
SB 89
SB 89
You might also like
- AMSCO® Advanced Placement® Microeconomics (Nick Anello, Woody Hughes)Document406 pagesAMSCO® Advanced Placement® Microeconomics (Nick Anello, Woody Hughes)beren100% (1)
- GAP-015 - Rev D (2015 - 06 - 02 18 - 24 - 57 UTC)Document2 pagesGAP-015 - Rev D (2015 - 06 - 02 18 - 24 - 57 UTC)Epuran Liviu100% (2)
- Kawasaki ZX9R 98-99Document307 pagesKawasaki ZX9R 98-99motomech100% (3)
- 87 15inch Wagner CoaterDocument50 pages87 15inch Wagner CoaterBrian HodgsonNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument13 pagesUnit Injector - Install: Disassembly and AssemblyAnung Nugroho100% (1)
- Manual Operador Uniport 3000 NPKDocument214 pagesManual Operador Uniport 3000 NPKRafael G Oliveira50% (2)
- BRH 625 Sandvi̇k BreakerDocument87 pagesBRH 625 Sandvi̇k BreakerSerkanAl100% (1)
- r44 sb103Document3 pagesr44 sb103NickNo ratings yet
- PRS-RL-01 Rubber Lining ProcedureDocument17 pagesPRS-RL-01 Rubber Lining ProcedureDar Fall100% (1)
- Sb-Ag-39-Rev-A WING SPAR INSPECTION AND FATIGUE LIFE EXTENSIONDocument14 pagesSb-Ag-39-Rev-A WING SPAR INSPECTION AND FATIGUE LIFE EXTENSIONNathaniel LuraNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertuf - 16 - Eng - A4 - 20150204 PDFDocument4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertuf - 16 - Eng - A4 - 20150204 PDFShafnur HamdiNo ratings yet
- 40-20-56 Rev B - Output Shaft Seal Kit For Sundyne GearboxesDocument3 pages40-20-56 Rev B - Output Shaft Seal Kit For Sundyne Gearboxesjamil ahmedNo ratings yet
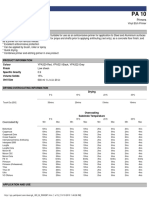
- Pa 10Document3 pagesPa 10LymeParkNo ratings yet
- Durashield 110 61Document6 pagesDurashield 110 61huicholeNo ratings yet
- Tafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelDocument5 pagesTafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelCarlos Gabriel EstergaardNo ratings yet
- EJ-59U Filtro Mecanico DX-SR9Document1 pageEJ-59U Filtro Mecanico DX-SR9Fidel Ernesto LuraschiNo ratings yet
- 9g V 09 PaintingDocument15 pages9g V 09 Paintingdiuska13100% (1)
- 212 Asb 08 130Document7 pages212 Asb 08 130Walberto PachecoNo ratings yet
- Coal Tar PDFDocument4 pagesCoal Tar PDFMohammadreza AsheghNo ratings yet
- Ai Hempadur 17630 EnglishDocument5 pagesAi Hempadur 17630 EnglishLukman ZakariyahNo ratings yet
- MC-10229810-9999 FcaDocument5 pagesMC-10229810-9999 Fcajohndere2090No ratings yet
- Fujifilm Finepix s9000 s9500 SM ET 1Document147 pagesFujifilm Finepix s9000 s9500 SM ET 1newionNo ratings yet
- Rapid Facer 1000 - (ENG)Document18 pagesRapid Facer 1000 - (ENG)Motokoy Sprekitik TakoykoyNo ratings yet
- Res Q SteelDocument4 pagesRes Q SteelTrịnh Minh KhoaNo ratings yet
- Service Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 EnginesDocument12 pagesService Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 Engineszbkt07No ratings yet
- PFP ProcedureDocument6 pagesPFP ProcedureRamesh100% (1)
- SB 14 BC 03 PDFDocument19 pagesSB 14 BC 03 PDFmates isNo ratings yet
- Chockfast Orange Installation InstructionsDocument8 pagesChockfast Orange Installation InstructionsniginpNo ratings yet
- Alpha: No-Clean Solder Paste (9098T)Document3 pagesAlpha: No-Clean Solder Paste (9098T)behzadNo ratings yet
- Carbo Zinc 11 HsDocument2 pagesCarbo Zinc 11 Hstyto_rmzNo ratings yet
