important that each new product be
deemed acceptable for conveying before being run through the materials handling
equipment. Boxes that are too small, too large, too heavy, too light, or too awkwardly
shaped may not convey, or may cause many problems including jams, excess wear on
conveying equipment, motor overloads, belt breakage, or other damage, and may also
consume extra man-hours in terms of picking up cases that slipped between rollers, or
damaged product that was not meant for materials handling. If a product such as this
manages to make it through most of the system, the sortation system will most likely be
the affected, causing jams and failing to properly place items where they are assigned. It
should also be noted that any and all cartons handled on any conveyor should be in good
shape or spills, jams, downtime, and possible accidents and injuries may result.
Bad belt tracking: In a system that uses precisely controlled belts, such as a sorter
system, regular inspections should be made that all belts are traveling at the proper
speeds at all times. While usually a computer controls this with Pulse Position Indicators,
any belt not controlled must be monitored to ensure accuracy and reduce the likelihood of
problems.
Since a conveyor system is a critical link in a company's ability to move its
products in a timely fashion, any disruption of its operation can be costly. Most downtime
can be avoided by taking steps to ensure a system operates at peak performance,
including regular inspections, close monitoring of motors and reducers, keeping key parts
in stock, and proper training of personnel.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 16
Design and manufacturing of Automation Mechanism in SPM
Fig 7. Conveyor
Conveyor systems require materials suited to the displacement of heavy loads and
the wear-resistance to hold-up over time without seizing due to deformation. In cases,
where static control is a factor, special materials designed to either dissipate or conduct
electrical charges. Example of conveyor handling materials include UHMW, Nylon,
Nylatron NSM, HDPE, Tivar, Tivar ESd, and Polyurethane
Belt conveyors can now be manufactured with curved sections which use tapered
rollers and curved belting to convey products around a corner. These conveyor systems
are commonly used in postal sorting offices and airport baggage handling systems. A
sandwich belt conveyor uses two conveyor belts, face-to-face, to firmly contain the item
being carried, making steep incline and even vertical-lift runs achievable.
Design of belt conveyor depends mainly on the load it’s supposed to carry; so it
can be transformed into torque required for motor to enable belt rotation including its rpm
according to customer’s requirement.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 17
Design and manufacturing of Automation Mechanism in SPM
2. ELECTRONIC
2.1 PLC
A programmable logic controller (PLC) or programmable controller is an
industrial digital computer which has been adapted for the control of manufacturing
processes, such as assembly lines, or robotic devices, or any activity that requires high
reliability control and ease of programming and process fault diagnosis.
They were first developed in the automobile industry to provide flexible,
ruggedized and easily programmable controllers to replace hard-wired relays and timers.
Since then they have been widely adopted as high-reliability automation controllers
suitable for harsh environments. A PLC is an example of a "hard" real-time system since
output results must be produced in response to input conditions within a limited time,
otherwise unintended operation will result.
Fig 8. PLC
They can be designed for multiple arrangements of digital and analog inputs and
outputs (I/O), extended temperature ranges, immunity to electrical noise, and resistance
D. Y. Patil College of Engineering & Technology, Kolhapur Page 18
Design and manufacturing of Automation Mechanism in SPM
to vibration and impact. Programs to control machine operation are typically stored in
battery-backed-up or non-volatile memory.
Fig 9. Circuit diagram
When digital computers became available, being general-purpose programmable
devices, they were soon applied to control sequential and combinatorial logic in industrial
processes. However these early computers required specialist programmers and stringent
operating environmental control for temperature, cleanliness, and power quality. To meet
these challenges the PLC was developed with several key attributes. Since many
industrial processes have timescales easily addressed by millisecond response times,
modern (fast, small, reliable) electronics greatly facilitate building reliable controllers,
and performance could be traded off for reliability.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 19
Design and manufacturing of Automation Mechanism in SPM
PLC Feeds: I/O signals
Sr. No Inputs Outputs
1 Conveyor end Proxy sensor Conveyor Motor contactor
2 1st Cylinder home sensor 1st Cylinder DCV
3 Slider end Proxy Sensor 2nd Cylinder DCV
4 2nd Cylinder home sensor Cycle ON
5 Trough Proxy sensor Clamp
6 Bed end limit switch De-clamp
7 Auto / Manual Switch Fault Lamp
8 Spare Spare
Table 1. PLC I/O Signals
D. Y. Patil College of Engineering & Technology, Kolhapur Page 20
Design and manufacturing of Automation Mechanism in SPM
PLC DETAILS
Fig 10. Details of PLC
Overview:
Nexgenie 1000 PLC is an innovative small sized PLC. An unbelievable amount of
future and combinations have been made available in a compact and ergonomic unit.
This PLC doubles as a PLC with limited function Human Machine Interface
(HMI) (optional) and has around 4 basic variants of base unit and 5 variants of expansion
units. Up to 4 expansion units can be cascaded to add more I/O s to any base unit.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 21
Design and manufacturing of Automation Mechanism in SPM
Specifications of Digital Outputs
Number of outputs 8
Voltage rating 24 VDC (18 to 30 VDC including ripple)
Current rating 300 mA per output, 1.5 Amp max through common
Upto 4 channel can be paralleled at a time
Type of output MOFSET in Source mode
LED indication for output Red LED for individual output
ON voltage drop 2 VDC maximum
OFF voltage 1.5 VDC maximum
Response Time OFF to ON 0.1 ms , ON to OFF 0.4 ms
Inrush current 600 mA for 700 μs duration
Off state leakage current 10 μA maximum
Protections Reverse voltage
Output short circuit protection
Fast demagnetization for inductive loads
Isolation 1.5KV Optical from internal bus
External power supply 18 to 30 VDC including ripple for control circuit
Connection 10-pin removable screw type terminal block
Pulse Train Output(PTO) 24 VDC source type
(Only applicable for NG16DL/N) 1:Pulse (output Q00) and Direction(output Q01)
Frequency : 1 Hz to 2000 Hz
PTO duty cycle varies from 50% to 70%
Table 1. Transistor Outputs
D. Y. Patil College of Engineering & Technology, Kolhapur Page 22
Design and manufacturing of Automation Mechanism in SPM
Number of outputs 6; Grouped as 2+2+2
Voltage rating 24 to 250 VAC , 47-53 Hz , 30 VDC max
Type of output / Device Non latching normally open(NO) contact /
Electro-mechanical relay
LED indication for output Red LED for Individual output
Contact rating (Resistive load) 500 mA at 250 VAC and 30 VDC
Response time OFF to ON : 10 ms , ON to OFF : 5 ms
Minimum load 1 mA
Contact life Electrical life: Refer below , Mechanical life :
20,000,000 (180cpm)
Isolation Galvanic
Connection 10-pin removable screw type terminal blocks
Table 2. Relay Outputs
How the PLC operates
The PLC is a purpose-built machine control computer designed to read digital and
analog inputs from various sensors, execute a user defined logic program, and write the
resulting digital and analog output values to various output elements like hydraulic and
pneumatic actuators, indication lamps, solenoid coils, etc.
