Download as pdf or txt
You might also like
- HR Internal Investigation Report TemplateDocument5 pagesHR Internal Investigation Report TemplateIffatNo ratings yet
- Tyco Control Valve ManualDocument55 pagesTyco Control Valve Manualtxlucky80100% (1)
- Guidelines For Selecting The Proper Valve CharacteristicDocument6 pagesGuidelines For Selecting The Proper Valve CharacteristicIamPedro100% (1)
- Advanced Embedded Security System With Image Capturing in SDMMC CardDocument3 pagesAdvanced Embedded Security System With Image Capturing in SDMMC CardVigneshInfotechNo ratings yet
- Cascade ControlDocument16 pagesCascade ControlrahulNo ratings yet
- Control Systems and Task of Control Engineers 1.1 Introduction To Control EngineeringDocument7 pagesControl Systems and Task of Control Engineers 1.1 Introduction To Control EngineeringMagarsaa Qana'iiNo ratings yet
- Chapter - One (1) ControlDocument7 pagesChapter - One (1) Controlmesfin snowNo ratings yet
- Cascade ControlDocument20 pagesCascade Controlthesimpleguy6No ratings yet
- Estructura de Control Ejemplo (Eng)Document14 pagesEstructura de Control Ejemplo (Eng)Silvia QuentaNo ratings yet
- Fundamentals of Cascade ControlDocument6 pagesFundamentals of Cascade ControlCyrix.One100% (1)
- Basic Principles of PID Controllers: On-Off or Two Step ActionDocument18 pagesBasic Principles of PID Controllers: On-Off or Two Step ActionClyde Andrei HugoNo ratings yet
- Lecture II - Principles of PID ControllersDocument16 pagesLecture II - Principles of PID ControllersR.W. SaputraNo ratings yet
- Working Monitors: Recent Valves, Actuators & Regulators DiscussionsDocument13 pagesWorking Monitors: Recent Valves, Actuators & Regulators DiscussionsraulNo ratings yet
- ADPC Module 1Document23 pagesADPC Module 1Asif MohammedNo ratings yet
- Improve Control: Level LoopsDocument8 pagesImprove Control: Level LoopsCraigUnderwoodNo ratings yet
- Cascade LoopDocument6 pagesCascade LoopAhmed EldosokyNo ratings yet
- Tutorial Sol CH 20Document6 pagesTutorial Sol CH 20Abraham wisdomNo ratings yet
- 3P04 Tutorial 2 Causeeffectvalve 2008Document34 pages3P04 Tutorial 2 Causeeffectvalve 2008Khaled KamalNo ratings yet
- Application of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangDocument3 pagesApplication of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangGnana Prakash JanarthananNo ratings yet
- Study and Testing of PRVDocument4 pagesStudy and Testing of PRVBhargava S PadmashaliNo ratings yet
- Objective of The StudyDocument9 pagesObjective of The StudyFnur FatihahNo ratings yet
- FlowCon PICV Write OutDocument17 pagesFlowCon PICV Write OutmajortayNo ratings yet
- Cascade Control and Ratio ControlDocument3 pagesCascade Control and Ratio ControlHeri Fadli SinagaNo ratings yet
- Cascade Control and Ratio ControlDocument3 pagesCascade Control and Ratio ControlHeri Fadli SinagaNo ratings yet
- TminDocument17 pagesTminhanaNo ratings yet
- Lecture 1Document26 pagesLecture 1ahmedelebyaryNo ratings yet
- Modeling and Simulation of Prototype of Boiler Drum Level ControlDocument6 pagesModeling and Simulation of Prototype of Boiler Drum Level ControlJorge FrancoNo ratings yet
- Experiment No. 04: DR D Y Patil School of Engineering & TechnologyDocument4 pagesExperiment No. 04: DR D Y Patil School of Engineering & Technologypradnya sadigaleNo ratings yet
- اخررررر تعديلDocument10 pagesاخررررر تعديلAhmed nawfalNo ratings yet
- Chapter 2 - Discrete-State Control Part IDocument41 pagesChapter 2 - Discrete-State Control Part IYu Gen Xin100% (1)
- Controllers - Direct - Vs - Reverse-Acting ControlDocument4 pagesControllers - Direct - Vs - Reverse-Acting ControlB rgNo ratings yet
- Comparative Analysis of Boiler Drumlevel Control Using Advanced Classical ApproachesDocument12 pagesComparative Analysis of Boiler Drumlevel Control Using Advanced Classical ApproachesOmprakash VermaNo ratings yet
- Assignment FOR Instrumentation and Process Control (ENG 321)Document16 pagesAssignment FOR Instrumentation and Process Control (ENG 321)Sadhan Jyoti DuttaNo ratings yet
- PID Controller FullDocument7 pagesPID Controller Fullnb JmsNo ratings yet
- Envelope ControlDocument24 pagesEnvelope ControlSanthosh KumarNo ratings yet
