Download as pdf or txt
You might also like
- Palestinian Embroidery by Widad Kawar and Tania Tamari NasirDocument68 pagesPalestinian Embroidery by Widad Kawar and Tania Tamari Nasirdesginadobe100% (2)
- Sassafras MKII Manual 14Document118 pagesSassafras MKII Manual 14Rodrigo MirandaNo ratings yet
- Motorcycle RockerDocument9 pagesMotorcycle Rockeralpaaz100% (1)
- Cost Estimation For Mass Production Using Jigs and FixtureDocument9 pagesCost Estimation For Mass Production Using Jigs and FixturePraveen KumarNo ratings yet
- Nippon Imp Diagramas de FlujoDocument4 pagesNippon Imp Diagramas de FlujodiegoNo ratings yet
- FT Valvula Acero 300 LBS Crane 33xu.fDocument1 pageFT Valvula Acero 300 LBS Crane 33xu.fFernando CarreñoNo ratings yet
- Catalogue VBM Products For Mining Industry eSKİDocument44 pagesCatalogue VBM Products For Mining Industry eSKİEmrah MertyürekNo ratings yet
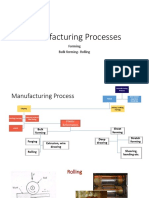
- Forming Basics For ClasssDocument63 pagesForming Basics For ClasssMetalAnand ChelliahNo ratings yet
- Sarath WorkDocument1 pageSarath WorksauravNo ratings yet
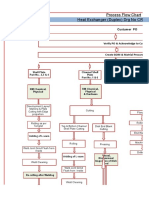
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Nscguide2012 - e - 61-Flow Production Nippon SteelDocument2 pagesNscguide2012 - e - 61-Flow Production Nippon SteelAgustine SetiawanNo ratings yet
- 11.4 Welding Information Welding Information: Elements of A Typical Weld SymbolDocument1 page11.4 Welding Information Welding Information: Elements of A Typical Weld SymbolLeomarini100% (1)
- FLO DS 0006 Wafer Butterfly ValvesDocument4 pagesFLO DS 0006 Wafer Butterfly ValvesShubhajit ChakrabortyNo ratings yet
- Steel Making IntroductionDocument17 pagesSteel Making IntroductionHari sadu100% (2)
- Paramax Options PDFDocument51 pagesParamax Options PDFConrad Hendrik De KockNo ratings yet
- Hardfacing Wires: For Steel Mill RollsDocument16 pagesHardfacing Wires: For Steel Mill RollsRaviTeja BhamidiNo ratings yet
- Rane Madras Flow ChartDocument2 pagesRane Madras Flow ChartrathanNo ratings yet
- Stainless Steel Shapes Stainless Steel Shapes: Tel: +81-3-6867-4111 Tel: +81-3-6867-4111Document6 pagesStainless Steel Shapes Stainless Steel Shapes: Tel: +81-3-6867-4111 Tel: +81-3-6867-4111Partagon PowNo ratings yet
- CRANE-Ficha Tecnica-Valvula CompuertaDocument1 pageCRANE-Ficha Tecnica-Valvula CompuertaWillyam JiménezNo ratings yet
- Fig 47xu F Gate Cranefs Ds 1702 p136 1Document1 pageFig 47xu F Gate Cranefs Ds 1702 p136 1RonaldNo ratings yet
- Globe Valves Cast Steel Bolted Bonnet Flanged End Class 150, 300 & 600 2"-10"Document4 pagesGlobe Valves Cast Steel Bolted Bonnet Flanged End Class 150, 300 & 600 2"-10"dmitosNo ratings yet
- Presentationon IrontosteelmakingDocument29 pagesPresentationon IrontosteelmakingEric PhanNo ratings yet
- LWEQ Cat5505aDocument15 pagesLWEQ Cat5505aPaoloNo ratings yet
- Accesorio Ranurado MechDocument28 pagesAccesorio Ranurado MechDalberto RamirezNo ratings yet