1. Scan cycle
Exact details vary between manufacturers, but most PLCs follow a 'scan-cycle'
format. PLC scans programme top to bottom & left to right.
2. Overhead
Overhead includes testing I/O module integrity, verifying the user program logic
hasn't changed, that the computer itself hasn't locked up (via a watchdog timer), and any
necessary communications. Communications may include traffic over the PLC
programmer port, remote I/O racks, and other external devices such as HMIs (Human
Machine Interfaces).
D. Y. Patil College of Engineering & Technology, Kolhapur Page 23
Design and manufacturing of Automation Mechanism in SPM
3. Input scan
A 'snapshot' of the digital and analog values present at the input cards is saved to an
input memory table.
4. Logic execution
The user program is scanned element by element, then rung by rung until the end of
the program, and resulting values written to an output memory table.
5. Diagnosis and communication
Is used in many different disciplines with variations in the use of logics, analytics,
and experience to determine "cause and effect". In systems engineering and computer
science, it is typically used to determine the causes of symptoms, mitigations, and
solutions. it is communicate to input module and send message to output module for any
incorrect data files variations.
6. Output scan
Values from the resulting output memory table are written to the output modules.
Once the output scan is complete the process repeats itself until the PLC is powered
down.
The time it takes to complete a scan cycle is, appropriately enough, the "scan cycle
time", and ranges from hundreds of milliseconds (on older PLCs, and/or PLCs with very
complex programs) to only a few milliseconds on newer PLCs, and/or PLCs executing
short, simple code.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 24
Design and manufacturing of Automation Mechanism in SPM
2.2 RELAY
A relay is an electrically operated switch. Many relays use an electromagnet to
mechanically operate a switch, but other operating principles are also used, such as solid-
state relays. Relays are used where it is necessary to control a circuit by a separate low-
power signal, or where several circuits must be controlled by one signal. The first relays
were used in long distance telegraph circuits as amplifiers: they repeated the signal
coming in from one circuit and re-transmitted it on another circuit. Relays were used
extensively in telephone exchanges and early computers to perform logical operations.
Fig 12. Relay
D. Y. Patil College of Engineering & Technology, Kolhapur Page 25
Design and manufacturing of Automation Mechanism in SPM
2.3 PROXIMITY SENSOR
Fig 14. Proximity Sensor
A proximity sensor is a sensor able to detect the presence of nearby objects
without any physical contact.
A proximity sensor often emits an electromagnetic field and looks for changes in
the field or return signal. The object being sensed is often referred to as the proximity
sensor's target. Different proximity sensor targets demand different sensors. For example,
a capacitive or photoelectric sensor might be suitable for a plastic target; an inductive
proximity sensor always requires a metal target.
The maximum distance that this sensor can detect is defined "nominal range" or
“Flush”. Some sensors have adjustments of the nominal range or means to report a
graduated detection distance. The current proximity sensor has a flush of 4mm.
Proximity sensors can have a high reliability and long functional life because of
the absence of mechanical parts and lack of physical contact between sensor and the
sensed object.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 26
Design and manufacturing of Automation Mechanism in SPM
2.4 CONTACTOR
Fig 15. Contactor
When a relay is used to switch a large amount of electrical power through its
contacts, it is designated by a special name: contactor. Contactors typically have multiple
contacts, and those contacts are usually (but not always) normally-open, so that power to
the load is shut off when the coil is de-energized. Perhaps the most common industrial
use for contactors is the control of electric motors.
The top three contacts switch the respective phases of the incoming 3-phase AC
power, typically at least 480 Volts for motors 1 horsepower or greater. The lowest contact
is an “auxiliary” contact which has a current rating much lower than that of the large
motor power contacts, but is actuated by the same armature as the power contacts. The
auxiliary contact is often used in a relay logic circuit, or for some other part of the motor
control scheme, typically switching 230 Volt AC power instead of the motor voltage.
One contactor may have several auxiliary contacts, either normally-open or normally-
closed, if required.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 27
Design and manufacturing of Automation Mechanism in SPM
2.5 SMPS
Fig 17. Switch mode power supply
A switched-mode power supply (switching-mode power supply) is an electronic
power supply that incorporates a switching regulator to convert electrical power
efficiently. Like other power supplies, an SMPS transfers power from a DC or AC source
(often mains power), to DC loads, such as a personal computer, while converting voltage
and current characteristics. Unlike a linear power supply, the pass transistor of a
switching-mode supply continually switches between low-dissipation, full-on and full-off
states, and spends very little time in the high dissipation transitions, which minimizes
wasted energy. Ideally, a switched-mode power supply dissipates no power. Voltage
regulation is achieved by varying the ratio of on-to-off time.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 28
Design and manufacturing of Automation Mechanism in SPM
3. PNEUMATIC SYSTEM
3.1 PNEUMATIC CYLINDER
Pneumatic cylinder(s) (sometimes known as air cylinders) are mechanical devices
which use the power of compressed gas to produce a force in a reciprocating linear
motion
Like hydraulic cylinders, something forces a piston to move in the desired
direction. The piston is a disc or cylinder, and the piston rod transfers the force it
develops to the object to be moved. Engineers sometimes prefer to use pneumatics
because they are quieter, cleaner, and do not require large amounts of space for fluid
storage.
