
Hoppers (Rectangle To Rectangle) : Industrial Insulation
Hoppers (Rectangle To Rectangle) : Industrial Insulation
You might also like
- Cafco Fendolite Mii Application Guidelines PDFDocument23 pagesCafco Fendolite Mii Application Guidelines PDFTanmay GorNo ratings yet
- C1729 Is A New ASTM Standard For Aluminum JacketingDocument2 pagesC1729 Is A New ASTM Standard For Aluminum JacketingTushar Arekar100% (2)
- Industrial Insulation: General Allowances For Insulation & CladdingDocument18 pagesIndustrial Insulation: General Allowances For Insulation & CladdingPeter LuvisNo ratings yet
- Pipe Cladding (Basic) Fabrication & Application: Industrial InsulationDocument14 pagesPipe Cladding (Basic) Fabrication & Application: Industrial InsulationJHUN ALLABANo ratings yet
- M4 U4 Bracket FabricationDocument26 pagesM4 U4 Bracket FabricationKaliya PerumalNo ratings yet
- M3 U1 Piping MaterialsDocument28 pagesM3 U1 Piping MaterialsIbtissamNo ratings yet
- Qualification Procedure No. 8: SSPC: The Society For Protective CoatingsDocument6 pagesQualification Procedure No. 8: SSPC: The Society For Protective CoatingsRinush SinagaNo ratings yet
- C892Document5 pagesC892dinhtung2210No ratings yet
- Coating Personnel Id FormatDocument1 pageCoating Personnel Id FormatShabbar Abbas MalikNo ratings yet
- SSPC QP1Document36 pagesSSPC QP1DuongthithuydungNo ratings yet
- Finishing Materials & Cladding: Industrial InsulationDocument19 pagesFinishing Materials & Cladding: Industrial InsulationTariq Latif SaeedNo ratings yet
- Insulation MoMDocument13 pagesInsulation MoMMehthabNo ratings yet
- Ballast TK HempelsDocument15 pagesBallast TK HempelsGeorgios PapakostasNo ratings yet
- Design No. N854: BXUV.N854 Fire-Resistance Ratings - ANSI/UL 263Document3 pagesDesign No. N854: BXUV.N854 Fire-Resistance Ratings - ANSI/UL 263EngTamerNo ratings yet
- Paint Products For Systems (Sitra)Document1 pagePaint Products For Systems (Sitra)Mahmoud TahaNo ratings yet
- X854Document10 pagesX854RimNo ratings yet
- J718Document4 pagesJ718Gatot KeceNo ratings yet
- Interseal 670HS+Br+EngDocument2 pagesInterseal 670HS+Br+Engrajauae2008100% (1)
- ENG STD 1602 Cold InsulDocument32 pagesENG STD 1602 Cold Insuldarrybr52No ratings yet
- GAP Guidelines: Fireproofing For Hydrocarbon Fire ExposuresDocument7 pagesGAP Guidelines: Fireproofing For Hydrocarbon Fire ExposuresAlbert GuiNo ratings yet
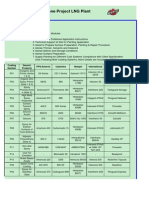
- Wheatstone Project LNG Plant: MR Number XX Title: Scope of WoDocument4 pagesWheatstone Project LNG Plant: MR Number XX Title: Scope of WoLegend AnbuNo ratings yet
- Qualification Procedure No. 7: SSPC: The Society For Protective CoatingsDocument6 pagesQualification Procedure No. 7: SSPC: The Society For Protective CoatingsRinush SinagaNo ratings yet
- 2.naima Ci PPT Final PDFDocument14 pages2.naima Ci PPT Final PDFMuhammad AsifNo ratings yet
- Ad204-600-G-02727 Piping Classification Rev 2Document343 pagesAd204-600-G-02727 Piping Classification Rev 2Manohar SeetharamNo ratings yet
- Seoul, Korea: Estimation SheetDocument6 pagesSeoul, Korea: Estimation SheetHRK65No ratings yet
- Surface Preparation & Safety: A JPCL EresourceDocument29 pagesSurface Preparation & Safety: A JPCL EresourcelawiNo ratings yet
- VPCL Application and Removal ProcedudreDocument3 pagesVPCL Application and Removal ProcedudreBoby Thomas100% (1)
- Chapter 5 Insulation Materials and TechniquesDocument29 pagesChapter 5 Insulation Materials and TechniquesMd Rodi BidinNo ratings yet
