
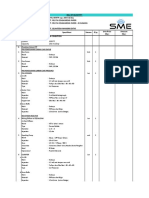
Calculation Sheet: VI. Requirements For Postweld Heat Treatment
Calculation Sheet: VI. Requirements For Postweld Heat Treatment
You might also like
- API-650 Design Procedure ExampleDocument21 pagesAPI-650 Design Procedure Examplegdwvcd93% (15)
- Assignment Design 2Document20 pagesAssignment Design 2Nadia Refai100% (1)
- Isuzu N Series Elf Workshop Manual Section 0 General Information LGGEN WE 9991 PDFDocument39 pagesIsuzu N Series Elf Workshop Manual Section 0 General Information LGGEN WE 9991 PDFRobert67% (3)
- Band 6 Eit ExampleDocument37 pagesBand 6 Eit Exampleapi-294518117100% (1)
- 37 - BQ WWTP 250 m3 - Project Pabrik Di Subang - Pt. Pelita Cengkareng PaperDocument3 pages37 - BQ WWTP 250 m3 - Project Pabrik Di Subang - Pt. Pelita Cengkareng PaperRully Ric Archt100% (1)
- Calculation Sheet: S H Hact I o Fs FHC FHK oDocument2 pagesCalculation Sheet: S H Hact I o Fs FHC FHK oFazri CMENo ratings yet
- Heat Treatment Requirement Heat Treatment Requirement: o o o oDocument2 pagesHeat Treatment Requirement Heat Treatment Requirement: o o o ofizanlaminNo ratings yet
- Jointing Manual: Insulated Straight Through Joint For 230kV Single Core 1400 XLPE CablesDocument28 pagesJointing Manual: Insulated Straight Through Joint For 230kV Single Core 1400 XLPE CablesGustavo OliveiraNo ratings yet
- ST0905004 Countershielded Winding, Design Process and Shop DocumentsDocument21 pagesST0905004 Countershielded Winding, Design Process and Shop DocumentsRajcsányi Tímea KatalinNo ratings yet
- Jointing Manual: XLPE CablesDocument21 pagesJointing Manual: XLPE CablesGustavo OliveiraNo ratings yet
- Stress RelievingDocument1 pageStress RelievingCruz Gabriel Rosetti100% (1)
- #002bolted Connection-2019Document51 pages#002bolted Connection-2019PAVANPORENo ratings yet
- Sum 2015Document4 pagesSum 2015Prabhat SinghNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Design Procedure For Aes He PDFDocument30 pagesDesign Procedure For Aes He PDFRyan Goh Chuang HongNo ratings yet
- Base Plate DesignDocument4 pagesBase Plate DesignPradeep Kumar RajNo ratings yet
- Design of Hydraulic Ladle Tilting Device at Pig Casting MachineDocument6 pagesDesign of Hydraulic Ladle Tilting Device at Pig Casting MachinepermesinanNo ratings yet
- Die CalculationsDocument13 pagesDie CalculationsDhinakaran R100% (1)
- Presentation Dished Ends (Heads)Document24 pagesPresentation Dished Ends (Heads)Rahul Moottolikandy100% (1)
- Group 3 Power Point Final 1Document26 pagesGroup 3 Power Point Final 1mhaung2018No ratings yet
- Reactor Mechanical DesignDocument8 pagesReactor Mechanical Designsami ullahNo ratings yet
- 8m Cheetah MATERIALS LISTDocument4 pages8m Cheetah MATERIALS LISTAlexandre LetellierNo ratings yet
- Specificatii Adss PrysmianDocument2 pagesSpecificatii Adss Prysmiantstefan88100% (1)
- Extreme Fiber Elongation To UCS-79Document1 pageExtreme Fiber Elongation To UCS-79Azwan Shah100% (2)
- 08-200-r2 Type Xlpe PVCDocument1 page08-200-r2 Type Xlpe PVCTrịnh Đức HạnhNo ratings yet
- Power Cables DesignDocument7 pagesPower Cables Designmostafa HusseinNo ratings yet
- Equipment DesignDocument88 pagesEquipment DesignbigbossNo ratings yet
- Design of PSC I GirderDocument96 pagesDesign of PSC I GirderSONAM JADHAVNo ratings yet