Because the operating fluid is a gas, leakage from a pneumatic cylinder will not
drip out and contaminate the surroundings, making pneumatics more desirable where
cleanliness is a requirement. For example, in the mechanical puppets of the Disney Tiki
Room, pneumatics are used to prevent fluid from dripping onto people below the puppets
General:
Once actuated, compressed air enters into the tube at one end of the piston and,
hence, imparts force on the piston. Consequently, the piston becomes displaced.
Compressibility of gasses:
One major issue engineers come across working with pneumatic cylinders has to
do with the compressibility of a gas. Many studies have been completed on how the
precision of a pneumatic cylinder can be affected as the load acting on the cylinder tries
to further compress the gas used. Under a vertical load, a case where the cylinder takes on
the full load, the precision of the cylinder is affected the most. A study at the National
Cheng Kung University in Taiwan, concluded that the accuracy is about ± 30 nm, which
is still within a satisfactory range but shows that the compressibility of air has an effect
on the system.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 29
Design and manufacturing of Automation Mechanism in SPM
Fail safe mechanisms:
Pneumatic systems are often found in settings where even rare and brief system
failure is unacceptable. In such situations locks can sometimes serve as a safety
mechanism in case of loss of air supply (or its pressure falling) and, thus remedy or abate
any damage arising in such a situation. Leakage of air from the input or output reduces
the pressure and so the desired output.
Double-acting cylinders (DAC) use the force of air to move in both extend and
retract strokes. They have two ports to allow air in, one for outstroke and one for
instroke. Stroke length for this design is not limited, however, the piston rod is more
vulnerable to buckling and bending. Additional calculations should be performed as well
Cushion end air cylinders: cylinders with regulated air exhaust to avoid impacts
between the piston rod and the cylinder end cover.
Construction:
Depending on the job specification, there are multiple forms of body constructions
available
Tie rod cylinders: The most common cylinder constructions that can be used in
many types of loads. Has been proven to be the safest form.
One-piece welded cylinders: Ends are welded or crimped to the tube, this form is
inexpensive but makes the cylinder non-serviceable.
Threaded end cylinders: Ends are screwed onto the tube body. The reduction of
material can weaken the tube and may introduce thread concentricity problems to
the system.
Material:
Upon job specification, the material may be chosen. Material range from nickel-plated
brass to aluminum, and even steel and stainless steel. Depending on the level of loads,
humidity, temperature, and stroke lengths specified, the appropriate material may be
selected.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 30
Design and manufacturing of Automation Mechanism in SPM
Rod stresses:
Due to the forces acting on the cylinder, the piston rod is the most stressed component
and has to be designed to withstand high amounts of bending, tensile and compressive
forces. Depending on how long the piston rod is, stresses can be calculated differently. If
the rods length is less than 10 times the diameter, then it may be treated as a rigid body
which has compressive or tensile forces acting on it. In which case the relationship is
F=Aσ
Where:
F is the compressive or tensile force
A is the cross-sectional area of the piston rod
σ is the stress
Instroke and outstroke :
Although the diameter of the piston and the force exerted by a cylinder are
related, they are not directly proportional to one another. Additionally, the typical
mathematical relationship between the two assumes that the air supply does not become
saturated. Due to the effective cross sectional area reduced by the area of the piston rod,
the instroke force is less than the outstroke force when both are powered pneumatically
and by same supply of compressed gas.
The relationship between the force, radius, and pressure can derived from simple
distributed load equation
Fr=P Ae
Where:
Fr is the resultant force
P is the pressure or distributed load on the surface
Ae is the effective cross sectional area the load is acting on
D. Y. Patil College of Engineering & Technology, Kolhapur Page 31
Design and manufacturing of Automation Mechanism in SPM
4. HYDRAULIC SYSTEM
4.1 SPM MILLING
Milling is the machining process of using rotary cutters to remove material from a
work piece by advancing (or feeding) in a direction at an angle with the axis of the tool. It
covers a wide variety of different operations and machines, on scales from small
individual parts to large, heavy-duty gang milling operations. It is one of the most
commonly used processes in industry and machine shops today for machining parts to
precise sizes and shapes.
Milling can be done with a wide range of machine tools. The original class of
machine tools for milling was the milling machine (often called a mill). After the advent
of computer numerical control (CNC), milling machines evolved into machining centers
(milling machines with automatic tool changers, tool magazines or carousels, CNC
control, coolant systems, and enclosures), generally classified as vertical machining
centers (VMCs) and horizontal machining centers (HMCs). The integration of milling
into turning environments and of turning into milling environments, begun with live
tooling for lathes and the occasional use of mills for turning operations, led to a new class
of machine tools, multitasking machines (MTMs), which are purpose-built to provide for
a default machining strategy of using any combination of milling and turning within the
same work envelope.
Gang milling refers to the use of two or more milling cutters mounted on the same
arbor (that is, ganged) in a horizontal-milling setup. All of the cutters may perform the
same type of operation, or each cutter may perform a different type of operation. For
example, if several work pieces need a slot, a flat surface, and an angular groove, a good
method to cut these (within a non-CNC context) would be gang milling. All the
completed work pieces would be the same, and milling time per piece would be
minimized
D. Y. Patil College of Engineering & Technology, Kolhapur Page 32
Design and manufacturing of Automation Mechanism in SPM
PROCEDURE FOR FABRICATION OF AUTOMATION
Step 1: Selection of actuator and its accessories
Actuator is a mechanical device used to provide motion in a system. In our project
there is need of two actuators to complete the process. The actuator needed to be durable
enough to support the load provided to it and perform its task. By taking consultancy with
APG Company we were able to determine the actuators necessary for the operation. The
actuator used were of double end cushioning so that the impact will produce less
aftershocks as disturbance as well as to be able to be used in longer run.
Fig 18. Pneumatic Cylinder
Fig 19. 1st & 2nd Pneumatic Cylinders (SW)
D. Y. Patil College of Engineering & Technology, Kolhapur Page 33
Design and manufacturing of Automation Mechanism in SPM
1. DNC-32-400
The actuator had to be able to hoist 1.3 kg of load across 400mm. Due to this the
rod diameter of 32mm and stroke length of 400mm was selected. The selecting
was done by catalogue of FESTO and Purchased at APG along with its
accessories.