- H RV100 e 2002 01 PDFDocument2 pagesH RV100 e 2002 01 PDFMELEK MECHRINo ratings yet
- Chap6 1Document15 pagesChap6 1raghunath670743No ratings yet
- Ferrous Extractive Metallurgy: Dr. / Amr Basuony Saad EldeebDocument19 pagesFerrous Extractive Metallurgy: Dr. / Amr Basuony Saad Eldeebفوزي خلفNo ratings yet
- Cast Steel Gate Valves: Class 150 - Outside Screw & Yoke - Flexible Wedge DiscDocument3 pagesCast Steel Gate Valves: Class 150 - Outside Screw & Yoke - Flexible Wedge DiscMina MagdyNo ratings yet
- Standard Info Malleable Fittings PDFDocument6 pagesStandard Info Malleable Fittings PDFKaran AggarwalNo ratings yet
- 11aDocument44 pages11agegegegNo ratings yet
- Danfoss: New Light Commercial Scroll CompressorsDocument1 pageDanfoss: New Light Commercial Scroll Compressors12345laurNo ratings yet
- Making Process of SteelDocument4 pagesMaking Process of Steelbyebyedd06No ratings yet
- Jfe Sawl Pipe: Cat - No.E1E-016-02Document20 pagesJfe Sawl Pipe: Cat - No.E1E-016-02Berny Guzmán ArayaNo ratings yet
- Complete Process Flow Chart: Stainless Steel Long ProductsDocument1 pageComplete Process Flow Chart: Stainless Steel Long ProductsThanh Ngoc LeNo ratings yet
- Basic Well Intervention (Well Services) - Knowledge Sharing - 03mar18Document36 pagesBasic Well Intervention (Well Services) - Knowledge Sharing - 03mar18Haziq Yussof100% (1)
- Slide 10 RollingDocument69 pagesSlide 10 Rollingjohn doeNo ratings yet
- Spare Parts CATALOGUE: Grundfos NksDocument32 pagesSpare Parts CATALOGUE: Grundfos NksNick SokupNo ratings yet
- Manufacturing Project 2Document6 pagesManufacturing Project 2Syed series lecturesNo ratings yet
- Shield and Snap RingDocument3 pagesShield and Snap RingRagvendra BistNo ratings yet
- Hyundai Steel Products GuideDocument40 pagesHyundai Steel Products GuidecarloNo ratings yet
- JNF12 Hales 2380 PDFDocument18 pagesJNF12 Hales 2380 PDFagilan89No ratings yet
- Bearing Nomenclature Housing NomenclatureDocument7 pagesBearing Nomenclature Housing NomenclatureRajmohan KushwahaNo ratings yet
- Manufacturingprocessof Long ProductsDocument4 pagesManufacturingprocessof Long ProductsRoberto RoeselNo ratings yet
- Over-View of Iron & Steel Making: Sr. Manager, Technology Group Theis Precision Steel India Pvt. LTDDocument29 pagesOver-View of Iron & Steel Making: Sr. Manager, Technology Group Theis Precision Steel India Pvt. LTDSarahNo ratings yet
- For Round Bars and Tubes - TFS Presses: Lift / Rotation Stand V-Block AnvilDocument1 pageFor Round Bars and Tubes - TFS Presses: Lift / Rotation Stand V-Block AnvilRajiv GandhiNo ratings yet
- Spare Parts List: Seldén In-Mast Furling and Reefing System Type: Ra MK Iii RB MK Iii RC MK IiiDocument24 pagesSpare Parts List: Seldén In-Mast Furling and Reefing System Type: Ra MK Iii RB MK Iii RC MK IiiufukcaglarNo ratings yet
- JFE Pipe Making PDFDocument20 pagesJFE Pipe Making PDFDhim131267No ratings yet
- Haki Structural Talk 2018Document28 pagesHaki Structural Talk 2018sanjaya krisnaNo ratings yet