- ARO Pump ManualDocument8 pagesARO Pump Manualrazaq athabNo ratings yet
- Ul Ul Ul Ultracote Tracote Tracote TracoteDocument3 pagesUl Ul Ul Ultracote Tracote Tracote TracoteJenniferValleNo ratings yet
- Owner GuideDocument741 pagesOwner Guidealfatih1407497100% (1)
- JKR 20401Document8 pagesJKR 20401dinu69inNo ratings yet
- Private Pilot Handbook JeppesenDocument9 pagesPrivate Pilot Handbook JeppesenJorge PolancoNo ratings yet
- SM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualDocument20 pagesSM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualIshi BashiNo ratings yet
- Penguard Express ZP AGDocument9 pagesPenguard Express ZP AGengramir07No ratings yet
- 7.9a - Pipes and HosesDocument8 pages7.9a - Pipes and HosesAslam AwanNo ratings yet
- MX Series Oval Gear Flowmeter: Instruction ManualDocument32 pagesMX Series Oval Gear Flowmeter: Instruction ManualRómulo Zevallos GutiérrezNo ratings yet
- Ams 2449 - 2004Document12 pagesAms 2449 - 2004Ehab HarbNo ratings yet
- Working Procedure For Coating Repair C4Document7 pagesWorking Procedure For Coating Repair C4tuyen nguyenNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- Atr 72 Repair of Fuel LeakDocument15 pagesAtr 72 Repair of Fuel LeakTarik BenzinebNo ratings yet
- Method Statement For GRP Pipe InstallationDocument8 pagesMethod Statement For GRP Pipe Installationdj_holo100% (1)
- Hvac System 10052-9-V18-Mah0-00071Document229 pagesHvac System 10052-9-V18-Mah0-00071Samir ZaghloolNo ratings yet
- 5L 6LSM2Document6 pages5L 6LSM2User_docsNo ratings yet
- Intershield 300Document4 pagesIntershield 300shameelNo ratings yet
- Kyocera F1000 OPCDocument4 pagesKyocera F1000 OPCPedro Castillo NunezNo ratings yet
- Rock Hog Drilling Products: RH45R9HP DTH Hammer Operation & Maintenance ManualDocument18 pagesRock Hog Drilling Products: RH45R9HP DTH Hammer Operation & Maintenance Manualr2drillNo ratings yet
- BIOBASE Low Speed Centrifuge BKC-TL6III User ManualDocument15 pagesBIOBASE Low Speed Centrifuge BKC-TL6III User Manualsoporte03No ratings yet
- Worm Gear Sets enDocument30 pagesWorm Gear Sets enKarim FawziNo ratings yet
- Bondstrand - Instructions For Butt and Strap JointsDocument2 pagesBondstrand - Instructions For Butt and Strap Jointsao185029No ratings yet
- Interbond 808Document4 pagesInterbond 808shameelNo ratings yet
- Camisa de CilindroDocument16 pagesCamisa de CilindroFelipe CarranzaNo ratings yet
- RLSB90 LManualDocument12 pagesRLSB90 LManualacea.liambNo ratings yet
- Informacion Producto Martillo MX60Document20 pagesInformacion Producto Martillo MX60ING MANTENIMIENTO CONINTEL S.ANo ratings yet
- Engine 3.0 v6Document130 pagesEngine 3.0 v6Wlises GonzalezNo ratings yet
- Product Data Sheet: 17008 Brite Galvanize Coating 65% Zinc RichDocument2 pagesProduct Data Sheet: 17008 Brite Galvanize Coating 65% Zinc RichJORGE HOLGUINNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Gérard DebreuDocument7 pagesGérard Debreuthomas555No ratings yet
- HR Exam Question and Answer Paper For Competitive Exam - Exam ForumDocument5 pagesHR Exam Question and Answer Paper For Competitive Exam - Exam Forumdevarshi_shukla100% (2)
- PPE Raw Materials Suppliers PDFDocument27 pagesPPE Raw Materials Suppliers PDFAmin FentawNo ratings yet