2. DNC-32-300
This actuator had to perform the job of relaying the work piece from conveyor to
the final actuator. This actuator was purchased from SPACK.
Accessories utilized for each actuator
1. 5 X 2 Directional Control Valve
It is utilized so that the Direction of the input supply can be managed.
It acts as a guiding device which helps to enable to control the actions of the
actuator.
Single solenoid valve
Fig 20. Solenoid valve
D. Y. Patil College of Engineering & Technology, Kolhapur Page 34
Design and manufacturing of Automation Mechanism in SPM
The function of this component is to act as switch in the process.
It enables us to provide the necessary commands for the processing of operation.
2. Flow Control Valve
Fig 21. Flow control valve
The utilization of this component is to regulate the supply air to the actuator.
If the actuation is too fast or too slow it will hinder in the operation.
To avoid this problem completely FCV is used to act as a regulator to the air flow.
3. Noise reducer
The pneumatic system consists of taking inlet air and blowing it off from outlet.
These simultaneously will produce lot of noise.
This will not only be aesthetically wrong but will also affect the worker function
ability
To avoid this noise reducers are used which will help in minimizing the noise
pollution produced by it.
4. Tubing
For providing connections to the arrangement the tubing’s are used. They provide
connectivity among components.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 35
Design and manufacturing of Automation Mechanism in SPM
Step 2: Fabrication of gripper
We had to prepare a custom built gripper for loading and simultaneous unloading
of work piece. A design of the gripper was made on SOLIDWORKS. To manufacture the
gripper the process of casting was to be utilized. A wooden pattern of the gripper was
fabricated with proper drafts. The pattern was then utilized to produce gripper by using
Aluminum 50 as its material. Aluminum was utilized because it is considerably light
weight in comparison to its competitors.
Fig 23. Aluminium Lifter
D. Y. Patil College of Engineering & Technology, Kolhapur Page 36
Design and manufacturing of Automation Mechanism in SPM
Fig 24. Backing Plate
Fig 25. Positioning of lifter with respect to Work piece
D. Y. Patil College of Engineering & Technology, Kolhapur Page 37
Design and manufacturing of Automation Mechanism in SPM
Step 3: Construction of guide
While selecting the 1st actuator we calculated the Bending Moment for carrying
1.3 kg of load across 400mm may cause the rod some damage. To avoid this
APG consulted us to either purchase a guide or make it ourselves. Guide
distributes the load on additional support rods thus helping in reduction of strain
on the push rod. The cost of purchasing it was too much. So we decided to make
a guide of our own.
Calculations for guide design
Available Data:
L = 0.04mm
Wp = 20N
D = 0.012m
Solution:
WDL=50N/m
W= WDL x L
=50 x 0.4
=20N
E = 210 x 109 N/m2 (For M.S Steel)
𝜋𝑑4
Ix = = 1.0178 x 10-9m4
64
𝜋𝑑4
Iy = = 1.0178 x 10-9m4
64
D. Y. Patil College of Engineering & Technology, Kolhapur Page 38
Design and manufacturing of Automation Mechanism in SPM
Line End Deflection,
𝑊𝐿 3 20 𝑋 0.4 3
YB(UDL )= 8𝐸𝐼 = 8 𝑋 210 𝑋 1.0178
YB(UDL) = 0.000748mm
For 1 rod = 0.748mm
For 3 rods = 0.249mm
𝑊𝐿 3 20 𝑋 0.4 3
YB(point) = 3𝐸𝐼 = 3 𝑋 210 𝑋 1.0178
YB(point) = 0.0013mm
For 1 rod = 1.99mm
For 3 rods = 0.665mm
Total Deflection:
For 1 rod = 0.748 + 1.99 = 2.738mm
For 3 rods = 0.249 + 0.665 = 0.914mm
D. Y. Patil College of Engineering & Technology, Kolhapur Page 39
Design and manufacturing of Automation Mechanism in SPM
Guide Mechanism:
Fig 26. Guide mechanism
1. 2 polished rods of Φ 12mm and 600mm length were bought from pooja
sheets, udyamnagar.
D. Y. Patil College of Engineering & Technology, Kolhapur Page 40
Design and manufacturing of Automation Mechanism in SPM
Fig 27. Polished Guide Rod
2. Two MS blocks of 70 X 40 X 150 mm were purchased.
3. The blocks were drilled with Φ16mm by providing a location of 32.5 mm
from the base at Vijay enterprises Udyamnagar.
Fig 28. Guide Block
D. Y. Patil College of Engineering & Technology, Kolhapur Page 41
Design and manufacturing of Automation Mechanism in SPM
4. The operation was of reciprocating in motion.
5. To avoid wearing due to friction bushes were provided.
6. 4 bushes of inner diameter Φ12mm and outer diameter Φ16mm were
purchased from Swastik Traders, Shahupuri.
Fig 29. Guide Bushing
7. It came into considerations that there may be a flaw due to leakage of oil
and thus hampering the operation.
8. To eliminate this problem 4 Oil seals were used
Inner diameter Φ12mm
Outer diameter Φ17mm
Thickness Φ3.5mm
D. Y. Patil College of Engineering & Technology, Kolhapur Page 42
Design and manufacturing of Automation Mechanism in SPM
Step 4: Fabrication of bed:
The Base on which the guiding and actuating mechanism had to be fabricated by
our group. The steps involved are as follows:
1. A proper plate to withstand the load of actuator, guide , work piece and gripper had
to be selected.
Fig 30. Supporting Plate
2. A MS plate of 185 X 620mm and 5mm thick was purchased from scrapyard in
udyamnagar.
Fig 31. Angle Supports for Pneumatic Cylinder
D. Y. Patil College of Engineering & Technology, Kolhapur Page 43
Design and manufacturing of Automation Mechanism in SPM
3. The plate was cut by utilization of process of gas cutting.
4. The base plate was drilled with 4 holes from below with female threads of M8.
5. For guide, an L section of 60 X 60 X 5 mm was used.
6. For bed, an L section of 50 X 50 X 5 mm and 1300 mm length was purchased from
scrapyard.
