Download as doc, pdf, or txt
You might also like
- FM 1614 FRC Pipe and Fittings For UG FP Service 2017Document28 pagesFM 1614 FRC Pipe and Fittings For UG FP Service 2017andyNo ratings yet
- Mathematical Model For Predicting Moisture Movement in Pavement SystemsDocument8 pagesMathematical Model For Predicting Moisture Movement in Pavement SystemsEphremNo ratings yet
- PSV Calculation and PhilosophyDocument33 pagesPSV Calculation and PhilosophysbmmlaNo ratings yet
- ISO 9001 VS ISO 14001 VS ISO 45001 ExplainedDocument3 pagesISO 9001 VS ISO 14001 VS ISO 45001 Explainedsbmmla100% (2)
- EN 15614-1 Welding Procedure Qualification Record List: F - 7.5.1 - TI - (R00) - 02Document6 pagesEN 15614-1 Welding Procedure Qualification Record List: F - 7.5.1 - TI - (R00) - 02BasarNo ratings yet
- Painting Inspection Report Final CoatDocument3 pagesPainting Inspection Report Final Coatabdulgafoor54100% (1)
- Creep: Materials Science Stresses Yield StrengthDocument3 pagesCreep: Materials Science Stresses Yield StrengthSaad khanNo ratings yet
- Welding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDDocument8 pagesWelding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDmohd as shahiddin jafriNo ratings yet
- Defects and Discontinuities: Boiler and Mechanical PowerDocument78 pagesDefects and Discontinuities: Boiler and Mechanical PowerthejusNo ratings yet
- DRAFT Sample Welding Procedure GuidebookDocument3 pagesDRAFT Sample Welding Procedure Guidebookahmad100% (1)
- Aotai Welding EquipmentDocument16 pagesAotai Welding EquipmentSutanAMariNo ratings yet
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- Curriculum Vitae: Educational QualificationDocument5 pagesCurriculum Vitae: Educational Qualificationkhushwinder86No ratings yet
- Materials and Qualification Procedures For Ships: Book ADocument15 pagesMaterials and Qualification Procedures For Ships: Book AJavier del AngelNo ratings yet
- Gas Cutting ChecklistDocument1 pageGas Cutting ChecklistBiswaranjan SahooNo ratings yet
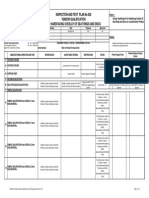
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDocument3 pagesInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanNo ratings yet
- Method Statement For Heat Straightening Work Rev 01Document10 pagesMethod Statement For Heat Straightening Work Rev 01muadong thongNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- Electrode Pressure Bar Welding Current, Amp Welding Time, Second Power Source (AC/DC)Document1 pageElectrode Pressure Bar Welding Current, Amp Welding Time, Second Power Source (AC/DC)Mohit TiwariNo ratings yet
- SV Engineerings: Work InstructionDocument5 pagesSV Engineerings: Work InstructionPrakash RajNo ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- PQR - WPQ Witness ReportDocument1 pagePQR - WPQ Witness Reportsdkeskar40No ratings yet
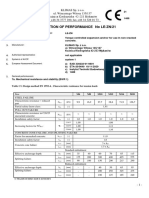
- Declaration of Perormance-Le-ZnDocument4 pagesDeclaration of Perormance-Le-ZnDavid SeeNo ratings yet
- Wopq Format Asme Qw-360Document1 pageWopq Format Asme Qw-360Anonymous S33n8gNo ratings yet
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDocument390 pagesFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliNo ratings yet
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDocument59 pages2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonNo ratings yet
- Section 9 - Welding ControlDocument6 pagesSection 9 - Welding ControlYasser Hammad MohamedNo ratings yet