- Project at A Glance - Top Sheet: Taluk/Block: District: Pin: State: E-Mail: MobileDocument7 pagesProject at A Glance - Top Sheet: Taluk/Block: District: Pin: State: E-Mail: MobileFaruk AlamNo ratings yet
- Printed by SYSUSER: A/C No: 7124960000Document1 pagePrinted by SYSUSER: A/C No: 7124960000Mukharram KhanNo ratings yet
- Invoice To Mohammed Salman - #10-3896975Document1 pageInvoice To Mohammed Salman - #10-3896975Web TreamicsNo ratings yet
- Question EnglishDocument67 pagesQuestion Englishfirdausauliya1No ratings yet
- QuizMarch 5 SolutionsDocument2 pagesQuizMarch 5 SolutionsSherstobitov SergeiNo ratings yet
- Assignment 1Document4 pagesAssignment 1Mae RocelleNo ratings yet
- Role of Micro-Financing in Women Empowerment: An Empirical Study of Urban PunjabDocument16 pagesRole of Micro-Financing in Women Empowerment: An Empirical Study of Urban PunjabAnum ZubairNo ratings yet
- Planning A Small Scale UnitDocument7 pagesPlanning A Small Scale UnitShyam SharmaNo ratings yet
- 09-SAMSS-103 - Qualification Requirements For High TemperatureDocument8 pages09-SAMSS-103 - Qualification Requirements For High TemperatureAhmed HassaninNo ratings yet
- A1 SolutionsDocument37 pagesA1 SolutionsPrisco SayNo ratings yet
- ISA Process Cathode Stripping MachineDocument8 pagesISA Process Cathode Stripping MachineMuazu Nafiu AbubakarNo ratings yet
- Reference: Basic Econometrics by Damodar N. Gujarati Additional Reference: Introductory Econometrics by Jeffery M WooldridgeDocument16 pagesReference: Basic Econometrics by Damodar N. Gujarati Additional Reference: Introductory Econometrics by Jeffery M WooldridgePadma AcharyaNo ratings yet
- Industry AnalysisDocument18 pagesIndustry AnalysisTushar BallabhNo ratings yet
- Do Do 1Document2 pagesDo Do 1sukumarvlog183No ratings yet
- Saudi Importing Electrical Devices CompaniesDocument30 pagesSaudi Importing Electrical Devices CompaniesSara mamdouhNo ratings yet
- Valuation ReportDocument104 pagesValuation ReportWaqarNo ratings yet
- Sectional Plan, HFD, Ga Drawing of Bypass Line 1 - 1 of 5 - 11.10.2022Document1 pageSectional Plan, HFD, Ga Drawing of Bypass Line 1 - 1 of 5 - 11.10.2022Anirban MukherjeeNo ratings yet
- Po PCitesDocument26 pagesPo PCiteshesfacultyNo ratings yet
- Hazel Case StudyDocument17 pagesHazel Case StudyPyae PyaeNo ratings yet
- DSC1520 2013 S1 Students Assignment 2 PDFDocument3 pagesDSC1520 2013 S1 Students Assignment 2 PDFKhathutshelo KharivheNo ratings yet
- Deed of Donation: Know All Men by These PresentsDocument2 pagesDeed of Donation: Know All Men by These PresentsJomar Borongan100% (1)
- Tle 8 Periodical Test 2NDDocument3 pagesTle 8 Periodical Test 2NDLeymar MagudangNo ratings yet
- Accounting For Share Capital (9 Questions - 3 Solved and 6 Unsolved)Document5 pagesAccounting For Share Capital (9 Questions - 3 Solved and 6 Unsolved)yuvraj gosain100% (2)
- General Catalogue Makita 2023 2024Document200 pagesGeneral Catalogue Makita 2023 2024mudNo ratings yet
- So N Unit 9Document8 pagesSo N Unit 9Lam TrúcNo ratings yet
- Amature Pyrotechnics by Dan WilliamsDocument151 pagesAmature Pyrotechnics by Dan WilliamsAl LeiningerNo ratings yet
























































































