Download as pdf or txt
You might also like
- Electro Chemistry FinalDocument51 pagesElectro Chemistry FinalManoj50% (2)
- Chapter 8 Electrochemistry StudentsDocument53 pagesChapter 8 Electrochemistry Studentsnur hashimahNo ratings yet
- Electrochemical CellsDocument40 pagesElectrochemical CellsMohosin MahmudNo ratings yet
- CN 1Document36 pagesCN 1Shubham GuptaNo ratings yet
- C 07 Production of Chemicals by ElectrolysisDocument44 pagesC 07 Production of Chemicals by Electrolysisameemaarshad6No ratings yet
- Module 4 - THE THERMODYNAMICS OF ELECTROCHEMICAL SYSTEMS 2023Document35 pagesModule 4 - THE THERMODYNAMICS OF ELECTROCHEMICAL SYSTEMS 2023andreslloydralfNo ratings yet
- Basics of ElectrochemistryDocument36 pagesBasics of ElectrochemistryNaveed JanjuaNo ratings yet
- Q4 STEM General Chemistry 2 Week 6Document4 pagesQ4 STEM General Chemistry 2 Week 6ericaNo ratings yet
- BS MME 2024 Lec#9Document20 pagesBS MME 2024 Lec#9maqsood3982No ratings yet
- GT Chapter 19 Electrochemistry Student-1Document84 pagesGT Chapter 19 Electrochemistry Student-1chris chongNo ratings yet
- Chapter 2-PDocument12 pagesChapter 2-Panh.nguyenquocNo ratings yet
- Chapter 3 Electro ChemistryDocument20 pagesChapter 3 Electro ChemistryKritika MishraNo ratings yet
- Lecture Notes 2A Electrochemical Energy 2019 Part 1Document26 pagesLecture Notes 2A Electrochemical Energy 2019 Part 1Tango Jhecee Meir, D.No ratings yet
- كيمياء طبية8Document9 pagesكيمياء طبية8Moħämmễḑ ĪþräħễễmNo ratings yet
- Week 5. ElectrochemistryDocument55 pagesWeek 5. ElectrochemistrynorsiahNo ratings yet
- ElectrochemistryDocument78 pagesElectrochemistryNik Muhammad Firdaus100% (1)
- Electrochemistry Lecture NotesDocument28 pagesElectrochemistry Lecture NotesRamesh KumarNo ratings yet
- Unit 1 Electrochemistry - 2019Document59 pagesUnit 1 Electrochemistry - 2019Swayam Tejas PadhyNo ratings yet
- Electrochemistry Chy2018Document48 pagesElectrochemistry Chy2018DubistWhiteNo ratings yet
- J06 Electrochemistry 1Document17 pagesJ06 Electrochemistry 1hihiNo ratings yet
- Chap 1 - 1 Electrochemical CellDocument19 pagesChap 1 - 1 Electrochemical Cell맛있는감자No ratings yet
- History of ElectrochemistryDocument48 pagesHistory of ElectrochemistryShrutika PathakNo ratings yet
- Chapter 2-PhyChem 2 - Electrochemical Cells ElectrodesDocument52 pagesChapter 2-PhyChem 2 - Electrochemical Cells ElectrodesTHỊNH LƯU NGỌCNo ratings yet
- Engineering Electrochemistry (B.Tech.) - 2019Document56 pagesEngineering Electrochemistry (B.Tech.) - 2019Suyash BuchkeNo ratings yet
- Electrochemistry NotesDocument56 pagesElectrochemistry NotesAnusha PanchumarthiNo ratings yet
- Chapter 14Document27 pagesChapter 14Louise RaphaelleNo ratings yet
- Ionic and Electronic DC Conduction - ElectrochemistryDocument27 pagesIonic and Electronic DC Conduction - ElectrochemistryWilliam Sin Chau WaiNo ratings yet
- Electrochemistry at Your Finger TipsDocument34 pagesElectrochemistry at Your Finger Tipssaranya INo ratings yet
- Electrochemistry Lecture With Exercises (General Chemistry) Electrochemistry Lecture With Exercises (General Chemistry)Document6 pagesElectrochemistry Lecture With Exercises (General Chemistry) Electrochemistry Lecture With Exercises (General Chemistry)Reina JeanNo ratings yet
- ElectrolysisDocument24 pagesElectrolysisphilmucheriNo ratings yet
- 1-Electraochemical Energy SystemDocument44 pages1-Electraochemical Energy SystemS.m. ChandrashekarNo ratings yet
- Batteries: Engr. Noornabi ShaikhDocument37 pagesBatteries: Engr. Noornabi ShaikhAyeshaNo ratings yet
- Intro Electrochem 824 7 8 2015Document33 pagesIntro Electrochem 824 7 8 2015Angelo AstudilloNo ratings yet