- TDC-722-Rev-0-IS-2062-2011-E250 BO - DomesticDocument6 pagesTDC-722-Rev-0-IS-2062-2011-E250 BO - DomesticPrakash RajNo ratings yet
- WI-02 Thermal CuttingDocument16 pagesWI-02 Thermal CuttingPrakash RajNo ratings yet
- Welder ID Card BRE KarahaDocument5 pagesWelder ID Card BRE KarahaHerruSetiawan100% (1)
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- MT Sample ProcedureDocument7 pagesMT Sample ProcedureAgustine SetiawanNo ratings yet
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- 08 PawDocument30 pages08 PawAnupam KushwahaNo ratings yet
- Welding Qualification: by L D PoyyaraDocument45 pagesWelding Qualification: by L D PoyyaraAshish GhadiyaNo ratings yet
- OC-1-1-FCAW-1 Rev 0 PDFDocument4 pagesOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- 1 en 1090 1 QuestionnaireDocument5 pages1 en 1090 1 QuestionnaireJohn PirretNo ratings yet
- Heat Treatment of SteelDocument3 pagesHeat Treatment of SteelKristine ReyesNo ratings yet
- Lecture 1427492067Document356 pagesLecture 1427492067Abhilash SahooNo ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- Closure Weld Mag ProcedureDocument1 pageClosure Weld Mag ProcedurehellionxNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- ITP Fuel Fillter (J-1001) Rev10+Document9 pagesITP Fuel Fillter (J-1001) Rev10+DjokoNo ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Welding Store Audit Check ListDocument1 pageWelding Store Audit Check ListMehul VoraNo ratings yet
- S355 To Hardox 450Document1 pageS355 To Hardox 450Bien NguyenDuyNo ratings yet
- Visual Control of Standard Operating Procedure SOP Inspection Packaging and Storage Ijariie6972 PDFDocument6 pagesVisual Control of Standard Operating Procedure SOP Inspection Packaging and Storage Ijariie6972 PDFParesh PatelNo ratings yet
- QMS Manual SampleDocument48 pagesQMS Manual Sampleesivaks2000No ratings yet
- Welding ErrorsDocument42 pagesWelding ErrorsSiva Sankara Narayanan SubramanianNo ratings yet
- Electrode SelectionDocument1 pageElectrode SelectionMel gibsonNo ratings yet
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 pagesIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNo ratings yet
- Welder Qualification Test Record (Email)Document1 pageWelder Qualification Test Record (Email)walitedisonNo ratings yet
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 pagesWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNo ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- Welding Workshop ManualDocument16 pagesWelding Workshop ManualMuhammad FarooqNo ratings yet
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocument4 pagesWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNo ratings yet
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- Fit-Up and Daily Welding Visual Inspection ReportDocument1 pageFit-Up and Daily Welding Visual Inspection ReportAws AbduljaleelNo ratings yet
- RWC Quality Manual 8 JulyDocument15 pagesRWC Quality Manual 8 JulyVipin Kumar Parashar100% (1)
- Customer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionDocument7 pagesCustomer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionGib ArNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892Document22 pagesWeldingdefects 150915053459 Lva1 App6892Star GlacierNo ratings yet
- Downcomer Nozzle To Drum Welding Procedure: 1.0 ScopeDocument1 pageDowncomer Nozzle To Drum Welding Procedure: 1.0 ScopesbmmlaNo ratings yet