- Chemflake Brochure 2010 Tcm29 1582Document6 pagesChemflake Brochure 2010 Tcm29 1582jinyuan74No ratings yet
- Jetfire Darmatt LFTDocument4 pagesJetfire Darmatt LFTHyeong-Ho KimNo ratings yet
- Vikings-Halar Coated Deluge ValveDocument12 pagesVikings-Halar Coated Deluge ValveHenry WuNo ratings yet
- Pip Inih1000 TocDocument1 pagePip Inih1000 Toc최우혁No ratings yet
- 09 Samss 098Document3 pages09 Samss 098Cherukunnon JubuNo ratings yet
- NORSOK R-004 2005 (Draft) Piping and Equipment InsulationDocument30 pagesNORSOK R-004 2005 (Draft) Piping and Equipment InsulationWHWENNo ratings yet
- 000 N EE 0020003 Rev1 Acoustic Insulation SpecificationDocument18 pages000 N EE 0020003 Rev1 Acoustic Insulation Specificationonur gunesNo ratings yet
- 20000E05 - Painting Spec - 187 - 0 - AppendiceSistemasDocument33 pages20000E05 - Painting Spec - 187 - 0 - AppendiceSistemasRosaFNo ratings yet
- Difference-Between FRP and GRP PDFDocument3 pagesDifference-Between FRP and GRP PDFparesh_patsNo ratings yet
- Estimation of Surface AreasDocument2 pagesEstimation of Surface AreasSameera JayaratneNo ratings yet
- VAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev ADocument8 pagesVAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev AAdvis100% (1)
- WindTower WebinarSlidesDocument27 pagesWindTower WebinarSlidesJuby James100% (1)
- Chartek 1709 SDSDocument2 pagesChartek 1709 SDSJOHN100% (1)
- Ir Manual PDFDocument61 pagesIr Manual PDFDesam Desi Amroni KNo ratings yet
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Document17 pagesDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- Y710Document2 pagesY710RimNo ratings yet
- FROSIO Certification: For The Professional Coating InspectorDocument2 pagesFROSIO Certification: For The Professional Coating InspectorGeorgianaNo ratings yet
- Coating Manual: Jotun - More Than PaintDocument4 pagesCoating Manual: Jotun - More Than PaintKali AbdennourNo ratings yet
- Rti Brochure Searox Technical Guidelines - Int EngDocument116 pagesRti Brochure Searox Technical Guidelines - Int EngEzzaty ShafiqaNo ratings yet
- 04 Samss 003Document4 pages04 Samss 003Awais CheemaNo ratings yet
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpNo ratings yet
- Mechanical Insulation - Types and MaterialsDocument9 pagesMechanical Insulation - Types and Materialssowman tungNo ratings yet
- Astm-E1209 - 99Document6 pagesAstm-E1209 - 99DESTINY SIMONNo ratings yet
- SSG1017E Edition 7Document14 pagesSSG1017E Edition 7Harold GillNo ratings yet
- V 21302 - Rev.2 CDocument133 pagesV 21302 - Rev.2 Cpandiangv100% (1)
- ACI 222.2R-01 - Corrosion of Prestressing SteelsDocument43 pagesACI 222.2R-01 - Corrosion of Prestressing Steelsmekgeo1No ratings yet
- Measuring: Ductwork & Other Large Areas: Industrial InsulationDocument17 pagesMeasuring: Ductwork & Other Large Areas: Industrial InsulationAshanthi De SivaNo ratings yet
- Measuring The Training Rig: Industrial InsulationDocument22 pagesMeasuring The Training Rig: Industrial InsulationStefan KonstantinovicNo ratings yet
- m1 - U8 - Recessing and Assembling PartsDocument15 pagesm1 - U8 - Recessing and Assembling PartsViệt Đặng XuânNo ratings yet
- m3 - U7 - Blind Slots & Corner Cut - OutsDocument14 pagesm3 - U7 - Blind Slots & Corner Cut - OutsViệt Đặng XuânNo ratings yet
- EVK 7 8 M8 PCBVC D - UserGuide - (UBX 14002502)Document25 pagesEVK 7 8 M8 PCBVC D - UserGuide - (UBX 14002502)Rizwan AhmedNo ratings yet