Download as pdf or txt
You might also like
- AMSCO® Advanced Placement® Microeconomics (Nick Anello, Woody Hughes)Document406 pagesAMSCO® Advanced Placement® Microeconomics (Nick Anello, Woody Hughes)beren100% (1)
- GAP-015 - Rev D (2015 - 06 - 02 18 - 24 - 57 UTC)Document2 pagesGAP-015 - Rev D (2015 - 06 - 02 18 - 24 - 57 UTC)Epuran Liviu100% (2)
- Kawasaki ZX9R 98-99Document307 pagesKawasaki ZX9R 98-99motomech100% (3)
- 87 15inch Wagner CoaterDocument50 pages87 15inch Wagner CoaterBrian HodgsonNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument13 pagesUnit Injector - Install: Disassembly and AssemblyAnung Nugroho100% (1)
- Manual Operador Uniport 3000 NPKDocument214 pagesManual Operador Uniport 3000 NPKRafael G Oliveira50% (2)
- BRH 625 Sandvi̇k BreakerDocument87 pagesBRH 625 Sandvi̇k BreakerSerkanAl100% (1)
- r44 sb103Document3 pagesr44 sb103NickNo ratings yet
- PRS-RL-01 Rubber Lining ProcedureDocument17 pagesPRS-RL-01 Rubber Lining ProcedureDar Fall100% (1)
- Sb-Ag-39-Rev-A WING SPAR INSPECTION AND FATIGUE LIFE EXTENSIONDocument14 pagesSb-Ag-39-Rev-A WING SPAR INSPECTION AND FATIGUE LIFE EXTENSIONNathaniel LuraNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertuf - 16 - Eng - A4 - 20150204 PDFDocument4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertuf - 16 - Eng - A4 - 20150204 PDFShafnur HamdiNo ratings yet
- 40-20-56 Rev B - Output Shaft Seal Kit For Sundyne GearboxesDocument3 pages40-20-56 Rev B - Output Shaft Seal Kit For Sundyne Gearboxesjamil ahmedNo ratings yet
- Pa 10Document3 pagesPa 10LymeParkNo ratings yet
- Durashield 110 61Document6 pagesDurashield 110 61huicholeNo ratings yet
- Tafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelDocument5 pagesTafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelCarlos Gabriel EstergaardNo ratings yet
- EJ-59U Filtro Mecanico DX-SR9Document1 pageEJ-59U Filtro Mecanico DX-SR9Fidel Ernesto LuraschiNo ratings yet
- 9g V 09 PaintingDocument15 pages9g V 09 Paintingdiuska13100% (1)
- 212 Asb 08 130Document7 pages212 Asb 08 130Walberto PachecoNo ratings yet
- Coal Tar PDFDocument4 pagesCoal Tar PDFMohammadreza AsheghNo ratings yet
- Ai Hempadur 17630 EnglishDocument5 pagesAi Hempadur 17630 EnglishLukman ZakariyahNo ratings yet
- MC-10229810-9999 FcaDocument5 pagesMC-10229810-9999 Fcajohndere2090No ratings yet
- Fujifilm Finepix s9000 s9500 SM ET 1Document147 pagesFujifilm Finepix s9000 s9500 SM ET 1newionNo ratings yet
- Rapid Facer 1000 - (ENG)Document18 pagesRapid Facer 1000 - (ENG)Motokoy Sprekitik TakoykoyNo ratings yet
- Res Q SteelDocument4 pagesRes Q SteelTrịnh Minh KhoaNo ratings yet
- Service Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 EnginesDocument12 pagesService Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 Engineszbkt07No ratings yet
- PFP ProcedureDocument6 pagesPFP ProcedureRamesh100% (1)
- SB 14 BC 03 PDFDocument19 pagesSB 14 BC 03 PDFmates isNo ratings yet
- Chockfast Orange Installation InstructionsDocument8 pagesChockfast Orange Installation InstructionsniginpNo ratings yet
- Alpha: No-Clean Solder Paste (9098T)Document3 pagesAlpha: No-Clean Solder Paste (9098T)behzadNo ratings yet