- IACS Wear of Chains - Guide For Anchoring Equipment in ServiceDocument10 pagesIACS Wear of Chains - Guide For Anchoring Equipment in ServicegabelendaNo ratings yet
- RT Hand Written BookDocument22 pagesRT Hand Written BooksbmmlaNo ratings yet
- Ut 13 Discontinuities, Their Origin and Types.Document18 pagesUt 13 Discontinuities, Their Origin and Types.sbmmlaNo ratings yet
- Types of Pressure TermsDocument10 pagesTypes of Pressure TermssbmmlaNo ratings yet
- Welding Defects On The PipelineDocument57 pagesWelding Defects On The PipelinesbmmlaNo ratings yet
- Welding DefectsDocument8 pagesWelding DefectssbmmlaNo ratings yet
- Basic Exam Qustion SetDocument20 pagesBasic Exam Qustion SetsbmmlaNo ratings yet
- Pamphlet On Safety Precautions For Steel Erection WorkDocument4 pagesPamphlet On Safety Precautions For Steel Erection WorksbmmlaNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Quality Control ManualDocument77 pagesQuality Control ManualsbmmlaNo ratings yet
- PT 3 Types of Cleaning, Equipment - S and MaterialsDocument13 pagesPT 3 Types of Cleaning, Equipment - S and MaterialssbmmlaNo ratings yet
- Standard Operating Procedure (Coils / Tubes) : Prepared By: Checked by Approved byDocument4 pagesStandard Operating Procedure (Coils / Tubes) : Prepared By: Checked by Approved bysbmmla100% (1)
- Piping Pre - Fabrication ProcedureDocument22 pagesPiping Pre - Fabrication ProceduresbmmlaNo ratings yet
- 007 Nace RP01 76 1983 Corrosion Control of Steel Fixed OffshoreDocument33 pages007 Nace RP01 76 1983 Corrosion Control of Steel Fixed OffshoresbmmlaNo ratings yet
- API 510-Kuwait Petroleum TrainingDocument160 pagesAPI 510-Kuwait Petroleum Trainingsbmmla100% (1)
- Sop Duplex MCDocument3 pagesSop Duplex MCsbmmlaNo ratings yet
- SOP NM ReportingDocument2 pagesSOP NM ReportingsbmmlaNo ratings yet
- Tube To Tube Welding Procedure Control No.:Revision No.: 0 Date: Page: 1 of 1 1.0 ScopeDocument1 pageTube To Tube Welding Procedure Control No.:Revision No.: 0 Date: Page: 1 of 1 1.0 ScopesbmmlaNo ratings yet
- Nozzle To Drum Welding Procedure Control No.: Revision No.: 0 Date: Page: 1 of 1Document1 pageNozzle To Drum Welding Procedure Control No.: Revision No.: 0 Date: Page: 1 of 1sbmmlaNo ratings yet
- Swaged End - NormalisingDocument1 pageSwaged End - NormalisingsbmmlaNo ratings yet
- Pre-Heating Procedure For Nozzle and Downcomer: Control No. Revision DateDocument1 pagePre-Heating Procedure For Nozzle and Downcomer: Control No. Revision DatesbmmlaNo ratings yet
- Downcomer Nozzle To Drum Welding Procedure: 1.0 ScopeDocument1 pageDowncomer Nozzle To Drum Welding Procedure: 1.0 ScopesbmmlaNo ratings yet
- LPT As Per Asme & IsoDocument2 pagesLPT As Per Asme & Isosbmmla100% (1)
- Standard Operating Procedure (Headers) : Prepared By: Checked by Approved byDocument5 pagesStandard Operating Procedure (Headers) : Prepared By: Checked by Approved bysbmmlaNo ratings yet
- Hair Pin Heat Exchanger - BaherDocument11 pagesHair Pin Heat Exchanger - BahersbmmlaNo ratings yet
- Standard Operating Procedure (Membrance Panels) : Prepared By: Checked by Approved byDocument5 pagesStandard Operating Procedure (Membrance Panels) : Prepared By: Checked by Approved bysbmmlaNo ratings yet
- Work Instruction For Thermal Cutting of BQ Plates, Pipe / Tubular Other Pressure Part / Nonpressure Part ComponentsDocument5 pagesWork Instruction For Thermal Cutting of BQ Plates, Pipe / Tubular Other Pressure Part / Nonpressure Part ComponentssbmmlaNo ratings yet