- Objective: The Main Objective of This Experiment To Understand The Characteristics of A Flow Transducer As Position Tranducer. AbstractDocument4 pagesObjective: The Main Objective of This Experiment To Understand The Characteristics of A Flow Transducer As Position Tranducer. Abstractmubashar husain ansarNo ratings yet
- 1815 13 PDFDocument24 pages1815 13 PDFsiamak001No ratings yet
- Direct vs. Reverse ActionDocument5 pagesDirect vs. Reverse ActionIbrahim ElkhatibNo ratings yet
- Valve Sizing and CavitaionDocument29 pagesValve Sizing and CavitaionHashem AliNo ratings yet
- Vessesl and TanksDocument20 pagesVessesl and TanksJan JareNo ratings yet
- Don Bosco Technological Institiute: RationaleDocument19 pagesDon Bosco Technological Institiute: RationaleRegina WayiNo ratings yet
- Brief Introduction To Distillation Control: 3 Main ObjectivesDocument10 pagesBrief Introduction To Distillation Control: 3 Main Objectiveslovsid100% (1)
- Boiler Level PID ControlDocument6 pagesBoiler Level PID ControlRio EstikaNo ratings yet
- Air To Open/close Valves and Direction of Control ActionDocument2 pagesAir To Open/close Valves and Direction of Control Actionadita panji karismaNo ratings yet
- KE30501 Lab 1 - Open and Close Loop SystemDocument24 pagesKE30501 Lab 1 - Open and Close Loop SystemAlvin Tung Kwong ChoongNo ratings yet
- Control SystemDocument179 pagesControl Systemgurudatha26586% (7)
- A Tutorial On Cascade ControlDocument2 pagesA Tutorial On Cascade ControlsanchevhNo ratings yet
- PDC Question BankDocument15 pagesPDC Question BankHardik PatoliyaNo ratings yet
- Cascade ControlDocument7 pagesCascade ControlUary Buza RegioNo ratings yet
- 1815 03 PDFDocument29 pages1815 03 PDFsiamak001No ratings yet
- Oil & Gas Separation Book 2 PDFDocument47 pagesOil & Gas Separation Book 2 PDFMahathir Che Ap100% (4)
- Control Valve SizingDocument42 pagesControl Valve SizingSalim AhamedNo ratings yet
- Industrial Hydraulic CircuitsDocument43 pagesIndustrial Hydraulic CircuitsFidel Garcia GarciaNo ratings yet
- 4 TH Unit ValvesDocument43 pages4 TH Unit ValvesBahaa EmadNo ratings yet
- EEVDocument4 pagesEEVRaihanul HaqueNo ratings yet
- Control System NotesDocument179 pagesControl System NotesChandrashekarNo ratings yet
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceFrom EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Training Attendence SheetDocument1 pageTraining Attendence SheetIffatNo ratings yet
- Organic Compounds Extra Practice-1-2Document2 pagesOrganic Compounds Extra Practice-1-2IffatNo ratings yet
- Naming Organic Compounds Practice: ExercisesDocument2 pagesNaming Organic Compounds Practice: ExercisesIffatNo ratings yet
- Appraisal Costs Are Necessary Costs To The Success of A CompanyDocument9 pagesAppraisal Costs Are Necessary Costs To The Success of A CompanyIffatNo ratings yet
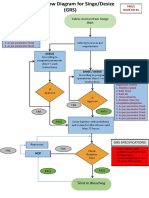
- PFD GRS - FinishingDocument5 pagesPFD GRS - FinishingIffatNo ratings yet
- 006 WINS For Pre Final & Final Inspection QADocument2 pages006 WINS For Pre Final & Final Inspection QAIffatNo ratings yet
- PFD GRS - Pre TreatmentDocument9 pagesPFD GRS - Pre TreatmentIffatNo ratings yet
- MCP - Pretreatment - Updated 23-12-2021Document43 pagesMCP - Pretreatment - Updated 23-12-2021IffatNo ratings yet
- MCP - Curing and Steaming - Updated 23-12-2021Document10 pagesMCP - Curing and Steaming - Updated 23-12-2021IffatNo ratings yet
- (ESP Merit and Needs Based Scholarship Program) : Instructions For Filling Out The Scholarship Application FormDocument9 pages(ESP Merit and Needs Based Scholarship Program) : Instructions For Filling Out The Scholarship Application FormIffatNo ratings yet
- Chemical Process Control: Additional 30 Minutes To Complete and Submit This Paper. The Additional 30 Minutes Are ForDocument12 pagesChemical Process Control: Additional 30 Minutes To Complete and Submit This Paper. The Additional 30 Minutes Are ForIffatNo ratings yet
- Eq of ContinuityDocument5 pagesEq of ContinuityIffatNo ratings yet
- Vapor-Liquid Equilibrium - WikipediaDocument8 pagesVapor-Liquid Equilibrium - WikipediaIffatNo ratings yet