7. 3 L sections were cut into 3 feet each in length
8. A slot was provided on L section for adjustable height
Fig 32. Supporting Structure
9. L section was then used to act as support by welding it to bed.
10. Finally whole arrangement was painted
D. Y. Patil College of Engineering & Technology, Kolhapur Page 44
Design and manufacturing of Automation Mechanism in SPM
Fig 33. Fabricated stand
D. Y. Patil College of Engineering & Technology, Kolhapur Page 45
Design and manufacturing of Automation Mechanism in SPM
Fig 34. Overall Fabrication
D. Y. Patil College of Engineering & Technology, Kolhapur Page 46
Design and manufacturing of Automation Mechanism in SPM
Step 5: Design of control system
In our automation the human factor is completely eliminated. However there is
need for an instrument which would be able to locate and mobilize work piece to desired
location . Initially we thought to employ light sensors which are effective. However the
problem was that the chips due to machining may also bring error in system. So we
decided to utilize limit switches. Limit switch will act as an indicator to determine
position of work piece.
There is also a need of a processing unit. To act as a central hive the
Programmable Logic Control was selected. The PLC selected was 10 X 12 which would
be able to sense data from limit switches and process it to give output signals for actuator.
The position of sensors and limit switch are as follows:
1. Proximity Sensor on Conveyor attached to drilled steel plate.
2. Limit switch on actuator 1 for home sensing.
Fig 35. Position of 1st sensor and 1st limit switch
D. Y. Patil College of Engineering & Technology, Kolhapur Page 47
Design and manufacturing of Automation Mechanism in SPM
3. Bed end Limit switch
Fig 36. Position of bed end limit switch
4. Limit switch for actuator 2 home position on guide
Fig 37. Position of 2nd limit switch
D. Y. Patil College of Engineering & Technology, Kolhapur Page 48
Design and manufacturing of Automation Mechanism in SPM
5. Proximity sensor near hydraulic clamp
Fig 38. Position of 3rd proximity sensor
D. Y. Patil College of Engineering & Technology, Kolhapur Page 49
Design and manufacturing of Automation Mechanism in SPM
Step 6 : Selection of conveyor system
1. 3 Phase Motor
Fig 39. Combination of Motor and Gear Box
Power = 0.25 HP
Speed = 500 rpm (original)
Voltage = 315 V
Current = 10 A
Manufacturer = HAVELLS-LAFERT
D. Y. Patil College of Engineering & Technology, Kolhapur Page 50
Design and manufacturing of Automation Mechanism in SPM
2. Gear Box Reduction
Ratio = 50:1
Manufacturer = ALTRA
3. Belt tightness and slackness = Special bracket provisions to avoid slipping
4. Pneumatic cylinder fitting = L Angle fitted to conveyor at base by bolting
5. Slider plate fitting and height adjustment = Special plastic guides provided
Step 7 : Construction of foundation
1. A hole of 6cm is dug out.
2. Fill the hole with cement and additives
3. Keep it dry for 2 days
4. Drill 4 holes on required position
5. Fill it with Wax Curing Compound
6. Mount 4 studs on it and leave it for drying for 2 days
Fig 40. Foundation
D. Y. Patil College of Engineering & Technology, Kolhapur Page 51
Design and manufacturing of Automation Mechanism in SPM
Step 8 : Fabrication of trough
1. Using S.S plate 3 different locations are cut and joined at predetermined
judgemented angle
2. Two hollow pipes of Φ60mm
L1 = 43.18mm
L2 = 76.2mm
Fig 40. Support for trough
3. Washer is welded on top of pipe
4. Nut is welded upon washer
5. Bolt passes through nut for adjustment
6. 2 Base plates of 50.8 x 40.64mm with 4 M10 holes on each plate
Fig 41. Fabricated trough
D. Y. Patil College of Engineering & Technology, Kolhapur Page 52
Design and manufacturing of Automation Mechanism in SPM
Calculation for trough design
Fig 42.Force diagram for trough
𝑠𝑖𝑛 θ
μ = 𝑐𝑜𝑠 θ = tan(θ)
θ = tan-1(μ)
= tan-1(0.4)
θ = 21.8o
For ensuring slide from inclined trough and considering pits on sliding
surface , small 35o slope was provided
D. Y. Patil College of Engineering & Technology, Kolhapur Page 53
Design and manufacturing of Automation Mechanism in SPM
OBSERVATIONS & CALCULATIONS:
Conventional v/s automated loading & unloading
Sr. Operation Time(approximate) Required
no. (in seconds) operator
1) Picking up Job and loading 3 1
2) Pushing Clamping & Starting Buttons 2 1
3) Pushing De-clamping Button 4.5 1
4) Unloading the job & keeping it in tray 3.5 1
Table 4: Observations
To calculate average time of loading and unloading job in manual operations,
some practicals are performed to record their different time of loading-unloading (with
worker inconsistencies),
Practical No. Time for Loading and
Unloading (in seconds)
1 8.5
2 8.3
3 9.2
4 41.6
5 9.1
6 8.3
7 16.7
8 9.2
Average Time for =13.125 Seconds
loading-unloading
Table 5: Readings for Manual
Loading
D. Y. Patil College of Engineering & Technology, Kolhapur Page 54
Design and manufacturing of Automation Mechanism in SPM
So, Total time of finished job = Machining time + Loading-unloading time.
= 1 min 18 sec + 13 sec
= 1 min 31 sec
= 91 sec
According to this time, for a single job,
Number of finished job per hour =
= 3600/91
= 39.56 ≈ 39.5 jobs
Therefore, there are 39.5 jobs which are completed in one hour. As working condition of
machine, it performs for 13 hours per day in company.