- Carbo Zinc 11 HsDocument2 pagesCarbo Zinc 11 Hstyto_rmzNo ratings yet
- ARO Pump ManualDocument8 pagesARO Pump Manualrazaq athabNo ratings yet
- Ul Ul Ul Ultracote Tracote Tracote TracoteDocument3 pagesUl Ul Ul Ultracote Tracote Tracote TracoteJenniferValleNo ratings yet
- Owner GuideDocument741 pagesOwner Guidealfatih1407497100% (1)
- JKR 20401Document8 pagesJKR 20401dinu69inNo ratings yet
- Private Pilot Handbook JeppesenDocument9 pagesPrivate Pilot Handbook JeppesenJorge PolancoNo ratings yet
- SM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualDocument20 pagesSM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualIshi BashiNo ratings yet
- Penguard Express ZP AGDocument9 pagesPenguard Express ZP AGengramir07No ratings yet
- 7.9a - Pipes and HosesDocument8 pages7.9a - Pipes and HosesAslam AwanNo ratings yet
- MX Series Oval Gear Flowmeter: Instruction ManualDocument32 pagesMX Series Oval Gear Flowmeter: Instruction ManualRómulo Zevallos GutiérrezNo ratings yet
- Ams 2449 - 2004Document12 pagesAms 2449 - 2004Ehab HarbNo ratings yet
- Working Procedure For Coating Repair C4Document7 pagesWorking Procedure For Coating Repair C4tuyen nguyenNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- Atr 72 Repair of Fuel LeakDocument15 pagesAtr 72 Repair of Fuel LeakTarik BenzinebNo ratings yet
- Method Statement For GRP Pipe InstallationDocument8 pagesMethod Statement For GRP Pipe Installationdj_holo100% (1)
- Hvac System 10052-9-V18-Mah0-00071Document229 pagesHvac System 10052-9-V18-Mah0-00071Samir ZaghloolNo ratings yet
- 5L 6LSM2Document6 pages5L 6LSM2User_docsNo ratings yet
- Intershield 300Document4 pagesIntershield 300shameelNo ratings yet
- Kyocera F1000 OPCDocument4 pagesKyocera F1000 OPCPedro Castillo NunezNo ratings yet
- Rock Hog Drilling Products: RH45R9HP DTH Hammer Operation & Maintenance ManualDocument18 pagesRock Hog Drilling Products: RH45R9HP DTH Hammer Operation & Maintenance Manualr2drillNo ratings yet
- BIOBASE Low Speed Centrifuge BKC-TL6III User ManualDocument15 pagesBIOBASE Low Speed Centrifuge BKC-TL6III User Manualsoporte03No ratings yet
- Worm Gear Sets enDocument30 pagesWorm Gear Sets enKarim FawziNo ratings yet
- Bondstrand - Instructions For Butt and Strap JointsDocument2 pagesBondstrand - Instructions For Butt and Strap Jointsao185029No ratings yet
- Interbond 808Document4 pagesInterbond 808shameelNo ratings yet
- Camisa de CilindroDocument16 pagesCamisa de CilindroFelipe CarranzaNo ratings yet
- RLSB90 LManualDocument12 pagesRLSB90 LManualacea.liambNo ratings yet
- Informacion Producto Martillo MX60Document20 pagesInformacion Producto Martillo MX60ING MANTENIMIENTO CONINTEL S.ANo ratings yet
- Engine 3.0 v6Document130 pagesEngine 3.0 v6Wlises GonzalezNo ratings yet
- Product Data Sheet: 17008 Brite Galvanize Coating 65% Zinc RichDocument2 pagesProduct Data Sheet: 17008 Brite Galvanize Coating 65% Zinc RichJORGE HOLGUINNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Gérard DebreuDocument7 pagesGérard Debreuthomas555No ratings yet
- HR Exam Question and Answer Paper For Competitive Exam - Exam ForumDocument5 pagesHR Exam Question and Answer Paper For Competitive Exam - Exam Forumdevarshi_shukla100% (2)