- Base Plate +and Foundation Bolt Design +connection Design 30-08-2021Document9 pagesBase Plate +and Foundation Bolt Design +connection Design 30-08-2021Deepanshu GargNo ratings yet
- AQUDUCTDocument139 pagesAQUDUCTMadhu SudhanNo ratings yet
- Things Your Screw Designer Never-FinalDocument6 pagesThings Your Screw Designer Never-FinalRajesh Kumar100% (2)
- Tutorial 1Document2 pagesTutorial 1Amal J AdhikaramNo ratings yet
- Extreme Fiber Elongation Calcs J SDocument1 pageExtreme Fiber Elongation Calcs J SLê Văn HòaNo ratings yet
- Potash CrystallizationDocument14 pagesPotash CrystallizationUditha Lakshan100% (1)
- Termination Manual (Compatibility Mode)Document22 pagesTermination Manual (Compatibility Mode)AMARENDRA SINo ratings yet
- Design of Heads and ClosuresDocument23 pagesDesign of Heads and ClosuresboiroyNo ratings yet
- 5.1 Group - T Scantling Calculation Through Iso 2001Document173 pages5.1 Group - T Scantling Calculation Through Iso 2001Abdul KaderNo ratings yet
- Design of Helical SpringsDocument32 pagesDesign of Helical SpringsAHMAD FIRDAUS ILIAS100% (1)
- Epoxy Lamination SpecificationsDocument14 pagesEpoxy Lamination SpecificationsArjed Ali ShaikhNo ratings yet
- WhertecDocument31 pagesWhertechamzahNo ratings yet
- Column confining+reinf+as+per+IS-13920Document5 pagesColumn confining+reinf+as+per+IS-13920raghav abudhabiNo ratings yet
- 35M GRD Tower Design Report STCDocument10 pages35M GRD Tower Design Report STCEhtesham AliNo ratings yet
- Ficha Tecnica PikotekDocument2 pagesFicha Tecnica Pikoteking_arriagaNo ratings yet
- Hikra SOL 1500V DC (H1Z2Z2-K) : Data SheetDocument1 pageHikra SOL 1500V DC (H1Z2Z2-K) : Data SheetAnaNo ratings yet
- EUPEN Airport Lighting Cables and Accessories Ed 01 2020Document20 pagesEUPEN Airport Lighting Cables and Accessories Ed 01 2020Prem HNo ratings yet
- Advanced Drilling Practices - Casing DesignDocument92 pagesAdvanced Drilling Practices - Casing DesignGFariz100% (1)
- Advanced Drilling Practices - Casing DesignDocument92 pagesAdvanced Drilling Practices - Casing DesignAnonymous H9n5g3aaCENo ratings yet
- Advanced Drilling Practices - Casing Design PDFDocument92 pagesAdvanced Drilling Practices - Casing Design PDFAnonymous H9n5g3aaCE100% (1)
- Flat NGFLGOEU-J NexansDocument4 pagesFlat NGFLGOEU-J NexansSup ProyNo ratings yet
- The Dubai Chamber of Commerce and Industry Building ExtensionDocument22 pagesThe Dubai Chamber of Commerce and Industry Building ExtensionAhammad KabeerNo ratings yet
- Louvers 1Document7 pagesLouvers 1alex robinNo ratings yet
- MDPE - Assignment 1Document1 pageMDPE - Assignment 1lata sinsinwarNo ratings yet
- Buckling Analysis of Cold Formed Steel For Beams: Prakash M. Mohite, Aakash C. KarooDocument7 pagesBuckling Analysis of Cold Formed Steel For Beams: Prakash M. Mohite, Aakash C. KaroosathishNo ratings yet
- DSS Overview PDFDocument13 pagesDSS Overview PDFtekula akhilNo ratings yet
- B Span 330m Silec Technical Offer Ref 5890636827terDocument9 pagesB Span 330m Silec Technical Offer Ref 5890636827terUdriste DanielNo ratings yet
- R1 - Calculation Report of Waste Water Storage Tank - Bangchack BiofuelDocument12 pagesR1 - Calculation Report of Waste Water Storage Tank - Bangchack BiofuelPete Rueangchim100% (3)
- PIle FoundationDocument6 pagesPIle FoundationsaravananNo ratings yet
- Common Problems in Injection Molded Parts: Syed AhmadDocument11 pagesCommon Problems in Injection Molded Parts: Syed AhmadPrasad BldNo ratings yet