Hence, total number of finished job per day = number of job per hour * total working
hour per day = 39.5 * 13
= 513.5 jobs per day
To calculate average time for loading-unloading per day,
= average time of loading-unloading for single job * number of finished job per day
= 13 sec * 513.5
= 6,675.5 sec
= 111 min 15 sec
= 1 hour 51 min 15 sec
So, average time for loading-unloading per day is 1 hour 51 min 15 sec
Worker ideal time = 11 hours 8 min 45 sec per day (13 hours shift)
D. Y. Patil College of Engineering & Technology, Kolhapur Page 55
Design and manufacturing of Automation Mechanism in SPM
Automated loading & unloading:
To calculate average time of loading and unloading job in automation process,
some practical are performed to record their different time of loading-unloading
Practical No. Time for Loading and
Unloading (in seconds)
1 11.4
2 11.5
3 11.3
4 11.6
5 11.5
6 11.5
7 11.7
8 11.4
Average Time for =11.5 Seconds
loading-unloading
Table 6: Readings for automatic
Loading
However, the cycle time increases by 15 seconds. So, Total time of finished job =
Machining time + Loading-unloading time.
= 1 min 33 sec + 11.5 sec
= 1 min 44.5 sec
= 104.5 sec
According to this time, for a single job,
Number of finished job per hour =
= 3600/104.5
= 34.45 ≈ 34.5 jobs
D. Y. Patil College of Engineering & Technology, Kolhapur Page 56
Design and manufacturing of Automation Mechanism in SPM
Therefore, there are 34.5 jobs which are completed in one hour. As working condition of
machine, it will perform for 22 hour per day in company.
Hence, total number of finished job per day = number of job per hour * total working
hour per day = 34.5 * 22
= 759 jobs per day
D. Y. Patil College of Engineering & Technology, Kolhapur Page 57
Design and manufacturing of Automation Mechanism in SPM
CHALLENGES
Guide alignment perfection
Material Selection
Budget optimization with best & reliable quality as this is an industrial project
Design developments and changes on the go
Mandatory precision 3D modeling of entire project
Receiving quotations from multiple personnel for components such as PLC,
Conveyor, Pneumatic components & Sensors.
Final adjustments and deals with failure, major/ minor corrections
D. Y. Patil College of Engineering & Technology, Kolhapur Page 58
Design and manufacturing of Automation Mechanism in SPM
BILL OF MATERIAL
Sr. No. Component Qty. Cost
1 Wooden Pattern 1 1500
2 3m Tape 1 100
3 400mm Pneumatic cylinder 1 4014
(Festo)
4 M.S. supporting plates 1 740
5 Allen bolts 1 78
6 Polished bar (Guide) 1 100
7 M.S. Block (Guide) 1 300
8 Backing Plate 1 90
9 L-angle Supporting Structure 3 520
10 M8 Bolts 6 18
11 Pneumatic connections - 530
12 300mm Pneumatic Cylinder 1 5050
13 L-angle Base Structure 4 380
14 Paint, brush, Red oxide & - 305
Turpentine
15 2m Pneumatic pipe - 70
16 Xerox of report (1st) - 90
17 Nuts and bolts - 262
18 Trough Material - 450
D. Y. Patil College of Engineering & Technology, Kolhapur Page 59
Design and manufacturing of Automation Mechanism in SPM
19 Plate bending - 170
20 SS Plate 1 230
21 Flat Plate 1 150
22 Fuse 1 60
23 Toggle switch 1 40
24 PLC and Programming - 10500
25 Fabrication Labour - 1500
26 Electrical Wiring Labour - 1000
TOTAL 30,027
Table 7. Bill of Material
D. Y. Patil College of Engineering & Technology, Kolhapur Page 60
Design and manufacturing of Automation Mechanism in SPM
CONCLUSION
Implementation of automation in industry increases its moral values
Single operator currently operates only 2 machines, but he can be able to access 3
machines after automation so as to improve productivity
Optimum utilization of labour
Time for loading and unloading process will be reduced
On the downside, complete automation would not be achieved in this project and
worker will still be required to load jobs per hour
Increases companies' annual profits
Repay time of automation expenses is covered shortly due to cost effective
designing
In case of failure of automation system, machine will be operated manually
D. Y. Patil College of Engineering & Technology, Kolhapur Page 61
Design and manufacturing of Automation Mechanism in SPM
REFERENCES
Siddharam Patil, Pragnya Pradeep, R. M. Lathe, “Automation of Milling using
Electro-Pneumatic System”, August 2012, pp. 1-11
Christopher Westcott, Oivind Brockmeier, Jan Helge Bohn, “Automated Loading
and Unloading of FDM Systems”, June 2002, pp. 679 – 686
Klaus D. Woerner, Michael A. Cybulski, Donald J.Mowat, “System for loading &
Unloading of Parts onto or from trays”, March 1999, pp. 1-7
Shivbhadrasinh Jhala,R. L. Jhala, Apurva Indrodia, “Design & Development of
automation of loading & unloading to CNC turning centre”, May 2015, Vol. 1
Issue 11, pp.1-6
Mahbooba Pasha, Annappa A. R., Mallikarjun C., “Design & Implementation of
Automatically controlled boring and milling using PLC”, August, 2015, Vol. 4
special issue 8, pp.1-8
Project aided by
Amol Patil - PLC
Karim.M - Fabrication
S.Pathan - Guide fabrication
Amol Patil - Conveyor
Pravin Jirge - Designing
Anil Patil - Electrical wiring
Shekhar Jadhav - Pneumatics
D. Y. Patil College of Engineering & Technology, Kolhapur Page 62
You might also like
- Fluid Power Data BookDocument64 pagesFluid Power Data BookAnand Gopinath40% (5)