- WWW Echalone COM: Techalon EDocument26 pagesWWW Echalone COM: Techalon EVara Prasad VemulaNo ratings yet
- Basics of Capital BudgetingDocument26 pagesBasics of Capital BudgetingChaitanya JagarlapudiNo ratings yet
- MotoGP (TM) 13 - Boxed Version Patch LogDocument2 pagesMotoGP (TM) 13 - Boxed Version Patch LogAbdul Haris NabuNo ratings yet
- Chapter 1 Project Management The Key To Achieving ResultsDocument40 pagesChapter 1 Project Management The Key To Achieving Resultslyster badenasNo ratings yet
- BSR 231 Grouping Assignment FinaleDocument149 pagesBSR 231 Grouping Assignment FinaleMUHAMMAD FARIS IQBAL BIN RIDUANNo ratings yet
- Anatomy of NoseDocument40 pagesAnatomy of Noseaaryansaha8No ratings yet
- Chapter 17Document79 pagesChapter 17api-408490857No ratings yet
- Kuno PaperDocument5 pagesKuno Paperkshipra soniNo ratings yet
- The Future of FinTech Paradigm Shift Small Business Finance Report 2015Document36 pagesThe Future of FinTech Paradigm Shift Small Business Finance Report 2015Jibran100% (3)
- Barium StudiesDocument89 pagesBarium StudiesManuel PoncianNo ratings yet
- Enhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessDocument14 pagesEnhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessYunusov ZiyodulloNo ratings yet
- How Long A Trip Is It From Here To Our Cairo Office?Document5 pagesHow Long A Trip Is It From Here To Our Cairo Office?Luyện TrầnNo ratings yet
- FS 1 Activity 3Document6 pagesFS 1 Activity 3Nilda EStradaNo ratings yet
- CoaDocument6 pagesCoaCarlo CariasoNo ratings yet
- IHITES - Volume 3 - Issue 4 - Pages 27-31Document6 pagesIHITES - Volume 3 - Issue 4 - Pages 27-31jonaNo ratings yet
- Learning Activity Sheet Name of Student: - Learning Area-Grade Level: Mathematics-Grade 6 Date: - I. Introductory ConceptDocument9 pagesLearning Activity Sheet Name of Student: - Learning Area-Grade Level: Mathematics-Grade 6 Date: - I. Introductory ConceptANGELINA RAMBOYONGNo ratings yet
- A Study On Consumer Behaviour Towards Reliance JioDocument94 pagesA Study On Consumer Behaviour Towards Reliance JioKhan YasinNo ratings yet
- Ch06 Solations Brigham 10th EDocument32 pagesCh06 Solations Brigham 10th ERafay HussainNo ratings yet
- Lecture1 Introduction To BiostatisticsDocument18 pagesLecture1 Introduction To BiostatisticsIdiAmadouNo ratings yet
- The Vaccine Adverse Event Reporting System (VAERS)Document356 pagesThe Vaccine Adverse Event Reporting System (VAERS)Josh SingerNo ratings yet
- ViewDocument2 pagesViewJohn Lorenz OrduñaNo ratings yet
- CST Math 2015 - Day 2 - Functions Part IIDocument22 pagesCST Math 2015 - Day 2 - Functions Part IIapi-245317729No ratings yet
- Experiment 2 - Classes and Changes in MatterDocument4 pagesExperiment 2 - Classes and Changes in MatterLaurrence CapindianNo ratings yet
- Brochure - HRM ThreadDocument6 pagesBrochure - HRM ThreadPrateek KumarNo ratings yet
- Basic EchocardiographyDocument6 pagesBasic EchocardiographyAswin BaharNo ratings yet
- Ves Se NigerriaDocument16 pagesVes Se NigerriaWadadiNo ratings yet
- Deployment Guide Series IBM Total Storage Productivity Center For Data Sg247140Document602 pagesDeployment Guide Series IBM Total Storage Productivity Center For Data Sg247140bupbechanhNo ratings yet
- Critical Thinking Concepts and Tools - ADocument10 pagesCritical Thinking Concepts and Tools - ASigrid Cruz100% (1)