- 1 1 ShaftingDocument22 pages1 1 ShaftingRutvikNo ratings yet
- Slabbrochure Baosteel PDFDocument36 pagesSlabbrochure Baosteel PDFKetnipha SukwannawitNo ratings yet
- Fsa - Ebara End Suction Volute PumpDocument6 pagesFsa - Ebara End Suction Volute PumpkhristprasatyaNo ratings yet
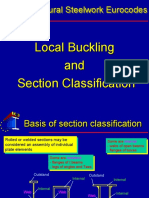
- Structural Steelwork Eurocodes Structural Steelwork EurocodesDocument20 pagesStructural Steelwork Eurocodes Structural Steelwork EurocodesxangNo ratings yet
- Fig 143XU Globe CraneFS DS 1702 P153 - 1Document1 pageFig 143XU Globe CraneFS DS 1702 P153 - 1atnkpr_vn9368No ratings yet
- PERBANDINGAN CHLLER ANTAR MEREK Update2Document4 pagesPERBANDINGAN CHLLER ANTAR MEREK Update2Fajar AjinugrohoNo ratings yet
- 47XU F Gate CraneFS DS 1021 p103Document1 page47XU F Gate CraneFS DS 1021 p103Alexander HuamanNo ratings yet
- Flow Chart For Manufacturing Process of Welded Tubes/Pipes: SS Plates & CoilsDocument1 pageFlow Chart For Manufacturing Process of Welded Tubes/Pipes: SS Plates & CoilsArunprasad MurugesanNo ratings yet
- Reciprocating & Rotating ItemDocument12 pagesReciprocating & Rotating Itemdidik cimutNo ratings yet
- Motor Mehanika HD-120 PDFDocument119 pagesMotor Mehanika HD-120 PDFанджелаNo ratings yet
- Viking Heavy PumpDocument1 pageViking Heavy PumpsebaseronNo ratings yet
- F-Class / Ty-Rock Body Components: How Do I Order?Document6 pagesF-Class / Ty-Rock Body Components: How Do I Order?yolimar escorciaNo ratings yet
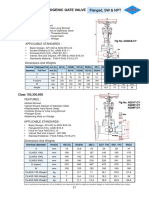
- 07 Forged Cryogenic Gate GlobeDocument2 pages07 Forged Cryogenic Gate GlobeAndri AjaNo ratings yet
- Bab 4 Pipe Manufacturing & WeldingDocument29 pagesBab 4 Pipe Manufacturing & WeldingrWin doNo ratings yet
- Distortion in Weld JointDocument54 pagesDistortion in Weld JointDiVik BhargAva100% (1)
- Introduce Modeling Introduce Simulation Develop An Appreciation For The Need For Simulation Develop Facility in Simulation Model BuildingDocument28 pagesIntroduce Modeling Introduce Simulation Develop An Appreciation For The Need For Simulation Develop Facility in Simulation Model Buildingيحيى عياشNo ratings yet
- 8 - Shear and Torsional StressesDocument14 pages8 - Shear and Torsional Stressesيحيى عياشNo ratings yet
- 6 - 7 - Pure BendingDocument21 pages6 - 7 - Pure Bendingيحيى عياشNo ratings yet
- Materials Science: Design For Engineering Unit 8 Material Science and Engineering Annette Beattie August 15, 2006Document18 pagesMaterials Science: Design For Engineering Unit 8 Material Science and Engineering Annette Beattie August 15, 2006يحيى عياشNo ratings yet
- 7 - Flexure TestDocument5 pages7 - Flexure Testيحيى عياشNo ratings yet
- Ibn Taymiyyah ReviewsDocument15 pagesIbn Taymiyyah Reviewsيحيى عياشNo ratings yet
- Technical Handbook of Stainless Steel - 2003Document45 pagesTechnical Handbook of Stainless Steel - 2003يحيى عياش100% (1)
- Spring AnalysisDocument5 pagesSpring Analysisيحيى عياشNo ratings yet
