Download as pdf or txt
You might also like
- Gia Cong BacDocument17 pagesGia Cong Bacerroraux1No ratings yet
- Xemtailieu Sile Chuong 7 ChuotDocument38 pagesXemtailieu Sile Chuong 7 ChuotHoàng NguyễnNo ratings yet
- Doan - Copy-EditDocument43 pagesDoan - Copy-Editbbbbbbbb358369No ratings yet
- Chương 22 - Gia Công Trên Máy Khoan Doa 16Document17 pagesChương 22 - Gia Công Trên Máy Khoan Doa 16Phan Ngoc DienNo ratings yet
- Gia Cong TrucDocument23 pagesGia Cong Trucerroraux1No ratings yet
- Bu I 6 QTCN Gia Công Truc Bac - HTDocument30 pagesBu I 6 QTCN Gia Công Truc Bac - HTHoang VietducNo ratings yet
- các phương pháp gia công lần cuốiDocument4 pagescác phương pháp gia công lần cuốiVươngNo ratings yet
- Chương 3Document6 pagesChương 3Nguyen Dang KhoaNo ratings yet
- Thiet Ke Dung Cu Cat (Chuong 3)Document19 pagesThiet Ke Dung Cu Cat (Chuong 3)Vũ TùngNo ratings yet
- Hoàng Văn HàDocument27 pagesHoàng Văn Hàhoang do ducNo ratings yet
- Gia Cong Chi Tiet Dang TrucDocument29 pagesGia Cong Chi Tiet Dang TrucNguyễn Trần Thành ĐạtNo ratings yet
- BTL Do GaDocument34 pagesBTL Do Gatrung1209tnNo ratings yet
- TIỂU LUẬNDocument20 pagesTIỂU LUẬNhungphongtran1404No ratings yet
- CNCTM hk1 1516Document4 pagesCNCTM hk1 1516Hào Võ VănNo ratings yet
- thiết kế dao chuốt 4Document42 pagesthiết kế dao chuốt 4Hoàng NguyễnNo ratings yet
- Tài Liệu Thiết Kế Và Thi Công Cọc Tường BarretteDocument121 pagesTài Liệu Thiết Kế Và Thi Công Cọc Tường BarrettePhước Hưởng NguyễnNo ratings yet
- Chương 1. Phân Tích Chi Tiết Gia Công Và Xác Định Dạng Sản XuấtDocument11 pagesChương 1. Phân Tích Chi Tiết Gia Công Và Xác Định Dạng Sản XuấtĐỗ ĐịnhNo ratings yet
- Bài thuyết trình về phương pháp chuốtDocument14 pagesBài thuyết trình về phương pháp chuốtHai NguyenNo ratings yet
- Bảo trì sửa chữa trục chínhDocument8 pagesBảo trì sửa chữa trục chínhThanh DuyNo ratings yet
- Câu 7Document15 pagesCâu 7Khắc Thành Nguyễn NgọcNo ratings yet
- Thuyết MinhDocument48 pagesThuyết MinhĐức NhậtNo ratings yet
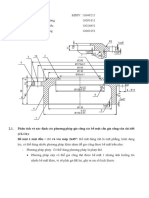
- Phân tích và xác định các phương pháp gia công các bề mặt cần gia công của chi tiếtDocument16 pagesPhân tích và xác định các phương pháp gia công các bề mặt cần gia công của chi tiếtHiếu Châu ThànhNo ratings yet
- Chương 8 Cac Phuong Phap Gia Cong Cat GotDocument45 pagesChương 8 Cac Phuong Phap Gia Cong Cat GotThế Hùng LươngNo ratings yet
- thuyết minh chế tạoDocument47 pagesthuyết minh chế tạophúc trần hoàngNo ratings yet
- Tuần 1 CNCTDocument6 pagesTuần 1 CNCTThắng NguyễnNo ratings yet
- Công Nghệ Kim Loại c2Document92 pagesCông Nghệ Kim Loại c2Quốc Anh TrầnNo ratings yet
- Chương 2Document6 pagesChương 2Minh NguyễnNo ratings yet
- THUCTAP1Document15 pagesTHUCTAP1hoanght29112003No ratings yet
- Đồ gá gia công cơ khí chế tạo máyDocument38 pagesĐồ gá gia công cơ khí chế tạo máyLinh XinhNo ratings yet
- Luutrunghieu BTDocument16 pagesLuutrunghieu BTGLong NguyễnNo ratings yet
- Dụng Cụ cắtDocument35 pagesDụng Cụ cắtNguyễn Quang TuấnNo ratings yet