- PPE Raw Materials Suppliers PDFDocument27 pagesPPE Raw Materials Suppliers PDFAmin FentawNo ratings yet
- Project at A Glance - Top Sheet: Taluk/Block: District: Pin: State: E-Mail: MobileDocument7 pagesProject at A Glance - Top Sheet: Taluk/Block: District: Pin: State: E-Mail: MobileFaruk AlamNo ratings yet
- Printed by SYSUSER: A/C No: 7124960000Document1 pagePrinted by SYSUSER: A/C No: 7124960000Mukharram KhanNo ratings yet
- Invoice To Mohammed Salman - #10-3896975Document1 pageInvoice To Mohammed Salman - #10-3896975Web TreamicsNo ratings yet
- Question EnglishDocument67 pagesQuestion Englishfirdausauliya1No ratings yet
- QuizMarch 5 SolutionsDocument2 pagesQuizMarch 5 SolutionsSherstobitov SergeiNo ratings yet
- Assignment 1Document4 pagesAssignment 1Mae RocelleNo ratings yet
- Role of Micro-Financing in Women Empowerment: An Empirical Study of Urban PunjabDocument16 pagesRole of Micro-Financing in Women Empowerment: An Empirical Study of Urban PunjabAnum ZubairNo ratings yet
- Planning A Small Scale UnitDocument7 pagesPlanning A Small Scale UnitShyam SharmaNo ratings yet
- 09-SAMSS-103 - Qualification Requirements For High TemperatureDocument8 pages09-SAMSS-103 - Qualification Requirements For High TemperatureAhmed HassaninNo ratings yet
- A1 SolutionsDocument37 pagesA1 SolutionsPrisco SayNo ratings yet
- ISA Process Cathode Stripping MachineDocument8 pagesISA Process Cathode Stripping MachineMuazu Nafiu AbubakarNo ratings yet
- Reference: Basic Econometrics by Damodar N. Gujarati Additional Reference: Introductory Econometrics by Jeffery M WooldridgeDocument16 pagesReference: Basic Econometrics by Damodar N. Gujarati Additional Reference: Introductory Econometrics by Jeffery M WooldridgePadma AcharyaNo ratings yet
- Industry AnalysisDocument18 pagesIndustry AnalysisTushar BallabhNo ratings yet
- Do Do 1Document2 pagesDo Do 1sukumarvlog183No ratings yet
- Saudi Importing Electrical Devices CompaniesDocument30 pagesSaudi Importing Electrical Devices CompaniesSara mamdouhNo ratings yet
- Valuation ReportDocument104 pagesValuation ReportWaqarNo ratings yet
- Sectional Plan, HFD, Ga Drawing of Bypass Line 1 - 1 of 5 - 11.10.2022Document1 pageSectional Plan, HFD, Ga Drawing of Bypass Line 1 - 1 of 5 - 11.10.2022Anirban MukherjeeNo ratings yet
- Po PCitesDocument26 pagesPo PCiteshesfacultyNo ratings yet
- Hazel Case StudyDocument17 pagesHazel Case StudyPyae PyaeNo ratings yet
- DSC1520 2013 S1 Students Assignment 2 PDFDocument3 pagesDSC1520 2013 S1 Students Assignment 2 PDFKhathutshelo KharivheNo ratings yet
- Deed of Donation: Know All Men by These PresentsDocument2 pagesDeed of Donation: Know All Men by These PresentsJomar Borongan100% (1)
- Tle 8 Periodical Test 2NDDocument3 pagesTle 8 Periodical Test 2NDLeymar MagudangNo ratings yet
- Accounting For Share Capital (9 Questions - 3 Solved and 6 Unsolved)Document5 pagesAccounting For Share Capital (9 Questions - 3 Solved and 6 Unsolved)yuvraj gosain100% (2)
- General Catalogue Makita 2023 2024Document200 pagesGeneral Catalogue Makita 2023 2024mudNo ratings yet
- So N Unit 9Document8 pagesSo N Unit 9Lam TrúcNo ratings yet
- Amature Pyrotechnics by Dan WilliamsDocument151 pagesAmature Pyrotechnics by Dan WilliamsAl LeiningerNo ratings yet