- Circular Singeing MachineDocument4 pagesCircular Singeing Machineيحيى عياشNo ratings yet
- Factory of Fininshing For Woven FabricDocument6 pagesFactory of Fininshing For Woven Fabricيحيى عياشNo ratings yet
- Lath MachineDocument39 pagesLath MachineVimukthi LakshanNo ratings yet
- Fiesta Square EnglishDocument10 pagesFiesta Square Englishjane100% (2)
- Glass Bottle Cutter PDFDocument12 pagesGlass Bottle Cutter PDFcoldflame81No ratings yet
- Chip Mug Ufufy: For This Pattern You'll NeedDocument4 pagesChip Mug Ufufy: For This Pattern You'll NeedEurydice Suz0% (1)
- Carpentry Tools: Submitted By: Suchit Bhansali Batch: H-3, Mechanical Submitted To: Prof. Deepak MehraDocument19 pagesCarpentry Tools: Submitted By: Suchit Bhansali Batch: H-3, Mechanical Submitted To: Prof. Deepak MehraSuchit Bhansali100% (1)
- Chubby Frogs 2021 - English - Rin - Meow21Document8 pagesChubby Frogs 2021 - English - Rin - Meow21Le Thi Thanh Van100% (3)
- BuildingDocument425 pagesBuildingSmith GrameNo ratings yet
- Gnom KexDocument13 pagesGnom Kexana100% (8)
- Manufacturing LectureDocument35 pagesManufacturing Lecturemohtram1037No ratings yet
- High Tensile Steel 4340Document2 pagesHigh Tensile Steel 4340CarmenJuliaNo ratings yet
- WFL m120 Tool ListDocument2 pagesWFL m120 Tool ListSreenivass SegaranNo ratings yet
- Katalog 2010 GB Abt 2Document166 pagesKatalog 2010 GB Abt 2Pociovalisteanu IonelaNo ratings yet
- Yarnspirations Floral Beauty ThrowDocument2 pagesYarnspirations Floral Beauty ThrowgoccearcNo ratings yet
- Woodsmith - Router Techniques PDFDocument10 pagesWoodsmith - Router Techniques PDFkeatz100% (2)
- Tutorial 3 - Folding Ball With Pattern Miura: Technology Workshop Craft Home Food Play Outside CostumesDocument3 pagesTutorial 3 - Folding Ball With Pattern Miura: Technology Workshop Craft Home Food Play Outside CostumespratyushNo ratings yet
- Afis ReportDocument16 pagesAfis ReportArif ApuNo ratings yet
- ENGINEERING DRAWINGS Plate 1Document13 pagesENGINEERING DRAWINGS Plate 1zaidoNo ratings yet
- Aquariwool Sunny The Lion CompressedDocument8 pagesAquariwool Sunny The Lion CompressedNoemi Vasconcelos100% (8)
- Minis MapachesDocument32 pagesMinis MapachesMaría José Martínez100% (1)
- Free Baby Mary Jane Booties Knitting PatternDocument2 pagesFree Baby Mary Jane Booties Knitting PatternCarnationDog ParkNo ratings yet
- ExtrusionDocument26 pagesExtrusionArvind BhosaleNo ratings yet
- Descarga PDFDocument3 pagesDescarga PDFBaitiar CallejaNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Love BunniesDocument3 pagesLove BunniesAquamarineeeNo ratings yet
- Section-Xi Chapter-58: Special Woven Fabrics Tufted Textile Fabrics Lace Tapestries Trimmings EmbroideryDocument8 pagesSection-Xi Chapter-58: Special Woven Fabrics Tufted Textile Fabrics Lace Tapestries Trimmings EmbroideryShailendra MishraNo ratings yet
- A07-297 OD Expanded Small PartsDocument12 pagesA07-297 OD Expanded Small PartsKyle DriscollNo ratings yet