- Handling Station: ManualDocument54 pagesHandling Station: ManualBrayan MedinaNo ratings yet
- Industrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherDocument49 pagesIndustrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherMd Shamsher86% (28)
- Computer Integrated Manufacturing - by Ankush Kapoor 1101ME05Document4 pagesComputer Integrated Manufacturing - by Ankush Kapoor 1101ME05ankushkapoor2003No ratings yet
- Lab 1 Industrial AutomationDocument4 pagesLab 1 Industrial AutomationMuhammad UmarNo ratings yet
- AUTOMATION For Learnig Session in SEMINARSDocument8 pagesAUTOMATION For Learnig Session in SEMINARSandrei CalloNo ratings yet
- Unit - Vi:: Applications in MechatronicsDocument14 pagesUnit - Vi:: Applications in MechatronicsViswanathanBalajiNo ratings yet
- Design & Simulation of PLC Control and Electro-Hydraulic System For A Punching MachineDocument14 pagesDesign & Simulation of PLC Control and Electro-Hydraulic System For A Punching MachineAryo WicaksonoNo ratings yet
- Automation & ControlDocument41 pagesAutomation & Controlkaushal2442No ratings yet
- Smu 2 Sam Assinment 2012Document146 pagesSmu 2 Sam Assinment 2012manish_rajoria2010No ratings yet
- PLC and Scada ReportDocument39 pagesPLC and Scada ReportchandramaulsenNo ratings yet
- PLC Scada Training ReportDocument31 pagesPLC Scada Training ReportÄkshãy SaçhånNo ratings yet
- National Institute of Technology, Kurukshetra Haryana: Submitted To Submitted byDocument31 pagesNational Institute of Technology, Kurukshetra Haryana: Submitted To Submitted byÄkshãy SaçhånNo ratings yet
- MaterialsDocument14 pagesMaterialsjaiy12No ratings yet
- Development of Automatic Sorting Conveyor Belt Using PLC: SimranDocument10 pagesDevelopment of Automatic Sorting Conveyor Belt Using PLC: SimranEsayas GebrewahidNo ratings yet
- Automation: Fixed Automation. Fixed Automation Is A System in Which The Sequence of ProcessingDocument7 pagesAutomation: Fixed Automation. Fixed Automation Is A System in Which The Sequence of ProcessingBalu ZerofourNo ratings yet
- Lab 12 Industrial AutomationDocument4 pagesLab 12 Industrial AutomationMuhammad UmarNo ratings yet
- 3 2 2 P 604764a9e8de5 FileDocument13 pages3 2 2 P 604764a9e8de5 FileKunal AhiwaleNo ratings yet
- Government College of Engineering Kalahandi, BhawanipatnaDocument26 pagesGovernment College of Engineering Kalahandi, BhawanipatnaRaghuNo ratings yet
- Unit 1 plc-1 PDFDocument34 pagesUnit 1 plc-1 PDFMahesh ShendeNo ratings yet
- Industrial Automation Systems Part 1Document62 pagesIndustrial Automation Systems Part 1Mohamedi ShafiiNo ratings yet
- Notes Unit 1Document7 pagesNotes Unit 1Sooraj ThakurNo ratings yet
- CNC Machine Research PaperDocument7 pagesCNC Machine Research Paperafeawldza100% (1)
- Me-804 Cad Cam Cim - 1Document17 pagesMe-804 Cad Cam Cim - 1Mallesham DevasaneNo ratings yet
- Application of PLC's For Automation of Processes in IndustriesDocument7 pagesApplication of PLC's For Automation of Processes in IndustriesMHMDNo ratings yet
- Jurnal MemeDocument10 pagesJurnal MemeMamik Kumala SuwarnoNo ratings yet
- Ghrce - Final Aip Lab Manual (Viii Sem)Document89 pagesGhrce - Final Aip Lab Manual (Viii Sem)Jyotiraman De100% (1)
- Internship ReportDocument44 pagesInternship ReportPrajwal M ANo ratings yet
- Report SummaryDocument4 pagesReport SummaryJudeline PastoresNo ratings yet
- Navjeet Singh007Document19 pagesNavjeet Singh007Harjot SinghNo ratings yet
- Chapter No 1: AutomationDocument91 pagesChapter No 1: AutomationengrmishtiaqNo ratings yet
- Computer Integrated ManufacturingDocument14 pagesComputer Integrated ManufacturingILAYAPERUMAL KNo ratings yet
- PLC Hmi ScadaDocument81 pagesPLC Hmi ScadaAlishaKorNo ratings yet
- Diversification of Lean Manufacturing For Actual Innovation: Journal of Physics: Conference SeriesDocument6 pagesDiversification of Lean Manufacturing For Actual Innovation: Journal of Physics: Conference SeriesAshish ShrivastavaNo ratings yet
- Irjet V6i5449Document6 pagesIrjet V6i5449Shakunthala GowdaNo ratings yet
- EMulator PDFDocument4 pagesEMulator PDFamk2009No ratings yet
- IIA Module 5Document48 pagesIIA Module 5TeenaNo ratings yet
- Lab Manual: MCT-334L Industrial AutomationDocument38 pagesLab Manual: MCT-334L Industrial AutomationAhmed ChNo ratings yet
- Lab Manual: MCT-334L Industrial AutomationDocument24 pagesLab Manual: MCT-334L Industrial AutomationAhmed ChNo ratings yet
- Scada Controlling Automatic Filling PlantDocument38 pagesScada Controlling Automatic Filling PlantDejan RadivojevicNo ratings yet
- Organisation ProfileDocument18 pagesOrganisation ProfileAtul DwivediNo ratings yet
- Automation ControllerDocument23 pagesAutomation ControllerTEDONGMOUO DAVIDSONNo ratings yet
- Assignments Subject Code: MB0028 (3 Credits) Set 1 Marks 60 Subject Name: Production & Operations ManagementDocument24 pagesAssignments Subject Code: MB0028 (3 Credits) Set 1 Marks 60 Subject Name: Production & Operations ManagementnormanroxdelNo ratings yet
- 2009 The New JIT and ToyotaDocument23 pages2009 The New JIT and ToyotawalterlloydNo ratings yet
- Computer Aided ManufactureDocument15 pagesComputer Aided ManufactureAnonymous 5lXEgHNo ratings yet
- Project SynopsisDocument4 pagesProject Synopsisayaan40000No ratings yet