- Unit 3 Equipment DesignDocument18 pagesUnit 3 Equipment Designakch0017No ratings yet
- A (1-4) Rc. Roof Beam - (2S-UDL-AFES)Document42 pagesA (1-4) Rc. Roof Beam - (2S-UDL-AFES)Haidy DimanNo ratings yet
- Etd 59 31 22 PDFDocument10 pagesEtd 59 31 22 PDFJosé GonzálezNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168From EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168No ratings yet
- Vessel Loading Requirements: ASME Sect. VIII Div.1 2007 Ed.+ Add.2009 UG-22 Work Order (SP) No. - Applies Items Y E S N ODocument1 pageVessel Loading Requirements: ASME Sect. VIII Div.1 2007 Ed.+ Add.2009 UG-22 Work Order (SP) No. - Applies Items Y E S N OFazri CMENo ratings yet
- 28-Technical Data Dearator DesignDocument3 pages28-Technical Data Dearator DesignFazri CMENo ratings yet
- Main Frame Lt. 2-Detail HandrailDocument1 pageMain Frame Lt. 2-Detail HandrailFazri CMENo ratings yet
- SKF 22226 E SpecificationDocument4 pagesSKF 22226 E SpecificationFazri CMENo ratings yet
- Edit Sertificat 1Document1 pageEdit Sertificat 1Fazri CMENo ratings yet
- Calculation Sheet: IV. Calculation of Reinforcement For Openings in Shell & Formed Head Per UG-36 & UG-37Document6 pagesCalculation Sheet: IV. Calculation of Reinforcement For Openings in Shell & Formed Head Per UG-36 & UG-37Fazri CMENo ratings yet
- Calculation Sheet: Act IDocument2 pagesCalculation Sheet: Act IFazri CMENo ratings yet
- Calculation Sheet: III. Calculation of Nozzle Neck Thickness Per UG-45Document3 pagesCalculation Sheet: III. Calculation of Nozzle Neck Thickness Per UG-45Fazri CME100% (1)
- Finish: Time Frame SG/GA AIR RECEIVER TANK + Foundation TankDocument1 pageFinish: Time Frame SG/GA AIR RECEIVER TANK + Foundation TankFazri CMENo ratings yet
- Bill of Material: Sipil WorkDocument1 pageBill of Material: Sipil WorkFazri CMENo ratings yet
- Pipe, Fitting & PlateDocument2 pagesPipe, Fitting & PlateFazri CMENo ratings yet
- Axle General Specs WE0042114 .0: Tolerances To EST0015 AND Est0016 Unless Otherwise StatedDocument1 pageAxle General Specs WE0042114 .0: Tolerances To EST0015 AND Est0016 Unless Otherwise StatedDivineMoyo De[Mo]No ratings yet
- Ramjets & Pulse JetsDocument10 pagesRamjets & Pulse JetsInterogator5No ratings yet
- 303,307 1St Floor - Unity Plaza - Galle Road Colombo 4. HOTLINE:-0115 109 109Document2 pages303,307 1St Floor - Unity Plaza - Galle Road Colombo 4. HOTLINE:-0115 109 109isuruprabashanaNo ratings yet
- PHASED ARRAY NDT - AUT SolutionsDocument7 pagesPHASED ARRAY NDT - AUT SolutionsFabian MuñozNo ratings yet
- K321 Manual - CompressedDocument38 pagesK321 Manual - CompressedstoragebinNo ratings yet
- Insider Threat Detection Study: Markus Kont, Mauno Pihelgas, Jesse Wojtkowiak, Lorena Trinberg, Anna-Maria OsulaDocument59 pagesInsider Threat Detection Study: Markus Kont, Mauno Pihelgas, Jesse Wojtkowiak, Lorena Trinberg, Anna-Maria OsulaClau RuizNo ratings yet
- Check Mode Procedure: Hand-Held TesterDocument1 pageCheck Mode Procedure: Hand-Held TesterClodoaldo BiassioNo ratings yet
- Ichiro Product CatalogueDocument24 pagesIchiro Product CatalogueduwiNo ratings yet
- Car GPS Device Model tk103 SpecificationsDocument11 pagesCar GPS Device Model tk103 Specificationssid81kumarNo ratings yet
- Delphi EGR Opel Newsletter - 3 - 4Document4 pagesDelphi EGR Opel Newsletter - 3 - 4mnbvqwertNo ratings yet