- Lecture 2-3Document30 pagesLecture 2-3ghidaaNo ratings yet
- ElectrochemistryDocument30 pagesElectrochemistryLowell PatarayNo ratings yet
- Chem Notes Merged MergedDocument721 pagesChem Notes Merged Mergedmaxrenson2002No ratings yet
- Fundamentals of Electrochemistry: Electrical Measurements of Chemical ProcessesDocument27 pagesFundamentals of Electrochemistry: Electrical Measurements of Chemical ProcessesYvette Malubay AlpuertoNo ratings yet
- Unit 1: Electrochemistry: Dr. Lipeeka Rout PHD, NitrDocument76 pagesUnit 1: Electrochemistry: Dr. Lipeeka Rout PHD, Nitrtenguria samriddh0% (1)
- Unit-2 Clean Energy Storage and Conversion Devices NotesDocument25 pagesUnit-2 Clean Energy Storage and Conversion Devices NotespvnchemNo ratings yet
- Week 3 and 4 Electrochemical EnergyDocument59 pagesWeek 3 and 4 Electrochemical EnergyB - DAPO, John Michael Q.No ratings yet
- Portable Batteries: Study TipDocument2 pagesPortable Batteries: Study TipvcpfdgvctwqxtbkfjnNo ratings yet
- Electrochemistry Introduction, Single Electrode Potential, Origin of Single Electrode Potential Theory, NernstDocument67 pagesElectrochemistry Introduction, Single Electrode Potential, Origin of Single Electrode Potential Theory, NernstShyam KiranNo ratings yet
- Electro ChemistryDocument30 pagesElectro ChemistryPower booster100% (1)
- (18530) Sheet 1 Electrochemistry B PDFDocument99 pages(18530) Sheet 1 Electrochemistry B PDFAnuragPandey100% (1)
- Applied Chemistry Module IV Q&Ans Part 2Document11 pagesApplied Chemistry Module IV Q&Ans Part 2kannankarthi3002No ratings yet
- Electrochemistry EquilibriaDocument39 pagesElectrochemistry EquilibriaWardahNo ratings yet
- Energy Devices-11-03-2024Document80 pagesEnergy Devices-11-03-2024Unbreakable SwordNo ratings yet
- Lecture 1- Introduction to ElectrochemistryDocument71 pagesLecture 1- Introduction to ElectrochemistryCandice ChitaNo ratings yet
- Unit 1 ElectrochemistryDocument25 pagesUnit 1 ElectrochemistryVasudev Gupta100% (1)
- CTSC Matric Masterclasses Electrochemistry 2020-1Document17 pagesCTSC Matric Masterclasses Electrochemistry 2020-1Nika ReleniNo ratings yet
- Revision Note Ajc-1Document8 pagesRevision Note Ajc-1Madhavilatha LoganathanNo ratings yet
- Analytical 8Document27 pagesAnalytical 8eyad.mohammed26.emNo ratings yet
- ElectrolysisDocument8 pagesElectrolysisThanni AkanbiNo ratings yet
- Chapter 3 Electro ChemistryDocument20 pagesChapter 3 Electro ChemistryKritika MishraNo ratings yet
- ElectrochemistryDocument56 pagesElectrochemistryanon_21571363967% (3)
- Electrolytic Cells - Chemistry LibreTexts PDFDocument5 pagesElectrolytic Cells - Chemistry LibreTexts PDFPahe DriveNo ratings yet
- Electrochemistry Chemistry and ElectricityDocument54 pagesElectrochemistry Chemistry and ElectricityMaria OzaoNo ratings yet
- Corrosion Resistance of Aluminum and Magnesium Alloys: Understanding, Performance, and TestingFrom EverandCorrosion Resistance of Aluminum and Magnesium Alloys: Understanding, Performance, and TestingNo ratings yet
- CH 4 Thermo May 2010Document37 pagesCH 4 Thermo May 2010Jayden WangNo ratings yet
- CH 2 Fundamental Relationships May 2010 RevDocument43 pagesCH 2 Fundamental Relationships May 2010 RevJayden WangNo ratings yet
- Chapter 3: Ionic TransportDocument23 pagesChapter 3: Ionic TransportJayden WangNo ratings yet
- Electrochemical Engineering: Workshop NotesDocument12 pagesElectrochemical Engineering: Workshop NotesJayden WangNo ratings yet
- GBDocument10 pagesGBQuoctytranNo ratings yet
- Week 2 - GenBio1 BIOMOLECULES 1st Term SY 2021-2022Document7 pagesWeek 2 - GenBio1 BIOMOLECULES 1st Term SY 2021-2022JAN PAULINE BABINANo ratings yet