- Jerusalem Studies in Religion andDocument477 pagesJerusalem Studies in Religion andJason PangNo ratings yet






















































































Download as pdf or txt
You might also like
- Cafco Fendolite Mii Application Guidelines PDFDocument23 pagesCafco Fendolite Mii Application Guidelines PDFTanmay GorNo ratings yet
- C1729 Is A New ASTM Standard For Aluminum JacketingDocument2 pagesC1729 Is A New ASTM Standard For Aluminum JacketingTushar Arekar100% (2)
- Industrial Insulation: General Allowances For Insulation & CladdingDocument18 pagesIndustrial Insulation: General Allowances For Insulation & CladdingPeter LuvisNo ratings yet
- Pipe Cladding (Basic) Fabrication & Application: Industrial InsulationDocument14 pagesPipe Cladding (Basic) Fabrication & Application: Industrial InsulationJHUN ALLABANo ratings yet
- M4 U4 Bracket FabricationDocument26 pagesM4 U4 Bracket FabricationKaliya PerumalNo ratings yet
- M3 U1 Piping MaterialsDocument28 pagesM3 U1 Piping MaterialsIbtissamNo ratings yet
- Qualification Procedure No. 8: SSPC: The Society For Protective CoatingsDocument6 pagesQualification Procedure No. 8: SSPC: The Society For Protective CoatingsRinush SinagaNo ratings yet
- C892Document5 pagesC892dinhtung2210No ratings yet
- Coating Personnel Id FormatDocument1 pageCoating Personnel Id FormatShabbar Abbas MalikNo ratings yet
- SSPC QP1Document36 pagesSSPC QP1DuongthithuydungNo ratings yet
- Finishing Materials & Cladding: Industrial InsulationDocument19 pagesFinishing Materials & Cladding: Industrial InsulationTariq Latif SaeedNo ratings yet
- Insulation MoMDocument13 pagesInsulation MoMMehthabNo ratings yet
- Ballast TK HempelsDocument15 pagesBallast TK HempelsGeorgios PapakostasNo ratings yet
- Design No. N854: BXUV.N854 Fire-Resistance Ratings - ANSI/UL 263Document3 pagesDesign No. N854: BXUV.N854 Fire-Resistance Ratings - ANSI/UL 263EngTamerNo ratings yet
- Paint Products For Systems (Sitra)Document1 pagePaint Products For Systems (Sitra)Mahmoud TahaNo ratings yet
- X854Document10 pagesX854RimNo ratings yet
- J718Document4 pagesJ718Gatot KeceNo ratings yet
- Interseal 670HS+Br+EngDocument2 pagesInterseal 670HS+Br+Engrajauae2008100% (1)
- ENG STD 1602 Cold InsulDocument32 pagesENG STD 1602 Cold Insuldarrybr52No ratings yet
- GAP Guidelines: Fireproofing For Hydrocarbon Fire ExposuresDocument7 pagesGAP Guidelines: Fireproofing For Hydrocarbon Fire ExposuresAlbert GuiNo ratings yet
- Wheatstone Project LNG Plant: MR Number XX Title: Scope of WoDocument4 pagesWheatstone Project LNG Plant: MR Number XX Title: Scope of WoLegend AnbuNo ratings yet
- Qualification Procedure No. 7: SSPC: The Society For Protective CoatingsDocument6 pagesQualification Procedure No. 7: SSPC: The Society For Protective CoatingsRinush SinagaNo ratings yet
- 2.naima Ci PPT Final PDFDocument14 pages2.naima Ci PPT Final PDFMuhammad AsifNo ratings yet
- Ad204-600-G-02727 Piping Classification Rev 2Document343 pagesAd204-600-G-02727 Piping Classification Rev 2Manohar SeetharamNo ratings yet
- Seoul, Korea: Estimation SheetDocument6 pagesSeoul, Korea: Estimation SheetHRK65No ratings yet
- Surface Preparation & Safety: A JPCL EresourceDocument29 pagesSurface Preparation & Safety: A JPCL EresourcelawiNo ratings yet
- VPCL Application and Removal ProcedudreDocument3 pagesVPCL Application and Removal ProcedudreBoby Thomas100% (1)
- Chapter 5 Insulation Materials and TechniquesDocument29 pagesChapter 5 Insulation Materials and TechniquesMd Rodi BidinNo ratings yet