- GAP ANALYSIS OF PRETREATMENT (28-February-2022 TO 1-MARCH-2022)Document5 pagesGAP ANALYSIS OF PRETREATMENT (28-February-2022 TO 1-MARCH-2022)IffatNo ratings yet
- Automatic Control SystemsDocument3 pagesAutomatic Control SystemsIffatNo ratings yet
- Its All Baout SulfurDocument12 pagesIts All Baout SulfurIffatNo ratings yet
- Workbook SruDocument69 pagesWorkbook SruIffatNo ratings yet
- Process Control - Instrumentation and Control Engineering Interview QuestionsDocument11 pagesProcess Control - Instrumentation and Control Engineering Interview QuestionsIffatNo ratings yet
- Understanding Process Safety ManagementDocument8 pagesUnderstanding Process Safety ManagementIffatNo ratings yet
- Petroleum 20short 20Q A 20complete 20Document10 pagesPetroleum 20short 20Q A 20complete 20IffatNo ratings yet
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- BOSE A20 Data Sheet 300dpiDocument10 pagesBOSE A20 Data Sheet 300dpiCTM CIOPAERNo ratings yet
- Sir CRR Public School: Arduino Based Bluetooth Control CarDocument13 pagesSir CRR Public School: Arduino Based Bluetooth Control CarrajuNo ratings yet
- HTTP+Status+Success 2021 07 27 20 27 22Document776 pagesHTTP+Status+Success 2021 07 27 20 27 22Joseph Sarath100% (1)
- xc4411 Setup Guide-1Document7 pagesxc4411 Setup Guide-1fahadNo ratings yet
- HENSON Visual Field Screeners: Instruction Manual For The Henson 5000, 6000 and 7000Document132 pagesHENSON Visual Field Screeners: Instruction Manual For The Henson 5000, 6000 and 7000Сергей ПанькивNo ratings yet
- Neeraj Pal 2Document1 pageNeeraj Pal 2NeerajPalNo ratings yet
- Heizer - Om12 - MC FinalDocument31 pagesHeizer - Om12 - MC FinalfozNo ratings yet
- Effect of Technology On EducationDocument2 pagesEffect of Technology On EducationAishi GuptaNo ratings yet
- The Rise of Linux - The Battle For The Operating System MarketDocument18 pagesThe Rise of Linux - The Battle For The Operating System MarketNikhil BhaskarNo ratings yet
- ProfiLux 3.1T ManualDocument20 pagesProfiLux 3.1T Manualjuanjo19911991No ratings yet
- LAxisCtrl AxisBasedFunctionalities SIMATIC V1 2 en 07 2021Document76 pagesLAxisCtrl AxisBasedFunctionalities SIMATIC V1 2 en 07 2021sklee0730No ratings yet
- 05 Integration of LocationsDocument3 pages05 Integration of LocationsRaghu SharmaNo ratings yet
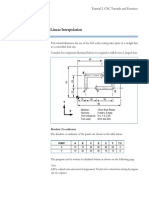
- Tutorial 2: Linear Interpolation: CNC Tutorials and Exercises Boxford DUET Tutorial 2Document4 pagesTutorial 2: Linear Interpolation: CNC Tutorials and Exercises Boxford DUET Tutorial 2Miguel HPNo ratings yet
- Module 5 Chapter 6 ICGDocument44 pagesModule 5 Chapter 6 ICGsunanda H GNo ratings yet
- DxdiagDocument50 pagesDxdiagJohn DulayNo ratings yet
- Ioi 2018 Problem 3Document3 pagesIoi 2018 Problem 3Planeación AcadémicaNo ratings yet
- Assignment W10Document8 pagesAssignment W10Pathi Narasimha saiNo ratings yet
- Troubleshooting Tool - Using The FortiOS Built-In Packet SnifferDocument4 pagesTroubleshooting Tool - Using The FortiOS Built-In Packet SnifferAyan NasNo ratings yet
- Hardware Design Guidelines For TMS320F28xx and TMS320F28xxx DSCsDocument33 pagesHardware Design Guidelines For TMS320F28xx and TMS320F28xxx DSCs劉品賢No ratings yet
- Audi A4 Avant 95-01 Service & Repair Manual - Heating and ACDocument231 pagesAudi A4 Avant 95-01 Service & Repair Manual - Heating and ACfulgerica71No ratings yet
- DietelDocument92 pagesDietelPooja SahuNo ratings yet
- SDNDocument3 pagesSDNkjmadniNo ratings yet
- Vasanth & CoDocument61 pagesVasanth & CokarthikeyanwebtelNo ratings yet
- Perspectives On Business Management & Economics: Volume VI - July 2022Document81 pagesPerspectives On Business Management & Economics: Volume VI - July 2022Isu WeerNo ratings yet
- Advances in Computer Vision and Pattern RecognitionDocument1 pageAdvances in Computer Vision and Pattern RecognitionDeepak Kumar SinghNo ratings yet
- 5GUplinkeai 7-9-2021 2314842Document12 pages5GUplinkeai 7-9-2021 2314842Manoj GuliaNo ratings yet
- Singtel-Huawei HG8240T5 ONR Installation GuideDocument8 pagesSingtel-Huawei HG8240T5 ONR Installation GuidehahahihNo ratings yet
- Arr Guide Book PDFDocument1,526 pagesArr Guide Book PDFrobliutpg.com.auNo ratings yet
- Dear Reader,: (Edition Ii)Document11 pagesDear Reader,: (Edition Ii)priyanjit910No ratings yet