- LipidsDocument22 pagesLipidsMary Grace CaasiNo ratings yet
- Yukon 1st StageDocument35 pagesYukon 1st StageJoel HowellNo ratings yet
- Lect-04-Classification of Igneous Rocks-Microgranites, Micro-Adamellites, and MicrogranodioritesDocument7 pagesLect-04-Classification of Igneous Rocks-Microgranites, Micro-Adamellites, and MicrogranodioritesWai Ateny WaiNo ratings yet
- Aptasensors For Pesticide Detection: Mei Liu, Arshad Khan, Zhifei Wang, Yuan Liu, Gaojian Yang, Yan Deng andDocument49 pagesAptasensors For Pesticide Detection: Mei Liu, Arshad Khan, Zhifei Wang, Yuan Liu, Gaojian Yang, Yan Deng andSintayehu BerhanuNo ratings yet
- Amir Toghyani A4 - Ei ArtikDocument98 pagesAmir Toghyani A4 - Ei ArtikfNo ratings yet
- Chapter III MethodologyDocument7 pagesChapter III Methodologyzzdan50% (2)
- Multi Pressure Vapour Compression Refrigeration SystemDocument11 pagesMulti Pressure Vapour Compression Refrigeration SystemDeepakNo ratings yet
- The Classification of Granitic Pegmatites RevisitedDocument22 pagesThe Classification of Granitic Pegmatites RevisitedNyemer BaruelNo ratings yet
- The Industrial Applications of AlkenesDocument15 pagesThe Industrial Applications of Alkenesiman kashifNo ratings yet
- Manual For Making TEM Samples Using FIBDocument8 pagesManual For Making TEM Samples Using FIBfgsgdNo ratings yet
- Const Safety Exe PlanDocument17 pagesConst Safety Exe PlanbbhattNo ratings yet
- Aiatsoyjmo2016t09 SolutionDocument27 pagesAiatsoyjmo2016t09 SolutionKARNANo ratings yet
- Analysis of Microstructure and Hardness Behaviour of Grain Refined A390 Alloy Mini Project ReportDocument23 pagesAnalysis of Microstructure and Hardness Behaviour of Grain Refined A390 Alloy Mini Project ReportRahul SanjayanNo ratings yet
- Reviweing The Test Advance in Microfludic and Nanofluidic ResearchDocument31 pagesReviweing The Test Advance in Microfludic and Nanofluidic ResearchnomindtraderNo ratings yet
- 1116 Usp 32 Microbiological Evaluation of Clean Rooms and Other Controlled EnvironmentsDocument29 pages1116 Usp 32 Microbiological Evaluation of Clean Rooms and Other Controlled EnvironmentsMauricio Dimaté CamargoNo ratings yet
- 1 s2.0 S0169409X16300552 MainDocument19 pages1 s2.0 S0169409X16300552 MainpavaniNo ratings yet
- Fluid ConveyanceDocument59 pagesFluid ConveyanceLovely Mae Cruza GawinganNo ratings yet
- Scient Docu Fill-UpDocument24 pagesScient Docu Fill-UpHamilton AndradeNo ratings yet
- Experiment 2 UV-VIS - Ilyas Fikri B. Mohd SaidDocument17 pagesExperiment 2 UV-VIS - Ilyas Fikri B. Mohd Saidnn bbNo ratings yet
- Unlocking Canada TIght OilDocument12 pagesUnlocking Canada TIght OilHanaga ShenNo ratings yet
- Food and Chemical ToxicologyDocument7 pagesFood and Chemical ToxicologyIonuț NeaguNo ratings yet
- Aplicación Manual DiasysDocument63 pagesAplicación Manual DiasysbetsabevegaaNo ratings yet
- Application of Biorelevant Dissolution TestsDocument8 pagesApplication of Biorelevant Dissolution TestsYuuki93No ratings yet
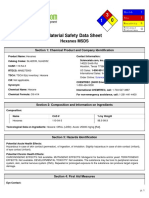
- Msds Heksana - 2 PDFDocument6 pagesMsds Heksana - 2 PDFisyie jrNo ratings yet
- Hort. 305 Turmeric Cultivation and Processing-6Document9 pagesHort. 305 Turmeric Cultivation and Processing-6meriiNo ratings yet
- Table (Thermal Conductivity of Various Materials at 0 C)Document8 pagesTable (Thermal Conductivity of Various Materials at 0 C)seraj ibramemNo ratings yet
- Solution Report 78-1Document44 pagesSolution Report 78-1Aryan PrakashNo ratings yet
- Ant-Rust Emulsion C-EAGLE (SA7250) 50%Document2 pagesAnt-Rust Emulsion C-EAGLE (SA7250) 50%Yousef LotfyNo ratings yet