- Chemflake Brochure 2010 Tcm29 1582Document6 pagesChemflake Brochure 2010 Tcm29 1582jinyuan74No ratings yet
- Jetfire Darmatt LFTDocument4 pagesJetfire Darmatt LFTHyeong-Ho KimNo ratings yet
- Vikings-Halar Coated Deluge ValveDocument12 pagesVikings-Halar Coated Deluge ValveHenry WuNo ratings yet
- Pip Inih1000 TocDocument1 pagePip Inih1000 Toc최우혁No ratings yet
- 09 Samss 098Document3 pages09 Samss 098Cherukunnon JubuNo ratings yet
- NORSOK R-004 2005 (Draft) Piping and Equipment InsulationDocument30 pagesNORSOK R-004 2005 (Draft) Piping and Equipment InsulationWHWENNo ratings yet
- 000 N EE 0020003 Rev1 Acoustic Insulation SpecificationDocument18 pages000 N EE 0020003 Rev1 Acoustic Insulation Specificationonur gunesNo ratings yet
- 20000E05 - Painting Spec - 187 - 0 - AppendiceSistemasDocument33 pages20000E05 - Painting Spec - 187 - 0 - AppendiceSistemasRosaFNo ratings yet
- Difference-Between FRP and GRP PDFDocument3 pagesDifference-Between FRP and GRP PDFparesh_patsNo ratings yet
- Estimation of Surface AreasDocument2 pagesEstimation of Surface AreasSameera JayaratneNo ratings yet
- VAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev ADocument8 pagesVAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev AAdvis100% (1)
- WindTower WebinarSlidesDocument27 pagesWindTower WebinarSlidesJuby James100% (1)
- Chartek 1709 SDSDocument2 pagesChartek 1709 SDSJOHN100% (1)
- Ir Manual PDFDocument61 pagesIr Manual PDFDesam Desi Amroni KNo ratings yet
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Document17 pagesDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- Y710Document2 pagesY710RimNo ratings yet
- FROSIO Certification: For The Professional Coating InspectorDocument2 pagesFROSIO Certification: For The Professional Coating InspectorGeorgianaNo ratings yet
- Coating Manual: Jotun - More Than PaintDocument4 pagesCoating Manual: Jotun - More Than PaintKali AbdennourNo ratings yet
- Rti Brochure Searox Technical Guidelines - Int EngDocument116 pagesRti Brochure Searox Technical Guidelines - Int EngEzzaty ShafiqaNo ratings yet
- 04 Samss 003Document4 pages04 Samss 003Awais CheemaNo ratings yet
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpNo ratings yet
- Mechanical Insulation - Types and MaterialsDocument9 pagesMechanical Insulation - Types and Materialssowman tungNo ratings yet
- Astm-E1209 - 99Document6 pagesAstm-E1209 - 99DESTINY SIMONNo ratings yet
- SSG1017E Edition 7Document14 pagesSSG1017E Edition 7Harold GillNo ratings yet
- V 21302 - Rev.2 CDocument133 pagesV 21302 - Rev.2 Cpandiangv100% (1)
- ACI 222.2R-01 - Corrosion of Prestressing SteelsDocument43 pagesACI 222.2R-01 - Corrosion of Prestressing Steelsmekgeo1No ratings yet
- Measuring: Ductwork & Other Large Areas: Industrial InsulationDocument17 pagesMeasuring: Ductwork & Other Large Areas: Industrial InsulationAshanthi De SivaNo ratings yet
- Measuring The Training Rig: Industrial InsulationDocument22 pagesMeasuring The Training Rig: Industrial InsulationStefan KonstantinovicNo ratings yet
- m1 - U8 - Recessing and Assembling PartsDocument15 pagesm1 - U8 - Recessing and Assembling PartsViệt Đặng XuânNo ratings yet
- m3 - U7 - Blind Slots & Corner Cut - OutsDocument14 pagesm3 - U7 - Blind Slots & Corner Cut - OutsViệt Đặng XuânNo ratings yet
- EVK 7 8 M8 PCBVC D - UserGuide - (UBX 14002502)Document25 pagesEVK 7 8 M8 PCBVC D - UserGuide - (UBX 14002502)Rizwan AhmedNo ratings yet