- Standard Operating Procedure (Straightning) : Prepared By: Checked by Approved byDocument2 pagesStandard Operating Procedure (Straightning) : Prepared By: Checked by Approved bysbmmlaNo ratings yet
- FlangesDocument30 pagesFlangessbmmlaNo ratings yet
- Marriott O&m Manual HvacDocument63 pagesMarriott O&m Manual HvacSidharth RajanNo ratings yet
- Random Walks: 2.1 The Random Walk On A LineDocument15 pagesRandom Walks: 2.1 The Random Walk On A LineShashank TiwariNo ratings yet
- MASTERY TEST 1 PHYSICS FORM 5 EditedDocument4 pagesMASTERY TEST 1 PHYSICS FORM 5 EditedCik Bunga MatahariNo ratings yet
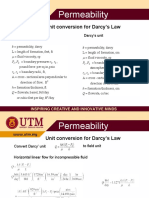
- Chapter 3 Permeability Part 2Document18 pagesChapter 3 Permeability Part 2Pugal100% (1)
- Flow Measurement Lecture 1Document37 pagesFlow Measurement Lecture 1Rahul KalraNo ratings yet
- Failure Modes of Bolt and Nut Assemblies Under Tensile LoadingDocument11 pagesFailure Modes of Bolt and Nut Assemblies Under Tensile LoadingclevercogNo ratings yet
- 2022 Arxiv Square-Kagome Lattice AntiferromagnetDocument14 pages2022 Arxiv Square-Kagome Lattice AntiferromagnetArvind MauryaNo ratings yet
- Free Water Jet Cutting GuideDocument11 pagesFree Water Jet Cutting GuideRuham Pablo ReisNo ratings yet
- ChemicalDocument13 pagesChemicalLekane nelsonNo ratings yet
- ATA 47 Nitrogen Generation SystemDocument6 pagesATA 47 Nitrogen Generation SystemFahad MehmoodNo ratings yet
- 3-3 - FrictionDocument11 pages3-3 - Frictioncarlos51952No ratings yet
- Initial Soil Springs Stiffness For Laterally Loaded Piles PDFDocument7 pagesInitial Soil Springs Stiffness For Laterally Loaded Piles PDFmagdyamdbNo ratings yet
- Design Rec Mid Pumps 040322Document8 pagesDesign Rec Mid Pumps 040322ashraf refaatNo ratings yet
- HSC Chemistry 8Document12 pagesHSC Chemistry 8Lubomira Macheva100% (2)
- Von Mises Yield Criterion - Wikipedia, The Free EncyclopediaDocument7 pagesVon Mises Yield Criterion - Wikipedia, The Free EncyclopediaLiladhar Ganesh DhobleNo ratings yet
- PRT 203 - Metal Forming and FabricationDocument130 pagesPRT 203 - Metal Forming and FabricationNiyonase OlivierNo ratings yet
- NAF-Check Tilting Disc Check Valves FK 30.70 (11) GB: CharacteristicsDocument8 pagesNAF-Check Tilting Disc Check Valves FK 30.70 (11) GB: CharacteristicsRobovenNo ratings yet
- Engineering Measurements: BITS PilaniDocument45 pagesEngineering Measurements: BITS PilaniomkaoNo ratings yet
- Lab Sheet For Ultimate Strength of Reinforced Concrete BeamsDocument6 pagesLab Sheet For Ultimate Strength of Reinforced Concrete BeamsAbdirahman RobaNo ratings yet
- Pre FormulationDocument15 pagesPre FormulationMeghana JNo ratings yet
- WFC Gap AnalysisDocument2 pagesWFC Gap AnalysisDilodilaver DilaverNo ratings yet
- Helios Ivr Ec en 0419Document8 pagesHelios Ivr Ec en 0419daliproiectareNo ratings yet
- JGR Space Physics - 2023 - Rubtsov - Polarization and Spatial Distribution Features of Pc4 and Pc5 Waves in TheDocument19 pagesJGR Space Physics - 2023 - Rubtsov - Polarization and Spatial Distribution Features of Pc4 and Pc5 Waves in TheYiyang LuoLuoNo ratings yet
- X-Ray: Presented By:-Mohit ChebaDocument20 pagesX-Ray: Presented By:-Mohit ChebaMohit ChebaNo ratings yet
- Thermal AnalysisDocument45 pagesThermal AnalysisERIKO DARMAWANNo ratings yet
- Minerals 11 00793 v2Document10 pagesMinerals 11 00793 v2Hilman DarojatNo ratings yet