- AUTOMATION IN PRODUCTION SYSTEMS Unit 1Document12 pagesAUTOMATION IN PRODUCTION SYSTEMS Unit 1compras.seaagsNo ratings yet
- Automating For EfficiencyDocument6 pagesAutomating For EfficiencySteven A McMurrayNo ratings yet
- PLC NotesDocument66 pagesPLC NotesrenuNo ratings yet
- Project Report On Industrial AutomationDocument15 pagesProject Report On Industrial AutomationAtul KirtiNo ratings yet
- Introduction To CIM Y.ZDocument21 pagesIntroduction To CIM Y.ZBizuayehu TadesseNo ratings yet
- Review PaperDocument7 pagesReview PaperRoch RonaldoNo ratings yet
- A Training Report On Automation: Completed at Sofcon PVT LTD, Ahemdabad'Document36 pagesA Training Report On Automation: Completed at Sofcon PVT LTD, Ahemdabad'Hemal PatelNo ratings yet
- Beckwood Guide To Press AutomationDocument16 pagesBeckwood Guide To Press AutomationOARIASCONo ratings yet
- Nozzle Arrangements by JakijakiDocument51 pagesNozzle Arrangements by JakijakiSachinNo ratings yet
- CADCAM Lecture NotesDocument223 pagesCADCAM Lecture NotesAnish KulkarniNo ratings yet
- CMMS Unleashed: Harnessing the Power of Technology for Efficient Maintenance Management: Cryotos CMMS, #1From EverandCMMS Unleashed: Harnessing the Power of Technology for Efficient Maintenance Management: Cryotos CMMS, #1No ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Pioneering Views: Pushing the Limits of Your C/ETRM - Volume 2From EverandPioneering Views: Pushing the Limits of Your C/ETRM - Volume 2No ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Examples of CNC Machines: Punched Tape Servomechanisms MachiningDocument5 pagesExamples of CNC Machines: Punched Tape Servomechanisms MachiningTushar KhorateNo ratings yet
- Chapter - 1: Cycle Operated Centrifugal Water PumpDocument44 pagesChapter - 1: Cycle Operated Centrifugal Water PumpTushar KhorateNo ratings yet
- Aditya Industries: Dypcet 1Document26 pagesAditya Industries: Dypcet 1Tushar KhorateNo ratings yet
- Cycle Operated PumpDocument44 pagesCycle Operated PumpTushar KhorateNo ratings yet
- Presentation On Industrial Training at "Aditya Industries Engg. Machine Shop"Document11 pagesPresentation On Industrial Training at "Aditya Industries Engg. Machine Shop"Tushar KhorateNo ratings yet
- PG2 PG 2A PG3 PG 3A: Repair ManualDocument60 pagesPG2 PG 2A PG3 PG 3A: Repair ManualTushar KhorateNo ratings yet
- Bike of The Future-Pneumatic Bike2Document17 pagesBike of The Future-Pneumatic Bike2Santosh N ChethuNo ratings yet
- Proposal SampleDocument33 pagesProposal SampleMichael MesfinNo ratings yet
- (##) Anti Theft Steering SystemDocument85 pages(##) Anti Theft Steering SystemstarNo ratings yet
- Plano Hidraulico 330d Excavadora PDFDocument2 pagesPlano Hidraulico 330d Excavadora PDFJimmyRodrigo100% (1)
- CH-11 - Pneumatic Control CircuitsDocument17 pagesCH-11 - Pneumatic Control Circuitsarindam57000No ratings yet
- Welding Machine Project Report FinalDocument44 pagesWelding Machine Project Report FinalJAYAPRABHAKARAN N NNo ratings yet
- Catálogo e Los Cilindros Neumaticos PARKERDocument124 pagesCatálogo e Los Cilindros Neumaticos PARKERmaurozuriNo ratings yet
- Pneumatic ViceDocument1 pagePneumatic ViceChockalingam AthilingamNo ratings yet
- Cat 336D2 Hydr.&Elect - DiagramDocument10 pagesCat 336D2 Hydr.&Elect - DiagrammanuelNo ratings yet
- Sistema de LavadoDocument22 pagesSistema de LavadoAnthonyNo ratings yet
- 3 Axis Modern TrailerDocument24 pages3 Axis Modern TrailerRATHANNo ratings yet
- D. Y. Patil College of Engineering & Technology, KolhapurDocument62 pagesD. Y. Patil College of Engineering & Technology, KolhapurTushar KhorateNo ratings yet
- Augusta, Maine 04336. York 14649. 14649.Document17 pagesAugusta, Maine 04336. York 14649. 14649.deepaNo ratings yet
- (##) Pneumatic High Speed Hacksaw MachineDocument79 pages(##) Pneumatic High Speed Hacksaw MachineTechnos_Inc0% (2)
- Air BellowsDocument5 pagesAir BellowsSantosh SamalNo ratings yet
- TH220B (Hidraulico)Document2 pagesTH220B (Hidraulico)Jesus BombasNo ratings yet
- Electrical Actuator For Air Damper Upgrade: 1 Delivery ScopeDocument5 pagesElectrical Actuator For Air Damper Upgrade: 1 Delivery ScopeАндрей КозловNo ratings yet
- Automatic PVC Pipe Cutting MachineDocument4 pagesAutomatic PVC Pipe Cutting MachineEditor IJTSRDNo ratings yet
- Lecture - 13 - System - Design - Dev - Pneumatics and Hydraulics - Part3Document48 pagesLecture - 13 - System - Design - Dev - Pneumatics and Hydraulics - Part3Razan Al AzzamNo ratings yet
- INTRODUCTIONDocument13 pagesINTRODUCTIONPrabhav KulkarniNo ratings yet
- Compressed Air Generation Using Vehicle Suspension System: March 2018Document5 pagesCompressed Air Generation Using Vehicle Suspension System: March 2018DeepakNo ratings yet
- Chapter-2 Transducers, Sensors and ActuatorsDocument105 pagesChapter-2 Transducers, Sensors and Actuatorskrishnareddy_chintalaNo ratings yet
- Norgren Catalouge PDFDocument22 pagesNorgren Catalouge PDFjaydee45No ratings yet
- Power-Pro XT CotDocument3 pagesPower-Pro XT CotAlexandra JanicNo ratings yet
- 9 - PneumaticsDocument44 pages9 - PneumaticsJOHNNo ratings yet
- How Tractor Brakes WorkDocument10 pagesHow Tractor Brakes WorkVengadasubramanianNo ratings yet
- Amar Rade IraDocument113 pagesAmar Rade IraMarcos DanielNo ratings yet
- Sugarcane HarvesterDocument9 pagesSugarcane HarvesterSan Surya100% (1)