- Tiện Ren Tam Giác Ngoài Có Bước RenDocument7 pagesTiện Ren Tam Giác Ngoài Có Bước RenCương Phạm NgọcNo ratings yet
- mẫu BÁO-CÁO-nhóm 10Document25 pagesmẫu BÁO-CÁO-nhóm 10Nguyễn Tấn PhátNo ratings yet
- Kxoa (P6edit)Document27 pagesKxoa (P6edit)bbbbbbbb358369No ratings yet
- nhóm 3 công nghệ chế tạo các chi tiết dạng hộpDocument10 pagesnhóm 3 công nghệ chế tạo các chi tiết dạng hộpKhương DuyNo ratings yet
- KTCTM lần12Document117 pagesKTCTM lần12diepdaorong10No ratings yet
- Kiều Văn HùngDocument33 pagesKiều Văn Hùnghoang do ducNo ratings yet
- Thuyết Minh Bảo Vệ- 1Document113 pagesThuyết Minh Bảo Vệ- 1Ngọc TịnhNo ratings yet
- 75.chuyen de Ve Coc Barret PDFDocument121 pages75.chuyen de Ve Coc Barret PDFhappytiu100% (9)
- Đ ÁnDocument11 pagesĐ ÁnJackdimNo ratings yet
- PBL 4- CHƯƠNG 1 - PHẠM NHẬT VẠNDocument21 pagesPBL 4- CHƯƠNG 1 - PHẠM NHẬT VẠNbaophanzooz1692002No ratings yet
- ĐỀ CƯƠNG KHOAN CẤY THÉP RAMSET - NGUYỄN ĐĂNGDocument12 pagesĐỀ CƯƠNG KHOAN CẤY THÉP RAMSET - NGUYỄN ĐĂNGle thanhNo ratings yet
- 2 - Chương 11 - QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐIỂN HÌNHDocument18 pages2 - Chương 11 - QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐIỂN HÌNHthinh phamNo ratings yet
- Thuyết minh - hiếuDocument64 pagesThuyết minh - hiếuTấn Nguyễn StudioNo ratings yet
- Công Nghệ Chế Tạo Chi Tiết Dạng Bạc Tiểu LuậnDocument4 pagesCông Nghệ Chế Tạo Chi Tiết Dạng Bạc Tiểu LuậnSang HaNo ratings yet
- CÔNG NGHỆ CHẾ TẠO ỐNG LÓT XY LANH ĐỘNG CƠ ĐỐTDocument5 pagesCÔNG NGHỆ CHẾ TẠO ỐNG LÓT XY LANH ĐỘNG CƠ ĐỐThuylqNo ratings yet
- Do An 2 ThuyetMinh Nhom3Document66 pagesDo An 2 ThuyetMinh Nhom3tuilanam01233210No ratings yet
- KxoaDocument19 pagesKxoabbbbbbbb358369No ratings yet
- Đề cương bài giảng trực tuyến số 04.2Document9 pagesĐề cương bài giảng trực tuyến số 04.2tien2003qtpro1No ratings yet
- Bài Giảng Kỹ Thuât NguộiDocument22 pagesBài Giảng Kỹ Thuât Nguộitae kookNo ratings yet
- Mục đích: kiểm tra biên dạng Work, kiểm tra bề mặt work, kiểm tra vị trí Hole, tap, boltDocument21 pagesMục đích: kiểm tra biên dạng Work, kiểm tra bề mặt work, kiểm tra vị trí Hole, tap, boltKa Việt AnhNo ratings yet
- Thong So DaoDocument10 pagesThong So Daohoan thanhNo ratings yet
- Bai - Giang - KTCTM Trang 58 6466 72 Đã Nén PDFDocument14 pagesBai - Giang - KTCTM Trang 58 6466 72 Đã Nén PDFPhú Thịnh LêNo ratings yet
- Đề Cương Ôn Tập Đồ Án Thiết Kế Dụng Cụ CắtDocument17 pagesĐề Cương Ôn Tập Đồ Án Thiết Kế Dụng Cụ CắtTrần Phúc NghĩaNo ratings yet
- Md20 GT Phay Bao Mat BacDocument46 pagesMd20 GT Phay Bao Mat Baclong nguyenNo ratings yet
- BTCN12 - Huỳnh Ngọc Phiên - 2010508 - Gia-cong-khuonDocument7 pagesBTCN12 - Huỳnh Ngọc Phiên - 2010508 - Gia-cong-khuonPHIÊN HUỲNH NGỌCNo ratings yet
- Kỹ Thuật Gia CôngDocument25 pagesKỹ Thuật Gia Cônghai0249366No ratings yet
- Báo Cáo Thí Nghiệm Các Quá Trình Chế Tạo - 1197315Document21 pagesBáo Cáo Thí Nghiệm Các Quá Trình Chế Tạo - 1197315khoiminhtranbui4No ratings yet