- WWW Echalone COM: Techalon EDocument26 pagesWWW Echalone COM: Techalon EVara Prasad VemulaNo ratings yet
- Basics of Capital BudgetingDocument26 pagesBasics of Capital BudgetingChaitanya JagarlapudiNo ratings yet
- MotoGP (TM) 13 - Boxed Version Patch LogDocument2 pagesMotoGP (TM) 13 - Boxed Version Patch LogAbdul Haris NabuNo ratings yet
- Chapter 1 Project Management The Key To Achieving ResultsDocument40 pagesChapter 1 Project Management The Key To Achieving Resultslyster badenasNo ratings yet
- BSR 231 Grouping Assignment FinaleDocument149 pagesBSR 231 Grouping Assignment FinaleMUHAMMAD FARIS IQBAL BIN RIDUANNo ratings yet
- Anatomy of NoseDocument40 pagesAnatomy of Noseaaryansaha8No ratings yet
- Chapter 17Document79 pagesChapter 17api-408490857No ratings yet
- Kuno PaperDocument5 pagesKuno Paperkshipra soniNo ratings yet
- The Future of FinTech Paradigm Shift Small Business Finance Report 2015Document36 pagesThe Future of FinTech Paradigm Shift Small Business Finance Report 2015Jibran100% (3)
- Barium StudiesDocument89 pagesBarium StudiesManuel PoncianNo ratings yet
- Enhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessDocument14 pagesEnhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessYunusov ZiyodulloNo ratings yet
- How Long A Trip Is It From Here To Our Cairo Office?Document5 pagesHow Long A Trip Is It From Here To Our Cairo Office?Luyện TrầnNo ratings yet
- FS 1 Activity 3Document6 pagesFS 1 Activity 3Nilda EStradaNo ratings yet
- CoaDocument6 pagesCoaCarlo CariasoNo ratings yet
- IHITES - Volume 3 - Issue 4 - Pages 27-31Document6 pagesIHITES - Volume 3 - Issue 4 - Pages 27-31jonaNo ratings yet
- Learning Activity Sheet Name of Student: - Learning Area-Grade Level: Mathematics-Grade 6 Date: - I. Introductory ConceptDocument9 pagesLearning Activity Sheet Name of Student: - Learning Area-Grade Level: Mathematics-Grade 6 Date: - I. Introductory ConceptANGELINA RAMBOYONGNo ratings yet
- A Study On Consumer Behaviour Towards Reliance JioDocument94 pagesA Study On Consumer Behaviour Towards Reliance JioKhan YasinNo ratings yet
- Ch06 Solations Brigham 10th EDocument32 pagesCh06 Solations Brigham 10th ERafay HussainNo ratings yet
- Lecture1 Introduction To BiostatisticsDocument18 pagesLecture1 Introduction To BiostatisticsIdiAmadouNo ratings yet
- The Vaccine Adverse Event Reporting System (VAERS)Document356 pagesThe Vaccine Adverse Event Reporting System (VAERS)Josh SingerNo ratings yet
- ViewDocument2 pagesViewJohn Lorenz OrduñaNo ratings yet
- CST Math 2015 - Day 2 - Functions Part IIDocument22 pagesCST Math 2015 - Day 2 - Functions Part IIapi-245317729No ratings yet
- Experiment 2 - Classes and Changes in MatterDocument4 pagesExperiment 2 - Classes and Changes in MatterLaurrence CapindianNo ratings yet
- Brochure - HRM ThreadDocument6 pagesBrochure - HRM ThreadPrateek KumarNo ratings yet
- Basic EchocardiographyDocument6 pagesBasic EchocardiographyAswin BaharNo ratings yet
- Ves Se NigerriaDocument16 pagesVes Se NigerriaWadadiNo ratings yet
- Deployment Guide Series IBM Total Storage Productivity Center For Data Sg247140Document602 pagesDeployment Guide Series IBM Total Storage Productivity Center For Data Sg247140bupbechanhNo ratings yet
- Critical Thinking Concepts and Tools - ADocument10 pagesCritical Thinking Concepts and Tools - ASigrid Cruz100% (1)
- Jerusalem Studies in Religion andDocument477 pagesJerusalem Studies in Religion andJason PangNo ratings yet