- Provaset 2P - #Provaset2PDocument2 pagesProvaset 2P - #Provaset2PICOdata GmbHNo ratings yet
- Castable Refractory ConcreteDocument23 pagesCastable Refractory Concretemnaziria6612100% (3)
- Price List MSRP For WEB PDFDocument3 pagesPrice List MSRP For WEB PDFnavneetNo ratings yet
- Brief Experiment Details On ComparatorsDocument10 pagesBrief Experiment Details On ComparatorsNeekita ChamaneNo ratings yet
- Hamworthy Compressor ManualDocument5 pagesHamworthy Compressor ManualDastan0% (1)
- A Discipline of TeamsDocument2 pagesA Discipline of TeamsAditya Bhat100% (1)
- Descriptive StatisticsDocument3 pagesDescriptive StatisticsCarla CarlaNo ratings yet
- Electrolysis Lesson StaterDocument2 pagesElectrolysis Lesson StateroscarbecNo ratings yet
- Cash Receipts CycleDocument4 pagesCash Receipts CycleYenNo ratings yet
- GVC Ths. Nguy ễn Minh Đạo Bm Cnpm - Khoa Cntt - Đhspkt Tp.HcmDocument76 pagesGVC Ths. Nguy ễn Minh Đạo Bm Cnpm - Khoa Cntt - Đhspkt Tp.HcmĐinhĐạiĐồngNo ratings yet
- UTC LM8560 Mos Ic: Digital Alarm ClockDocument9 pagesUTC LM8560 Mos Ic: Digital Alarm ClockAntonio De NobregaNo ratings yet
- Koz Cable ClampsDocument18 pagesKoz Cable ClampsshyamamolNo ratings yet
- Austroads Research ReportDocument49 pagesAustroads Research ReportyasNo ratings yet
- AVEVA E3D 2.1 Standard Model Library-CHAPTER 9Document6 pagesAVEVA E3D 2.1 Standard Model Library-CHAPTER 9Emavwodia Solomon100% (2)
- Catálogo PanWorld - enDocument16 pagesCatálogo PanWorld - enIsaias Exequiel Zapata GutierrezNo ratings yet
- Globale Jobs Vacancy 2021Document1 pageGlobale Jobs Vacancy 2021SagarNo ratings yet
- Chapter 2-1 FEADocument13 pagesChapter 2-1 FEAchoon yong lohNo ratings yet

































































































Download as pdf or txt
You might also like
- API-650 Design Procedure ExampleDocument21 pagesAPI-650 Design Procedure Examplegdwvcd93% (15)
- Assignment Design 2Document20 pagesAssignment Design 2Nadia Refai100% (1)
- Isuzu N Series Elf Workshop Manual Section 0 General Information LGGEN WE 9991 PDFDocument39 pagesIsuzu N Series Elf Workshop Manual Section 0 General Information LGGEN WE 9991 PDFRobert67% (3)
- Band 6 Eit ExampleDocument37 pagesBand 6 Eit Exampleapi-294518117100% (1)
- 37 - BQ WWTP 250 m3 - Project Pabrik Di Subang - Pt. Pelita Cengkareng PaperDocument3 pages37 - BQ WWTP 250 m3 - Project Pabrik Di Subang - Pt. Pelita Cengkareng PaperRully Ric Archt100% (1)
- Calculation Sheet: S H Hact I o Fs FHC FHK oDocument2 pagesCalculation Sheet: S H Hact I o Fs FHC FHK oFazri CMENo ratings yet
- Heat Treatment Requirement Heat Treatment Requirement: o o o oDocument2 pagesHeat Treatment Requirement Heat Treatment Requirement: o o o ofizanlaminNo ratings yet
- Jointing Manual: Insulated Straight Through Joint For 230kV Single Core 1400 XLPE CablesDocument28 pagesJointing Manual: Insulated Straight Through Joint For 230kV Single Core 1400 XLPE CablesGustavo OliveiraNo ratings yet
- ST0905004 Countershielded Winding, Design Process and Shop DocumentsDocument21 pagesST0905004 Countershielded Winding, Design Process and Shop DocumentsRajcsányi Tímea KatalinNo ratings yet
- Jointing Manual: XLPE CablesDocument21 pagesJointing Manual: XLPE CablesGustavo OliveiraNo ratings yet
- Stress RelievingDocument1 pageStress RelievingCruz Gabriel Rosetti100% (1)
- #002bolted Connection-2019Document51 pages#002bolted Connection-2019PAVANPORENo ratings yet
- Sum 2015Document4 pagesSum 2015Prabhat SinghNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Design Procedure For Aes He PDFDocument30 pagesDesign Procedure For Aes He PDFRyan Goh Chuang HongNo ratings yet
- Base Plate DesignDocument4 pagesBase Plate DesignPradeep Kumar RajNo ratings yet
- Design of Hydraulic Ladle Tilting Device at Pig Casting MachineDocument6 pagesDesign of Hydraulic Ladle Tilting Device at Pig Casting MachinepermesinanNo ratings yet
- Die CalculationsDocument13 pagesDie CalculationsDhinakaran R100% (1)
- Presentation Dished Ends (Heads)Document24 pagesPresentation Dished Ends (Heads)Rahul Moottolikandy100% (1)
- Group 3 Power Point Final 1Document26 pagesGroup 3 Power Point Final 1mhaung2018No ratings yet
- Reactor Mechanical DesignDocument8 pagesReactor Mechanical Designsami ullahNo ratings yet
- 8m Cheetah MATERIALS LISTDocument4 pages8m Cheetah MATERIALS LISTAlexandre LetellierNo ratings yet
- Specificatii Adss PrysmianDocument2 pagesSpecificatii Adss Prysmiantstefan88100% (1)
- Extreme Fiber Elongation To UCS-79Document1 pageExtreme Fiber Elongation To UCS-79Azwan Shah100% (2)
- 08-200-r2 Type Xlpe PVCDocument1 page08-200-r2 Type Xlpe PVCTrịnh Đức HạnhNo ratings yet
- Power Cables DesignDocument7 pagesPower Cables Designmostafa HusseinNo ratings yet
- Equipment DesignDocument88 pagesEquipment DesignbigbossNo ratings yet
- Design of PSC I GirderDocument96 pagesDesign of PSC I GirderSONAM JADHAVNo ratings yet
- Base Plate +and Foundation Bolt Design +connection Design 30-08-2021Document9 pagesBase Plate +and Foundation Bolt Design +connection Design 30-08-2021Deepanshu GargNo ratings yet
- AQUDUCTDocument139 pagesAQUDUCTMadhu SudhanNo ratings yet
- Things Your Screw Designer Never-FinalDocument6 pagesThings Your Screw Designer Never-FinalRajesh Kumar100% (2)
- Tutorial 1Document2 pagesTutorial 1Amal J AdhikaramNo ratings yet
- Extreme Fiber Elongation Calcs J SDocument1 pageExtreme Fiber Elongation Calcs J SLê Văn HòaNo ratings yet
- Potash CrystallizationDocument14 pagesPotash CrystallizationUditha Lakshan100% (1)
- Termination Manual (Compatibility Mode)Document22 pagesTermination Manual (Compatibility Mode)AMARENDRA SINo ratings yet
- Design of Heads and ClosuresDocument23 pagesDesign of Heads and ClosuresboiroyNo ratings yet
- 5.1 Group - T Scantling Calculation Through Iso 2001Document173 pages5.1 Group - T Scantling Calculation Through Iso 2001Abdul KaderNo ratings yet
- Design of Helical SpringsDocument32 pagesDesign of Helical SpringsAHMAD FIRDAUS ILIAS100% (1)
- Epoxy Lamination SpecificationsDocument14 pagesEpoxy Lamination SpecificationsArjed Ali ShaikhNo ratings yet
- WhertecDocument31 pagesWhertechamzahNo ratings yet
- Column confining+reinf+as+per+IS-13920Document5 pagesColumn confining+reinf+as+per+IS-13920raghav abudhabiNo ratings yet
- 35M GRD Tower Design Report STCDocument10 pages35M GRD Tower Design Report STCEhtesham AliNo ratings yet
- Ficha Tecnica PikotekDocument2 pagesFicha Tecnica Pikoteking_arriagaNo ratings yet
- Hikra SOL 1500V DC (H1Z2Z2-K) : Data SheetDocument1 pageHikra SOL 1500V DC (H1Z2Z2-K) : Data SheetAnaNo ratings yet
- EUPEN Airport Lighting Cables and Accessories Ed 01 2020Document20 pagesEUPEN Airport Lighting Cables and Accessories Ed 01 2020Prem HNo ratings yet
- Advanced Drilling Practices - Casing DesignDocument92 pagesAdvanced Drilling Practices - Casing DesignGFariz100% (1)
- Advanced Drilling Practices - Casing DesignDocument92 pagesAdvanced Drilling Practices - Casing DesignAnonymous H9n5g3aaCENo ratings yet
- Advanced Drilling Practices - Casing Design PDFDocument92 pagesAdvanced Drilling Practices - Casing Design PDFAnonymous H9n5g3aaCE100% (1)
- Flat NGFLGOEU-J NexansDocument4 pagesFlat NGFLGOEU-J NexansSup ProyNo ratings yet
- The Dubai Chamber of Commerce and Industry Building ExtensionDocument22 pagesThe Dubai Chamber of Commerce and Industry Building ExtensionAhammad KabeerNo ratings yet
- Louvers 1Document7 pagesLouvers 1alex robinNo ratings yet
- MDPE - Assignment 1Document1 pageMDPE - Assignment 1lata sinsinwarNo ratings yet
- Buckling Analysis of Cold Formed Steel For Beams: Prakash M. Mohite, Aakash C. KarooDocument7 pagesBuckling Analysis of Cold Formed Steel For Beams: Prakash M. Mohite, Aakash C. KaroosathishNo ratings yet
- DSS Overview PDFDocument13 pagesDSS Overview PDFtekula akhilNo ratings yet
- B Span 330m Silec Technical Offer Ref 5890636827terDocument9 pagesB Span 330m Silec Technical Offer Ref 5890636827terUdriste DanielNo ratings yet
- R1 - Calculation Report of Waste Water Storage Tank - Bangchack BiofuelDocument12 pagesR1 - Calculation Report of Waste Water Storage Tank - Bangchack BiofuelPete Rueangchim100% (3)
- PIle FoundationDocument6 pagesPIle FoundationsaravananNo ratings yet
- Common Problems in Injection Molded Parts: Syed AhmadDocument11 pagesCommon Problems in Injection Molded Parts: Syed AhmadPrasad BldNo ratings yet
- Unit 3 Equipment DesignDocument18 pagesUnit 3 Equipment Designakch0017No ratings yet
- A (1-4) Rc. Roof Beam - (2S-UDL-AFES)Document42 pagesA (1-4) Rc. Roof Beam - (2S-UDL-AFES)Haidy DimanNo ratings yet
- Etd 59 31 22 PDFDocument10 pagesEtd 59 31 22 PDFJosé GonzálezNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168From EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168No ratings yet
- Vessel Loading Requirements: ASME Sect. VIII Div.1 2007 Ed.+ Add.2009 UG-22 Work Order (SP) No. - Applies Items Y E S N ODocument1 pageVessel Loading Requirements: ASME Sect. VIII Div.1 2007 Ed.+ Add.2009 UG-22 Work Order (SP) No. - Applies Items Y E S N OFazri CMENo ratings yet
- 28-Technical Data Dearator DesignDocument3 pages28-Technical Data Dearator DesignFazri CMENo ratings yet
- Main Frame Lt. 2-Detail HandrailDocument1 pageMain Frame Lt. 2-Detail HandrailFazri CMENo ratings yet
- SKF 22226 E SpecificationDocument4 pagesSKF 22226 E SpecificationFazri CMENo ratings yet
- Edit Sertificat 1Document1 pageEdit Sertificat 1Fazri CMENo ratings yet
- Calculation Sheet: IV. Calculation of Reinforcement For Openings in Shell & Formed Head Per UG-36 & UG-37Document6 pagesCalculation Sheet: IV. Calculation of Reinforcement For Openings in Shell & Formed Head Per UG-36 & UG-37Fazri CMENo ratings yet
- Calculation Sheet: Act IDocument2 pagesCalculation Sheet: Act IFazri CMENo ratings yet
- Calculation Sheet: III. Calculation of Nozzle Neck Thickness Per UG-45Document3 pagesCalculation Sheet: III. Calculation of Nozzle Neck Thickness Per UG-45Fazri CME100% (1)
- Finish: Time Frame SG/GA AIR RECEIVER TANK + Foundation TankDocument1 pageFinish: Time Frame SG/GA AIR RECEIVER TANK + Foundation TankFazri CMENo ratings yet
- Bill of Material: Sipil WorkDocument1 pageBill of Material: Sipil WorkFazri CMENo ratings yet
- Pipe, Fitting & PlateDocument2 pagesPipe, Fitting & PlateFazri CMENo ratings yet
- Axle General Specs WE0042114 .0: Tolerances To EST0015 AND Est0016 Unless Otherwise StatedDocument1 pageAxle General Specs WE0042114 .0: Tolerances To EST0015 AND Est0016 Unless Otherwise StatedDivineMoyo De[Mo]No ratings yet
- Ramjets & Pulse JetsDocument10 pagesRamjets & Pulse JetsInterogator5No ratings yet
- 303,307 1St Floor - Unity Plaza - Galle Road Colombo 4. HOTLINE:-0115 109 109Document2 pages303,307 1St Floor - Unity Plaza - Galle Road Colombo 4. HOTLINE:-0115 109 109isuruprabashanaNo ratings yet
- PHASED ARRAY NDT - AUT SolutionsDocument7 pagesPHASED ARRAY NDT - AUT SolutionsFabian MuñozNo ratings yet
- K321 Manual - CompressedDocument38 pagesK321 Manual - CompressedstoragebinNo ratings yet
- Insider Threat Detection Study: Markus Kont, Mauno Pihelgas, Jesse Wojtkowiak, Lorena Trinberg, Anna-Maria OsulaDocument59 pagesInsider Threat Detection Study: Markus Kont, Mauno Pihelgas, Jesse Wojtkowiak, Lorena Trinberg, Anna-Maria OsulaClau RuizNo ratings yet
- Check Mode Procedure: Hand-Held TesterDocument1 pageCheck Mode Procedure: Hand-Held TesterClodoaldo BiassioNo ratings yet
- Ichiro Product CatalogueDocument24 pagesIchiro Product CatalogueduwiNo ratings yet
- Car GPS Device Model tk103 SpecificationsDocument11 pagesCar GPS Device Model tk103 Specificationssid81kumarNo ratings yet
- Delphi EGR Opel Newsletter - 3 - 4Document4 pagesDelphi EGR Opel Newsletter - 3 - 4mnbvqwertNo ratings yet
- Provaset 2P - #Provaset2PDocument2 pagesProvaset 2P - #Provaset2PICOdata GmbHNo ratings yet
- Castable Refractory ConcreteDocument23 pagesCastable Refractory Concretemnaziria6612100% (3)
- Price List MSRP For WEB PDFDocument3 pagesPrice List MSRP For WEB PDFnavneetNo ratings yet
- Brief Experiment Details On ComparatorsDocument10 pagesBrief Experiment Details On ComparatorsNeekita ChamaneNo ratings yet
- Hamworthy Compressor ManualDocument5 pagesHamworthy Compressor ManualDastan0% (1)
- A Discipline of TeamsDocument2 pagesA Discipline of TeamsAditya Bhat100% (1)
- Descriptive StatisticsDocument3 pagesDescriptive StatisticsCarla CarlaNo ratings yet
- Electrolysis Lesson StaterDocument2 pagesElectrolysis Lesson StateroscarbecNo ratings yet
- Cash Receipts CycleDocument4 pagesCash Receipts CycleYenNo ratings yet
- GVC Ths. Nguy ễn Minh Đạo Bm Cnpm - Khoa Cntt - Đhspkt Tp.HcmDocument76 pagesGVC Ths. Nguy ễn Minh Đạo Bm Cnpm - Khoa Cntt - Đhspkt Tp.HcmĐinhĐạiĐồngNo ratings yet
- UTC LM8560 Mos Ic: Digital Alarm ClockDocument9 pagesUTC LM8560 Mos Ic: Digital Alarm ClockAntonio De NobregaNo ratings yet
- Koz Cable ClampsDocument18 pagesKoz Cable ClampsshyamamolNo ratings yet
- Austroads Research ReportDocument49 pagesAustroads Research ReportyasNo ratings yet
- AVEVA E3D 2.1 Standard Model Library-CHAPTER 9Document6 pagesAVEVA E3D 2.1 Standard Model Library-CHAPTER 9Emavwodia Solomon100% (2)
- Catálogo PanWorld - enDocument16 pagesCatálogo PanWorld - enIsaias Exequiel Zapata GutierrezNo ratings yet
- Globale Jobs Vacancy 2021Document1 pageGlobale Jobs Vacancy 2021SagarNo ratings yet
- Chapter 2-1 FEADocument13 pagesChapter 2-1 FEAchoon yong lohNo ratings yet